一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套的制作方法
本发明涉及耐磨辊套铸造领域,更具体地说是一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套。
背景技术:
1、消失模铸造法也称实型铸造法,通常是将由聚苯乙烯发泡体或蜡形成的消失模型埋设于砂铸模中,然后浇铸熔融金属液,由熔融金属液的热量将消失模型气化消失,同时在消失模型气化后产生的空隙中填充熔融金属液,以制造铸造成品的铸造方法,这种方法已经广泛用于耐磨辊套的制作上。
2、在煤炭、冶金、矿山、电力、建材、耐火材料、能源等行业,需要用到磨机,磨机的磨辊作为主要的磨损件,其运行的好坏在一定程度上决定了企业的经济效益,现有磨辊上的耐磨块大多是采用高锰钢、高铬铸铁等金属制成,韧性较好,当其磨损后,在其上面反复堆焊耐磨合金层来提高其使用寿命,但由于采用的是堆焊工艺制作,堆焊设备昂贵,堆焊一次,其寿命增加不大,同时更换耐磨块需要频繁地停机,每次更换耐磨块所需的时间较长,严重影响生产效率,造成了极大的经济损失。
3、金属耐磨材料从锰钢、镍硬铸铁到高铬铸铁、高铬耐磨合金、表面堆焊材料,在不同领域发挥着各自的作用,但随着耐磨材料硬度逐步提高,脆性也大大增加,带来断裂风险。随着科学技术和现代工业的高速发展,传统的金属耐磨材料已经不能满足工业使用需求,用户对耐磨材料的要求越来越高,不但要有更高的耐磨性,还要有足够的韧性。因此,提高耐磨件的使用寿命非常重要。
4、经检索,关于解决上述磨辊磨损严重影响正常生产的不足,目前已有相关专利公开。例如,中国专利申请,公布号为:cn 103736549a,公布日为:2014年4月23日的发明专利,公开了立磨机金属基陶瓷复合材料磨辊的制备方法,磨辊基体上套设有由高铬合金衬板和金属基陶瓷增强体料制成的陶瓷衬板组成的辊套,金属基陶瓷增强体料由10-40%刚玉和60-90%铁粉组成;磨辊的制备方法包括:上述刚玉和铁粉混合烧至铁粉完全熔化时,将其放入模具中制得陶瓷衬板,将陶瓷衬板置于高铬合金衬板的凹槽中,浇铸钢水制成辊套,将辊套套设在磨辊基体上后浇铸钢水,使辊套与磨辊基体固结为一体。该磨辊通过高铬合金衬板与陶瓷衬板、辊套与磨辊基体之间通过钢液浇铸固结为一体,高铬合金衬板和陶瓷衬板需要单独浇铸后再通过钢水将两者的连接处进行浇铸来固定连接,由于钢水浇铸过程中,难免产生气泡,两者的连接强度也会影响磨辊的使用寿命。
技术实现思路
1、1.发明要解决的技术问题
2、针对现有磨辊辊套使用寿命影响正常磨料生产的问题,本发明设计了一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,在高铬耐磨合金辊套耐磨工作面上通过消失模铸造法间隔式镶嵌多个竖向的金属陶瓷条,达到了提高耐磨磨辊辊套使用寿命的目的。
3、2.技术方案
4、为达到上述目的,本发明提供的技术方案为:
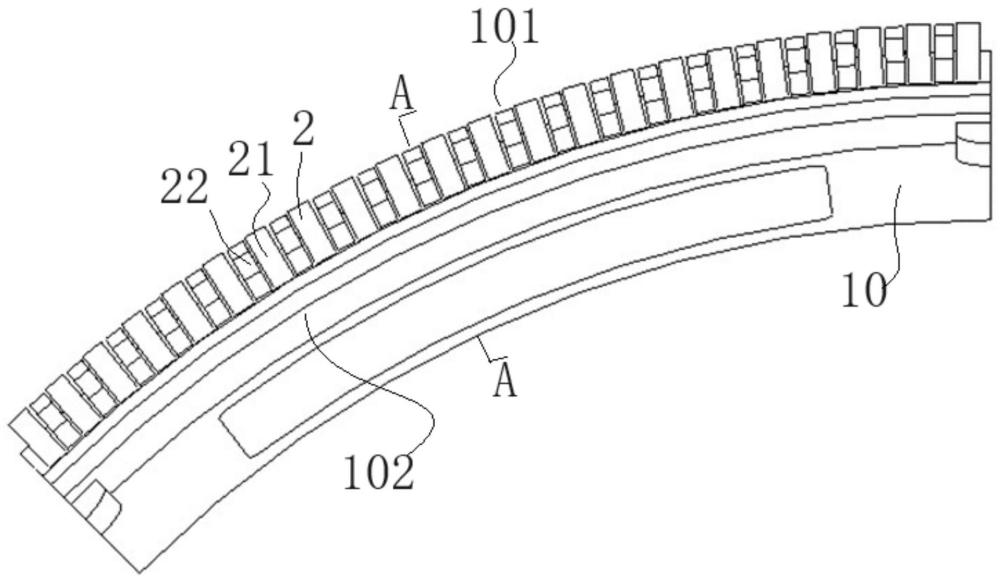
