一种锂电池模组侧板涂胶加热固化装置及实现方法与流程
本发明涉及一种锂电池模组侧板涂胶加热固化装置及实现方法,属于锂电池模组侧板涂胶固化。
背景技术:
1、锂电池模组侧板涂胶固化方式有很多种,如自然静置、热风炉烘烤、红外加热管等加热方式。这几种加热方式对侧板胶水固化效果不同,其中,红外加热管加热方式相对于自然静置、热风炉烘烤效果较好。但红外加热管存在成本高、易损耗且使用寿命较低等问题,不利于现场生产。
2、锂电池模组侧板涂胶后保压方式主要是通过人工安装保压工装进行固定,在模组下线位置再进行拆除保压工装,这种工艺方式浪费人力,且保压工装在周转、使用过程中容易损坏,增加维修成本。
技术实现思路
1、本发明的目的在于克服现有技术中的不足,提供一种锂电池模组侧板涂胶加热固化装置及实现方法,通过传动部件带动加压部件同步向内挤压,实现模组涂胶后侧板的自动加压、保压功能,减少人力成本投入。
2、为达到上述目的,本发明是采用下述技术方案实现的:
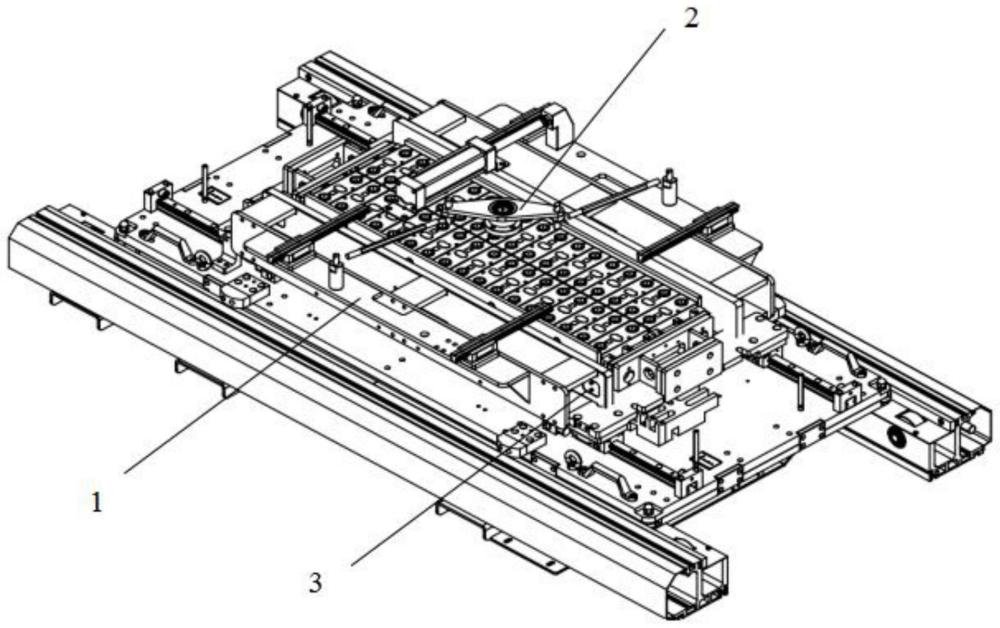
3、第一方面,本发明提供了一种锂电池模组侧板涂胶加热固化装置,包括设置于加热仓两侧的加压部件,与两侧加压部件相连接的传动部件,以及设于加压部件上的温控部件;
4、当锂电池模组进入加热仓,所述传动部件驱动两侧的加压部件同步向内挤压锂电池模组侧板,所述温控部件启动对锂电池模组侧板涂胶面进行加热。
5、进一步的,所述加压部件包括压板、连接块、盖板以及压板基座,所述压板与盖板之间通过多块连接块连接为整体,所述压板基座安装于盖板远离压板的一侧,且所述压板基座与传动部件连接。
6、进一步的,所述传动部件包括气缸、第一连杆、第二连杆以及旋转同步机构,所述气缸连接一侧的加压部件,所述旋转同步机构转动设置于两侧的加压部件之间,且所述旋转同步机构分别通过第一连杆、第二连杆与两侧的加压部件相连接,当气缸驱动一侧的加压部件移动时,旋转同步机构通过第一连杆、第二连杆带动另一侧的加压部件同步移动。
7、进一步的,所述传动部件还包括多组滑轨和滑块,两侧的加压部件通过多组滑轨和滑块设置于加热仓中,当传动部件驱动加压部件移动时,加压部件连同滑块沿着所述滑轨向加热仓内部移动。
8、进一步的,所述温控部件包括红外微晶加热板和温度传感器,两侧的加压部件中各设置有一组红外微晶加热板和温度传感器。
9、进一步的,所述红外微晶加热板内置于压板中,所述温度传感器设有多个,多个温度传感器均内置于压板中。
10、第二方面,本发明提供一种根据前述任一项所述的锂电池模组侧板涂胶加热固化装置的实现方法,包括:
11、将锂电池模组托盘放入加热仓内定位;
12、启动传动部件,带动一侧的加压部件向内移动,所述加压部件通过滑轨和滑块平行向内挤压带动第一连杆动作,所述旋转同步机构受第一连杆作用拉动第二连杆动作,所述第二连杆动作带动另一侧的加压部件平行向内挤压;
13、加压后,启动压板中的红外微晶加热板进行加热,通过温度传感器反馈压板中的温度,与设定温度进行对比,若达到设定温度,温控系统调节红外微晶加热板输出功率,使两侧压板的温度维持在设定温度,当达到设定保温时间后,控制红外微晶加热板关闭,控制传动部件动作使加压部件松开回原点,完成加热固化。
14、进一步的,所述红外微晶加热板的加热过程包括:
15、红外微晶加热板将电功率转变为自由发射的辐射功率;
16、辐射功率被加热压板吸收传导至模组侧板涂胶面。
17、进一步的,所述红外微晶加热板将电功率转变为自由发射的辐射功率的转变效率η1计算公式为:
18、
19、式中,ε为辐射体的辐射率,σ为斯芯藩一玻尔兹曼常数,a1为辐射体的表面积,t1为辐射体的表面温度;
20、对于压板中封闭空间表面的辐射热交换,能量利用率η2用下式进行计算:
21、
22、
23、式中,εn为相当黑度,a1为辐射体的表面积,a2为被加热物体的表面积,t1为辐射体的表面温度,t2为被加热物体的温度,w0为电功率。
24、进一步的,当模组侧板涂胶加热装置物体表面的辐射率、物体表面积、辐射转换率为固定值时,通过控制红外微晶加热板的电功率来调节辐射体的表面温度,根据辐射热交换能量利用率,控制被加热压板温度。
