一种紧固件质量检测装置的制作方法
[0001]
本发明涉及机械厂加工检测的技术领域,尤其涉及一种紧固件质量检测装置。
背景技术:
[0002]
紧固件,是作紧固连接用且应用极为广泛的一类机械零件。紧固件,使用行业广泛,包括能源、电子、电器、机械、化工、冶金、模具、液压等等行业,在各种机械、设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、化工、仪表和用品等上面,都可以看到各式各样的紧固件,是应用最广泛的机械基础件。它的特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度也极高。
[0003]
螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种元件根据材质的不同,分为碳钢、不锈钢、有色金属等几大类型。
[0004]
在螺母生产的过程中,先使用六模六冲冷镦机对坯料进行加工,得到带有通孔的六角柱体,然后在六角柱体的通孔内加工螺纹就可以得到成品螺母。由于受坯料、模具和加工设备的影响,冷镦机加工出的六角柱体可能存在缺陷,如六角柱体无通孔、六角柱体的外轮廓不是正六边形、通孔与六角柱体轴线偏移较大等,这些存在缺陷的六角柱体加工成螺母后,存在无法使用或使用不可靠的问题,为了保证最后的成品螺母为合格件,需要在加工螺纹之前对六角柱体进行筛选,将存在缺陷的六角柱体剔除。目前,一般采用人工筛选的方式对螺母进行筛选,工人先将六角柱体上残余的冷却油去除,然后使用测量工具对六角柱体进行测量,如游标卡尺,将存在缺陷的螺母筛选出放入回收箱,进行回收再加工或用作加工原料。人工筛选不仅人工劳动强度大,而且筛选容易受人影响,筛选准确度参差不齐,很容易造成漏筛或错筛,从而导致螺母出厂合格率降低,容易造成机械加工资源的浪费。
技术实现要素:
[0005]
针对现有技术存在的上述问题,本发明的要解决的技术问题是:人工筛选的方式存在劳动强度大、筛选准确度不稳定的问题。
[0006]
为解决上述技术问题,本发明采用如下技术方案:一种紧固件质量检测装置,包括送料部分、除油部分、运输部分和筛选部分。
[0007]
所述送料部分包括送料推缸、送料管和送料板。
[0008]
所述送料板水平设置,所述送料管为矩形管结构,送料管竖直设置在送料板的上方,送料管的下端与送料板的上表面固定连接,送料管的下端设有沿前后方向的第一通孔,所述送料推缸位于送料板的后侧,送料推缸的缸体固定,送料推缸的活塞端水平朝前设置,送料推缸活塞端的末端固定连接有送料推杆,所述送料推杆可通过第一通孔。
[0009]
所述除油部分包括传送带和两个毛刷板。
[0010]
所述传送带水平设置在送料板的下方,所述两个毛刷板均位于传送带的上方,两个毛刷板沿传送带运输方向设置,且两个毛刷板的刷毛相对,毛刷板与传送带的壳体固定连接,所述送料推杆可将第一通孔处的六角柱体推至传送带上两个毛刷板之间的区域。
[0011]
所述运输部分包括导料管、导料板和导料推缸。
[0012]
所述导料板水平设置在传送带的下方,所述导料管为矩形管结构,导料管竖直设置在导料板的上方,导料管的上端靠近传动带运输方向的末端,导料管的下端与导料板的上表面固定连接,且六角柱体经传动带运输方向的末端后,由导料管的上端进入导料管内,所述导料管的下端沿左右方向设有第二通孔,所述导料推缸横向设置在导料管的左侧,导料推缸的缸体固定,导料推缸的活塞端朝右设置,导料推缸活塞端的末端固定连接有导料推杆,所述导料推杆可通过第二通孔。
