焊带涂胶装置和复合焊带的制作方法
本技术涉及光伏电池,具体涉及一种焊带涂胶装置和复合焊带。
背景技术:
1、焊带又称镀锡铜带或涂锡铜带,应用于光伏电池片之间的连接,发挥导电聚电的重要作用。常规的焊接方式是焊接于电池片的栅线上,因常规电池片的栅线较宽焊接时能够满足拉力要求。然而,对于无主栅电池片而言,其栅线较细,焊料涂层(例如锡铅铋涂层)较薄,导致焊接于栅线上时焊接拉力较小,不能满足焊接拉力要求。
2、现有的无主栅电池的焊接技术一般为先使用光固化胶将多条焊带精确地铺设在电池片的表面上,采用红外辐射完成预焊接,再对预焊接有焊带的电池片进行层压焊接,以增强焊接的牢固性。
3、然而,上述这种无主栅电池片的焊接方式虽然能够完成电池组件的焊接,但是光固化胶对焊带与电池片之间实现预焊接的难度系数较大,且层压焊接的过程中需要进行抽真空,这个过程中容易导致焊带发生偏移,造成虚焊或偏焊等问题,对层压机以及层压工艺的要求也较为严格。可见,现有技术中的电池片焊接过程工艺难度高,成品率低于常规焊接的成品率。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术的电池组件焊接过程中虚焊或偏焊的问题,解决工艺难度高、成品率低于常规焊接成品率等缺陷,从而提供一种焊带涂胶装置和复合焊带,其能够提升焊带芯的焊接拉力,以使得对电池进行串焊的操作也能够通过常规焊接来完成,从而避免了因层压焊接而导致的容易出现虚焊或偏焊,工艺难度高,成品率低于常规焊接的成品率等缺陷。
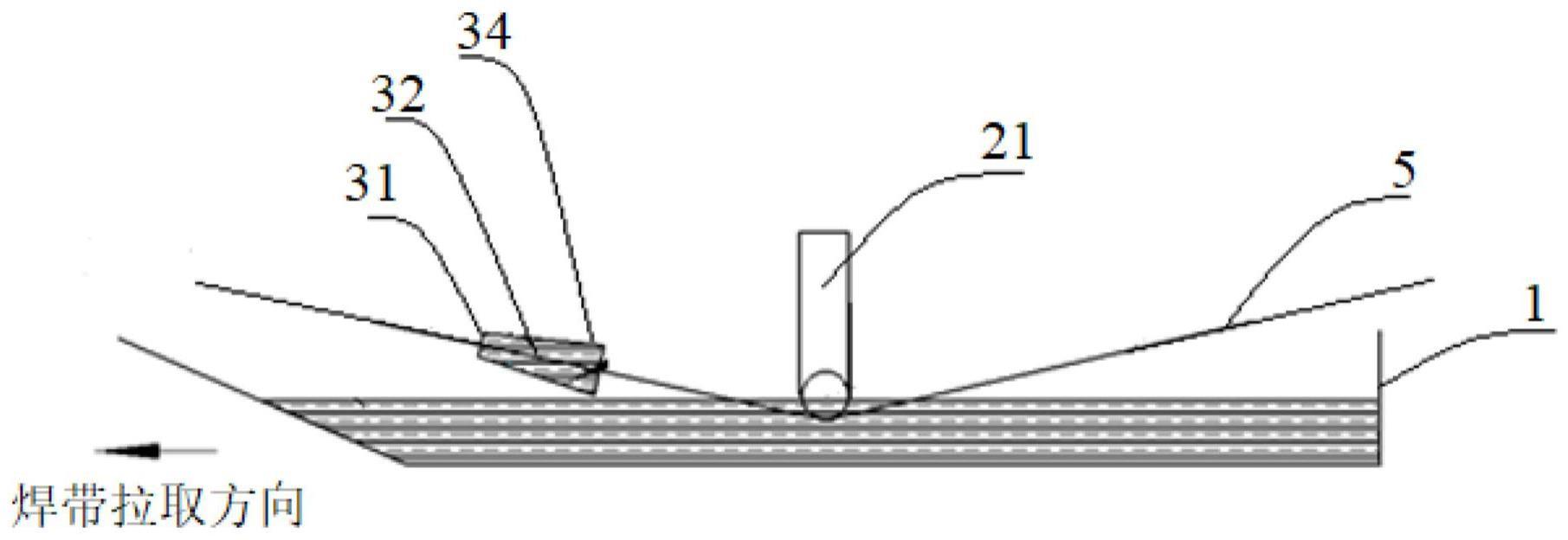
2、为了解决上述问题,本实用新型第一方面提供了一种焊带涂胶装置,包括:胶槽,胶槽的内部适于容纳导电胶、及焊带芯穿过;第一导向结构,设置于胶槽的上方以使得在胶槽容纳有导电胶时第一导向结构的至少部分深度位于导电胶中,焊带芯适于沿第一导向结构的底部通过,以使焊带芯的表面涂敷导电胶材料;刮胶结构,沿焊带芯的运动方向布置于第一导向结构焊带芯的后方且悬于导电胶的上方,刮胶结构适于焊带芯从其内部穿过,以去除部分导电胶材料得到第一导电胶层。
3、进一步地,刮胶结构包括:刮胶板,刮胶板的板壁上开设有允许焊带芯穿过的第一导电胶透过孔,第一导电胶透过孔的内径大于焊带芯的直径。
4、进一步地,刮胶板接近第一导向结构的一侧设置有朝向第一导向结构延伸的环壁,刮胶板内部填充有第一弹性材料,第一弹性材料上形成有与第一导电胶透过孔相连通的第二导电胶透过孔。
5、进一步地,焊带涂胶装置还包括匀胶结构,位于胶槽的上方,沿焊带芯的运动方向布置于刮胶结构的后方,匀胶结构适于限制第一导电胶层的厚度,得到第二导电胶层,第二导电胶层的厚度均一。
6、进一步地,匀胶结构包括:
7、套管,套管的套壁上开设有沿套管的轴向延伸的伸缩缝;
8、调节组件,其连接在伸缩缝的两侧的套壁之间,适于收紧或放松套壁;
9、第二弹性材料,填充在套管的管腔内部,焊带芯适于穿过第二弹性材料。
10、进一步地,焊带涂胶装置还包括:第二导向结构和/或第三导向结构,