5、一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,由多个弧形的高铬耐磨合金辊套侧面,依次拼接成圆形辊套整体,高铬耐磨合金辊套的外弧面为耐磨工作面,耐磨工作面上通过消失模铸造法间隔式镶嵌有多个竖向的金属陶瓷条,充分利用消失模铸造方便负压浇注的特点,可将高铬耐磨合金辊套和金属陶瓷条一次浇注、一体成型,两者实现无缝牢固连接,可根据耐磨性和制作成本的兼顾来考虑金属陶瓷条的使用量,且竖向金属陶瓷条呈阵列式均匀分布设置,促进高铬耐磨合金辊套和金属陶瓷条协同作用,使整个辊套耐磨工作面周面的耐磨性呈倍数增长。
6、进一步的技术方案,金属陶瓷条包括其头部的弯曲头,与耐磨工作面的弧面相适配,当耐磨工作面有一定的磨损时,磨料过程中,弯曲头可钩住辊侧,能将整个金属陶瓷条扒紧在耐磨工作面上,以提高高铬耐磨合金辊套和金属陶瓷条两者的连接强度。
7、进一步的技术方案,金属陶瓷条向其侧面延伸出间隔设置的凸块,凸块在整个耐磨工作面呈点阵式分布,与竖向阵列式的金属陶瓷条相协同,进一步提高高铬耐磨合金辊套和金属陶瓷条两者连接强度的同时,还提高了整个耐磨工作面耐磨性分布的均匀性,两者协同,有效避免局部磨损影响其使用寿命。
8、进一步的技术方案,金属陶瓷条分为弯曲头和方形直条两部分,可实现两个单独的不同单体分别加工、包装、运输以及消失模铸造工艺中单独嵌入消失模,操作方便,效率高,成本低。
9、进一步的技术方案,高铬耐磨合金辊套使用适配高铬耐磨合金辊套的消失模基体,通过消失模铸造工艺铸造而成;所述消失模基体的外弧面上预留适配金属陶瓷条且间隔分布的凹槽条,凹槽条之间形成凸筋条,凹槽条和凸筋条交错且呈竖向阵列式均匀分布,消失模基体的材料有一定的弹性,方便金属陶瓷条嵌入式操作,而且,金属陶瓷条的宽度也可以略大于凹槽条,金属陶瓷条嵌入时,两者紧配式连接,消失模铸造完成后,可进一步提高高铬耐磨合金辊套和金属陶瓷条的连接强度。
10、进一步的技术方案,凸筋条预留出适配凸块的边槽,与点阵式分布的凸块相适配,凸块的边长也可以略大于边槽,实现嵌入时两者的紧配连接。
11、进一步的技术方案,高铬耐磨合金辊套及消失模基体的弧度为45°,8个辊套单体首尾连接后,形成整体的辊套磨辊,弧度过大,单体重量过大,不方便包装或运输,弧度过小,影响单体之间的连接强度。
12、进一步的技术方案,消失模铸造前,所述凹槽条深度m与金属陶瓷条厚度n之差为,m-n≥1.0~1.7mm,消失模铸造后,制得的高铬耐磨合金辊套会将高铬耐磨合金辊套和金属陶瓷条之间的连接缝隙全覆盖,实现无缝连接的一体式结构,进一步提高两者的连接强度。
13、3.有益效果
14、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
15、(1)本发明的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,在高铬耐磨合金辊套耐磨工作面竖向阵列式均匀分布金属陶瓷条以及点阵式分布的凸块,能有效提高高铬耐磨合金辊套和金属陶瓷条协同配合作用,消失模铸造工艺还使两者的连接关系实现无缝一体式连接,使得整个辊套耐磨工作面的周面耐磨性呈倍数增长,经测算,使用寿命由原来的3个月,提高到至少12个月;
16、(2)本发明的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,阵列式均匀分布的金属陶瓷条,在磨辊辊套转动齑粉过程中,还起到一定的切割作用,投料的粒径范围可有效增大,制得的粉料更加均匀,生产效率也有效提高。