[0013]
所述筛选部分包括相机、次品推缸、处理设备和控制器。
[0014]
所述相机为两个,两个相机并排设置在导料管的右侧,两个相机用于拍摄六角柱体的图像。所述次品推缸位于两个相机的右侧,次品推缸的缸体固定,次品推缸的活塞端水平朝后,次品推缸活塞端的末端固定连接有次品推杆,所述次品推杆位于导料板的上方,且次品推杆可向后推动导料板上的六角柱体。
[0015]
所述处理设备的输入端与两个相机连接,处理设备的输出端与控制器的输入端连接,所述控制器的输出端分别与相机、送料推缸、导料推缸和次品推缸连接,所述处理设备用于根据相机传回的图像,判断六角柱体是否为次品,并向控制器发送次品控制指令,控制器控制次品推缸动作。
[0016]
本发明中,送料部分用于依次将多个六角柱体运送至除油部分的传送带上,六角柱体上残余的冷却油被传送带上的毛刷板刷落,便于后续拍照筛选,导料部分用于将六角柱体依次运送至相机拍摄位置,筛选部分使用双目视觉三维测量方法来判断当前六角柱体是否存在缺陷,该测量方法使用特征点匹配的三维重建,即筛选部分中处理设备根据两个相机拍摄的同一六角柱体的图像对六角柱体进行特征点匹配的三维重建,然后对六角柱体进行尺寸测量,判断当前六角柱体是否存在缺陷,然后次品推缸带动次品推杆将存在缺陷的六角柱体向前推出,从而将存在缺陷的六角柱体筛选出,整个筛选过程不需要人工操作,且筛选由机器进行,准确度高且稳定。所述双目视觉三维测量方法属于现有技术,在此不多做赘述。
[0017]
作为优选,所述除油部分还包括出油板和两个压辊,所述两个压辊均水平位于传送带的下方,压辊的轴线与传送带的运输方向垂直,所述传送带的皮带从两个压辊之间的间隙通过。
[0018]
所述压辊的两端均设有连接板,所述两个连接板的上端均与传送带的外壳固定连接,两个连接板靠近下端的位置分别与压辊的两端转动连接。
[0019]
所述出油板位于压辊的下方,出油板的上端分别与两个连接板的下端固定连接,出油板的下端靠近传送带的运输末端倾斜向下。
[0020]
六角柱体被传送带运输时,传送带上的毛刷板将六角柱体上残余的冷却油刷落至传送带的皮带上,长时间后容易造成皮带上冷却油堆积,使对六角柱体的除油效果降低,进而影响后续的筛选任务,通过设置压辊和出油板,当传送带的皮带运动至传送带下方时,皮带从两个压辊之间经过,皮带上的冷却油被压辊挤落至出油板上,冷却油从出油板下端排走,从而避免皮带出现冷却油堆积的现象。
[0021]
作为优选,所述除油部分还包括导油板,所述导油板前后方向上的截面为v型,导油板位于出油板的下方,导油板朝前的一端向下倾斜,所述出油板的下端位于导油板的v型
区域内。
[0022]
通过设置导油板,从出油板上落下的冷却油落至导油板上,由于导油板为v型结构,导油板上的冷却油汇聚至导油板的最底部,由于导油板倾斜设置,使得冷却油最终以稳定且聚集的状态从导油板较低的一端流下,只需要在导油板下方放置一个容器,就可以轻松对冷却油进行收集,避免冷却油四处洒落,同时收集的冷却油还可二次利用,节约大量资源。
[0023]
作为优选,所述筛选部分还包括反光板,所述反光板用于将光线反射至六角柱体上。
[0024]
通过设置反光板,反光板将光线反射至位于拍摄位置的六角柱体上,从而增加六角柱体的反射光,不需要另设光源,使相机在拍摄六角柱体时拥有较好的进光量,从而使拍摄的效果大大提高,便于后期处理设备对于六角柱体图像的处理,有利于提高筛选的准确度。
[0025]
作为优选,所述筛选部分还包括相机支架,所述相机支架用于支撑相机。