11、第二导向结构沿焊带芯的运动方向布置于第一导向结构的前方且悬于导电胶的上方,焊带芯适于从第二导向结构的上表面通过;
12、第三导向结构,沿焊带芯的运动方向布置于第一导向结构的后方且悬于导电胶的上方,焊带芯适于从第三导向结构的上表面通过。
13、进一步地,焊带涂胶装置还包括设置在胶槽内的挡板,挡板沿焊带芯的运动方向布置于第三导向结构的后方,且沿焊带芯的运动方向上,挡板向上倾斜。
14、进一步地,第一导向结构能够在胶槽的高度方向调整,第一导向结构包括:
15、螺纹柱,其沿高度方向延伸,且与盖体或胶槽的侧壁螺纹连接;
16、滚轮,螺纹柱的底部设置连接部,滚轮的转轴与连接部铰接;
17、弹簧,其设置于胶槽内并支撑在胶槽的底壁与连接部之间。
18、进一步地,焊带涂胶装置还包括罩设在胶槽上方的盖体,盖体至少覆盖胶槽、第一导向结构和刮胶结构。
19、本实用新型第二方面涉及了一种复合焊带,采用本实用新型第一方面的焊带涂胶装置形成,复合焊带包括焊带芯和导电胶层,导电胶层包覆在焊带芯的表面,导电胶层的厚度均一且厚度为δ,其中:10≤δ≤25μm。
20、本实用新型具有以下优点:
21、本实用新型第一方面的焊带涂胶装置主要在容器主要包括胶槽、第一导向结构和刮胶结构。其中,胶槽能够用于容纳导电胶,第一导向结构设置于胶槽的上方,能够引导焊带芯浸入到导电胶中,并在焊带芯上设置导电胶材料。刮胶结构能够去除部分导电胶材料,从而得到包覆在焊带芯上的第一导电胶层。由于导电胶的焊接性能较好,其能够弥补焊带芯上的涂层较薄的缺陷,使对电池进行串焊的操作能够通过普通的焊接实现(例如使用串焊接灯箱进行串焊接),由此避免了由层压焊接导致的容易出现虚焊或偏焊,工艺难度高,成品率低于常规焊接的成品率等缺陷。
22、另外,焊接之后的电池需要经过测试,当测试发现电池的某处焊接存在不良时则需要对电池进行返修,然而,使用层压焊接之后的焊带芯与电池片粘接在一起,无法进行返修,这大大降低的电池组件的成品率。本实用新型的焊带涂胶装置使得焊带芯能够采用常规的焊接方式直接与电池片的栅线相连,焊接之后的电池组件能够进行返修。
23、进一步地,层压焊接过程需要将常规的胶膜替换成一体膜,导致增加了电池组件的成本以及层压工艺的难度,本实施例的焊带涂胶装置制备的复合焊带能够使用常规的方式进行焊接,无需使用一体膜,降低了电池组件的成本和焊接的难度。
24、相比于人工向焊带芯上涂胶的方式,使用本实用新型的焊带涂胶装置能够提升涂胶过程的自动化程度,产生的第一导电胶层更加均匀,有助于提升焊接的精准度。
25、本实用新型实施例的焊带涂胶装置能够避免将电池片与焊带芯焊接的过程中产生虚焊或焊接偏移等缺陷,焊接的成品率高,工艺难度小,且不良处能够返修。
26、本实用新型第二方面的复合焊带的表面上包覆有导电胶层。由于导电胶的焊接性能较好,其能够弥补焊带上的涂层较薄的缺陷。因此,使用本实施例的复合焊带对电池进行串焊的操作能够通过普通的焊接实现(例如使用串焊接灯箱进行串焊接),本实用新型实施例的复合焊带能够避免将电池片与焊带芯焊接的过程中产生虚焊或焊接偏移等缺陷,焊接的成品率高,工艺难度小,且不良处能够返修。