技术特征:
1.一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,由多个弧形的高铬耐磨合金辊套(10)依次侧面拼接成圆形辊套整体,其特征在于:所述高铬耐磨合金辊套(10)的外弧面为耐磨工作面(101),耐磨工作面(101)上通过消失模铸造法间隔式镶嵌有多个竖向阵列式分布的金属陶瓷条(2)。
2.根据权利要求1所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:所述金属陶瓷条(2)包括其头部的弯曲头(21)。
3.根据权利要求1所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:所述金属陶瓷条(2)向其侧面延伸出间隔设置的凸块(22)。
4.根据权利要求1所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:所述金属陶瓷条(2)分为弯曲头(21)和方形直条(23)两部分。
5.根据权利要求1至4任一所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:所述高铬耐磨合金辊套(10)使用适配高铬耐磨合金辊套(10)的消失模基体(1),通过消失模铸造工艺铸造而成;所述消失模基体(1)的外弧面上预留适配金属陶瓷条(2)且间隔分布的凹槽条(11),凹槽条(11)之间形成凸筋条(12)。
6.根据权利要求5所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:所述凸筋条(12)预留出适配凸块(22)的边槽(121)。
7.根据权利要求5所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:所述高铬耐磨合金辊套(10)及消失模基体(1)的弧度为45°。
8.根据权利要求5所述的一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,其特征在于:消失模铸造前,所述凹槽条(11)深度m与金属陶瓷条(2)厚度n之差为,m-n≥1.0~1.7mm。
技术总结
本发明公开了一种消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,属于耐磨辊套铸造领域。本发明的消失模铸造高铬耐磨合金和金属陶瓷条复合辊套,由多个弧形的高铬耐磨合金辊套,依次通过其侧面拼接成圆形辊套整体,高铬耐磨合金辊套的外弧面为耐磨工作面,耐磨工作面上通过消失模铸造法间隔式镶嵌有多个竖向的金属陶瓷条,充分利用消失模铸造方便负压浇注的特点,可将高铬耐磨合金辊套和金属陶瓷条一次浇注、一体成型,两者实现无缝牢固连接,可根据耐磨性和制作成本的兼顾来考虑金属陶瓷条的使用量,且竖向金属陶瓷条呈阵列式均匀分布设置,促进高铬耐磨合金辊套和金属陶瓷条协同作用,使整个辊套耐磨工作面周面的耐磨性呈倍数增长。
技术研发人员:王大志
受保护的技术使用者:马鞍山市三峰机械制造有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!