[0026]
作为优选,所述相机支架具备升降功能,所述升降功能用于调整相机的高度。
[0027]
通过设置具有升降功能的相机支架,方便根据环境光线调整相机所处高度,从而得到较好的拍摄效果,有利于提高筛选的准确度。
[0028]
作为优选,所述传送带具有磁性。通过选用具有磁性的传送带,当六角柱体被送料部分运送至传送带上时,六角柱体被传送带吸住,使六角柱体在经过两个毛刷板之间时,不会因为毛刷板的阻力与传送带产生相对运动,避免当六角柱体较轻时无法被传送带运送至导料管处的情况。
[0029]
作为优选,所述传送带配有减速装置。通过给传送带配备减速装置,从而降低传送带的速度,增强传送带的稳定性,使六角柱体缓慢从两个毛刷板之间经过,确保除油的效果,同时避免六角柱体质量较轻时,因静摩擦力较小,而无法随皮带移动的情况。
[0030]
相对于现有技术,本发明至少具有如下优点:1.本发明中,送料部分用于依次将多个六角柱体运送至除油部分的传送带上,六角柱体上残余的冷却油被传送带上的毛刷板刷落,便于后续拍照筛选,导料部分用于将六角柱体依次运送至相机拍摄位置,筛选部分使用双目视觉三维测量方法来判断当前六角柱体是否存在缺陷,该测量方法使用特征点匹配的三维重建,次品推缸通过次品推杆将存在缺陷的六角柱体向前推出,从而将存在缺陷的六角柱体筛选出,整个筛选过程不需要人工操作,且筛选由机器进行,准确度高且稳定。
[0031]
2.在本发明中,六角柱体被传送带运输时,传送带上的毛刷板将六角柱体上残余的冷却油刷落至传送带的皮带上,长时间后容易造成皮带上冷却油堆积,使对六角柱体的除油效果降低,进而影响后续的筛选任务,通过设置压辊和出油板,当传送带的皮带运动至传送带下方时,皮带从两个压辊之间经过,皮带上的冷却油被压辊挤落至出油板上,冷却油从出油板下端排走,从而避免皮带出现冷却油堆积的现象。
[0032]
3.在本发明中,通过设置导油板,从出油板上落下的冷却油落至导油板上,由于导油板为v型结构,导油板上的冷却油汇聚至导油板的最底部,由于导油板倾斜设置,使得冷却油最终以稳定且聚集的状态从导油板较低的一端流下,只需要在导油板下方放置一个容器,就可以轻松对冷却油进行收集,避免冷却油四处洒落,同时收集的冷却油还可二次利
用,节约大量资源。
[0033]
4.在本发明中,通过设置反光板,反光板将光线反射至位于拍摄位置的六角柱体上,从而增加六角柱体的反射光,不需要另设光源,使相机在拍摄六角柱体时拥有较好的进光量,从而使拍摄的效果大大提高,便于后期处理设备对于六角柱体图像的处理,有利于提高筛选的准确度。
附图说明
[0034]
图1为本发明的整体结构的主视图。
[0035]
图2为本发明的整体结构的右视图。
[0036]
图3为本发明的整体结构的俯视图。
[0037]
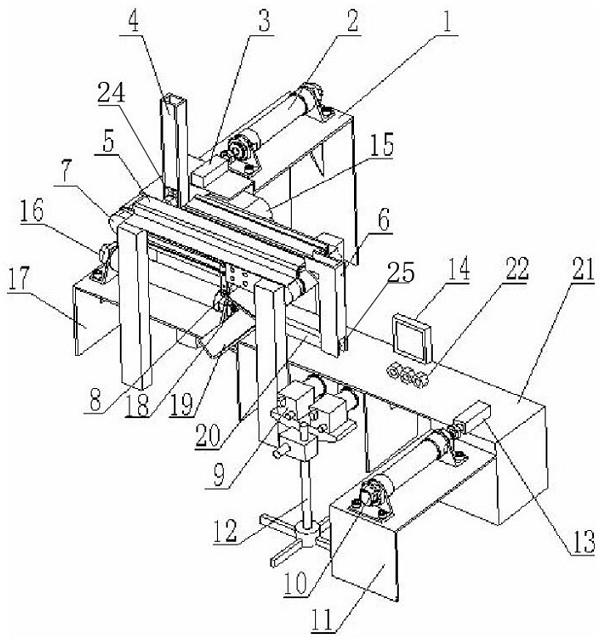
图4为本发明的整体结构的立体图1。
[0038]
图5为本发明的整体结构的立体图2。
[0039]
图6为本发明中的控制连接示意图。
[0040]
图中,1-送料推缸支架,2-送料推缸,3-送料推杆,4-送料管,5-毛刷板,6-导料管,7-传送带,8-压辊,9-相机,10-次品推缸,11-次品推缸支架,12-相机支架,13-次品推杆,14-反光板,15-减速装置,16-导料推缸,17-导料推缸支架,18-出油板,19-导油板,20-导料推杆,21-导料板,22-六角柱体,23-送料板,24-第一通孔,25-第二通孔,26-处理设备,27-控制器,28-连接板。