技术特征:
1.一种焊带涂胶装置,其特征在于,包括:
2.根据权利要求1所述的焊带涂胶装置,其特征在于,
3.根据权利要求2所述的焊带涂胶装置,其特征在于,所述刮胶板(31)接近所述第一导向结构(21)的一侧设置有朝向所述第一导向结构(21)延伸的环壁(34),所述刮胶板(31)内部填充有第一弹性材料(32),所述第一弹性材料(32)上形成有与所述第一导电胶透过孔(331)相连通的第二导电胶透过孔(332)。
4.根据权利要求1-3中任一项所述的焊带涂胶装置,其特征在于,还包括匀胶结构(4),位于所述胶槽(1)的上方,沿所述焊带芯(5)的运动方向布置于所述刮胶结构的后方,所述匀胶结构(4)适于限制所述第一导电胶层的厚度,得到第二导电胶层,所述第二导电胶层的厚度均一。
5.根据权利要求4所述的焊带涂胶装置,其特征在于,所述匀胶结构(4)包括:
6.根据权利要求1-3中任一项所述的焊带涂胶装置,其特征在于,还包括:第二导向结构(22)和/或第三导向结构(23),
7.根据权利要求6所述的焊带涂胶装置,其特征在于,还包括设置在所述胶槽(1)内的挡板(7),所述挡板(7)沿所述焊带芯(5)的运动方向布置于所述第三导向结构(23)的后方,且沿所述焊带芯(5)的运动方向上,所述挡板(7)向上倾斜。
8.根据权利要求1-3中任一项所述的焊带涂胶装置,其特征在于,还包括罩设在所述胶槽(1)上方的盖体(6),所述第一导向结构(21)能够在所述胶槽(1)的高度方向调整,所述第一导向结构(21)包括:
9.根据权利要求8所述的焊带涂胶装置,其特征在于,所述盖体(6)至少覆盖所述胶槽(1)、第一导向结构(21)和刮胶结构。
10.一种复合焊带,其特征在于,采用权利要求1-9任一项所述的焊带涂胶装置形成,所述复合焊带包括焊带芯(5)和导电胶层(202),所述导电胶层(202)包覆在所述焊带芯(5)的表面,所述导电胶层(202)的厚度均一且厚度为δ,其中:10≤δ≤25μm。
技术总结
本技术涉及一种焊带涂胶装置和复合焊带,焊带涂胶装置包括:胶槽,胶槽的内部适于容纳导电胶、及焊带芯穿过;第一导向结构,设置于胶槽的上方以使得在胶槽容纳有导电胶时第一导向结构的至少部分深度位于导电胶中,焊带芯适于沿第一导向结构的底部通过,以使焊带芯的表面涂敷导电胶材料;刮胶结构,沿焊带芯的运动方向布置于第一导向结构焊带芯的后方且悬于导电胶的上方,刮胶结构适于焊带芯从其内部穿过,以去除部分导电胶材料得到第一导电胶层。导电胶能够弥补焊带芯上的涂层较薄的缺陷,使对电池进行串焊的操作能够通过普通的焊接实现,避免了由层压焊接导致的容易出现虚焊或偏焊,工艺难度高,成品率低于常规焊接的成品率等缺陷。
技术研发人员:王建平,郭琦,龚林,许文彬
受保护的技术使用者:安徽华晟新能源科技有限公司
技术研发日:20230411
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!