25、与现有技术相比,本发明所达到的有益效果:
26、1、本发明提供一种锂电池模组侧板涂胶加热固化装置及实现方法,通过传动部件带动加压部件同步向内挤压,实现模组涂胶后侧板的自动加压、保压功能,减少人力成本投入,同时可根据模组尺寸,更换调节压板尺寸、兼容不同尺寸模组保压功能,达到柔性生产的需要;
27、2、本发明提供一种锂电池模组侧板涂胶加热固化装置及实现方法,采用低成本、低能耗、高效率的红外微晶加热板,实现侧板加热、胶水快速固化,达到节能降耗需求。
技术特征:
1.一种锂电池模组侧板涂胶加热固化装置,其特征在于,包括设置于加热仓两侧的加压部件(1),与两侧加压部件(1)相连接的传动部件(2),以及设于加压部件(1)上的温控部件(3);
2.根据权利要求1所述的锂电池模组侧板涂胶加热固化装置,其特征在于,所述加压部件(1)包括压板(11)、连接块(12)、盖板(13)以及压板基座(14),所述压板(11)与盖板(13)之间通过多块连接块(12)连接为整体,所述压板基座(14)安装于盖板(13)远离压板(11)的一侧,且所述压板基座(14)与传动部件(2)连接。
3.根据权利要求2所述的锂电池模组侧板涂胶加热固化装置,其特征在于,所述传动部件(2)包括气缸(21)、第一连杆(24)、第二连杆(25)以及旋转同步机构(26),所述气缸(21)连接一侧的加压部件(1),所述旋转同步机构(26)转动设置于两侧的加压部件(1)之间,且所述旋转同步机构(26)分别通过第一连杆(24)、第二连杆(25)与两侧的加压部件(1)相连接,当气缸(21)驱动一侧的加压部件(1)移动时,旋转同步机构(26)通过第一连杆(24)、第二连杆(25)带动另一侧的加压部件(1)同步移动。
4.根据权利要求3所述的锂电池模组侧板涂胶加热固化装置,其特征在于,所述传动部件(2)还包括多组滑轨(22)和滑块(23),两侧的加压部件(1)通过多组滑轨(22)和滑块(23)设置于加热仓中,当传动部件(2)驱动加压部件(1)移动时,加压部件(1)连同滑块(23)沿着所述滑轨(22)向加热仓内部移动。
5.根据权利要求4所述的锂电池模组侧板涂胶加热固化装置,其特征在于,所述温控部件(3)包括红外微晶加热板(31)和温度传感器(32),两侧的加压部件(1)中各设置有一组红外微晶加热板(31)和温度传感器(32)。
6.根据权利要求5所述的锂电池模组侧板涂胶加热固化装置,其特征在于,所述红外微晶加热板(31)内置于压板(11)中,所述温度传感器(32)设有多个,多个温度传感器(32)均内置于压板(11)中。
7.一种根据权利要求6所述的锂电池模组侧板涂胶加热固化装置的实现方法,其特征在于,包括:
8.根据权利要求7所述的锂电池模组侧板涂胶加热固化装置的实现方法,其特征在于,所述红外微晶加热板(31)的加热过程包括:
9.根据权利要求7所述的锂电池模组侧板涂胶加热固化装置的实现方法,其特征在于,所述红外微晶加热板(31)将电功率转变为自由发射的辐射功率的转变效率η1计算公式为:
10.根据权利要求9所述的锂电池模组侧板涂胶加热固化装置的实现方法,其特征在于,当模组侧板涂胶加热装置物体表面的辐射率、物体表面积、辐射转换率为固定值时,通过控制红外微晶加热板(31)的电功率来调节辐射体的表面温度,根据辐射热交换能量利用率,控制被加热压板(11)温度。
技术总结
本发明公开了一种锂电池模组侧板涂胶加热固化装置及实现方法,所述装置包括设置于加热仓两侧的加压部件,与两侧加压部件相连接的传动部件,以及设于加压部件上的温控部件;当锂电池模组进入加热仓,所述传动部件驱动两侧的加压部件同步向内挤压锂电池模组侧板,所述温控部件启动对锂电池模组侧板涂胶面进行加热;本发明通过传动部件带动加压部件同步向内挤压,实现模组涂胶后侧板的自动加压、保压功能,减少人力成本投入,同时可根据模组尺寸,更换调节压板尺寸、兼容不同尺寸模组保压功能,达到柔性生产的需要。
技术研发人员:许银舟,吴竹兵,王继泰,王涛
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!