具体实施方式
[0041]
下面结合附图对本发明作进一步详细说明。
[0042]
为了方便描述,本发明撰写中引入了以下描述概念:本发明中
‘
前
’
、
‘
后
’
、
‘
左
’
、
‘
右
’
、
‘
上
’
、
‘
下
’
均指在图1中的方位,其中
‘
前
’
是指在图1中相对于纸面朝外,
‘
后
’
是指在图1中相对于纸面朝里。
[0043]
参见图1-6,本发明提供的一种实施例:一种紧固件质量检测装置,包括送料部分、除油部分、运输部分和筛选部分。
[0044]
所述送料部分包括送料推缸2、送料管4和送料板23。
[0045]
所述送料板23水平设置,所述送料管4为矩形管结构,送料管4竖直设置在送料板23的上方,送料管4的下端与送料板23的上表面固定连接,送料管4的下端设有沿前后方向的第一通孔24,所述送料推缸2位于送料板23的后侧,送料推缸2的缸体固定,送料推缸2的活塞端水平朝前设置,送料推缸2活塞端的末端固定连接有送料推杆3,所述送料推杆3可通过第一通孔24。
[0046]
具体实施时,送料管4内壁的长度等于六角柱体22外接圆的直径,送料管4内壁的宽度等于六角柱体22的高度,即六角柱体22仅可在送料管4内沿竖直方向堆叠。
[0047]
具体实施时,所述第一通孔24为矩形孔,矩形孔的高度等于六角柱体22两条对边的间距,矩形孔的宽度等于六角柱体22外接圆的直径或六角柱体22的高度。
[0048]
具体实施时,送料推缸2的下方还设有用于支撑送料推缸2的送料推缸支架1,所述送料推缸2的缸体与送料推缸支架1的上表面固定连接,所述送料板23与送料推缸支架1固定连接。
[0049]
所述除油部分包括传送带7和两个毛刷板5。
[0050]
所述传送带7水平设置在送料板23的下方,所述两个毛刷板5均位于传送带7的上方,两个毛刷板5沿传送带7运输方向设置,且两个毛刷板5的刷毛相对,毛刷板5与传送带7的壳体固定连接,所述送料推杆3可将第一通孔24中的六角柱体22推至传送带7上两个毛刷板5之间的区域。
[0051]
具体实施时,传送带7的运输方向可与送料推缸2的轴线垂直或同向,六角柱体22位于传送带7上时,六角柱体22的轴线与传送带7的运输方向垂直,使六角柱体22与毛刷板5的毛刷部分接触面积更大,便于将冷却油刷落,同时时六角柱体22在随传送带7移动时,不容易倾倒,使六角柱体22可从传送带7末端顺利进入导料管中。
[0052]
所述运输部分包括导料管6、导料板21和导料推缸16。
[0053]
所述导料板21水平设置在传送带7的下方,所述导料管6为矩形管结构,导料管6竖直设置在导料板21的上方,导料管6的上端靠近传动带7运输方向的末端,导料管6的下端与导料板21的上表面固定连接,且六角柱体22经传动带7运输方向的末端后,由导料管6的上端进入导料管6内,导料管6中的六角柱体22的轴线与前后方向平行,所述导料管6的下端沿左右方向设有第二通孔25,所述导料推缸16横向设置在导料管6的左侧,导料推缸16的缸体固定,导料推缸16的活塞端朝右设置,导料推缸16活塞端的末端固定连接有导料推杆20,所述导料推杆20可通过第二通孔25。
[0054]
具体实施时,所述第二通孔25为矩形孔,矩形孔的高度等于六角柱体22两条对边的间距,矩形孔的宽度等于六角柱体22外接圆的直径或六角柱体22的高度。
[0055]
具体实施时,导料管6内壁的长度等于六角柱体22外接圆的直径,导料管6内壁的宽度等于六角柱体22的高度,即六角柱体22仅可在导料管6内沿竖直方向堆叠。
[0056]
具体实施时,导料管6中的六角柱体22的轴线与导料推缸16的轴线垂直,当导料推杆20将第二通孔25中的六角柱体22推出时,六角柱体22不容易倾倒,且六角柱体22不会沿轴线方向重叠,使六角柱体22被推至相机拍摄点时,六角柱体22的通孔和六角外轮廓被完全呈现,便于后续相机9对六角柱体22进行拍摄。
[0057]
具体实施时,导料推缸16的下方还设有用于支撑导料推缸16的导料推缸支架17,所述导料推缸16的缸体与导料推缸支架17的上表面固定连接。
[0058]
所述筛选部分包括相机9、次品推缸10、处理设备26和控制器27。
[0059]
所述相机9为两个,两个相机9并排设置在导料管6的右侧,两个相机9用于拍摄六角柱体22的图像。所述次品推缸10位于两个相机9的右侧,次品推缸10的缸体固定,次品推缸10的活塞端水平朝后,次品推缸10活塞端的末端固定连接有次品推杆13,所述次品推杆13位于导料板21的上方,且次品推杆13可向后推动导料板21上的六角柱体22。
[0060]
具体实施时,次品推杆13的截面积小于六角柱体22轴线方向的截面积,次品推杆13每次将一个存在缺陷的六角柱体22向后推出。
[0061]
具体实施时,两个相机9镜头的方向与位于拍摄位置的六角柱体22的轴线的夹角为锐角,避免拍摄得到的图像不能完全呈现六角柱体22的通孔,导致处理设备对六角柱体22的三维重建出现问题。
[0062]
具体实施时,次品推缸10的下方还设有用于支撑次品推缸10的次品推缸支架11,所述次品推缸10的缸体与次品推缸支架11的上表面固定连接,所述导料板21分别与导料推
缸支架17和次品推缸支架11固定连接,导料推缸支架17和次品推缸支架11为导料板21提供支撑作用。
[0063]
具体实施时,在导料板21的后侧还设有次品收集箱,且所述次品收集箱位于次品推缸10的正后方,次品收集箱用于收集存在缺陷的六角柱体22,在导料板21的右侧还设有合格收集箱,且所述合格收集箱位于导料推缸16的正右方,合格收集箱用于收集没有缺陷的六角柱体22。
[0064]
所述处理设备26的输入端与两个相机9连接,处理设备26的输出端与控制器27的输入端连接,所述控制器27的输出端分别与相机9、送料推缸2、导料推缸16和次品推缸10连接,所述处理设备26用于根据相机9传回的图像,判断六角柱体22是否为次品,并向控制器27发送次品控制指令,控制器27控制次品推缸10动作。具体实施时,所述处理设备26可以是计算机。
[0065]
进一步地,所述除油部分还包括出油板18和两个压辊8,所述两个压辊8均水平位于传送带7的下方,压辊8的轴线与传送带7的运输方向垂直,所述传送带7的皮带从两个压辊8之间的间隙通过。
[0066]
所述压辊8的两端均设有连接板28,所述两个连接板28的上端均与传送带7的外壳固定连接,两个连接板28靠近下端的位置分别与压辊8的两端转动连接。
[0067]
所述出油板18位于压辊8的下方,出油板18的上端分别与两个连接板28的下端固定连接,出油板18的下端靠近传送带7的运输末端倾斜向下。
[0068]
进一步地,所述除油部分还包括导油板19,所述导油板19前后方向上的截面为v型,导油板19位于出油板18的下方,导油板19朝前的一端向下倾斜,所述出油板18的下端位于导油板19的v型区域内。
[0069]
进一步地,所述筛选部分还包括反光板14,所述反光板14用于将光线反射至六角柱体22上。
[0070]
进一步地,所述筛选部分还包括相机支架12,所述相机支架12用于支撑相机9。
[0071]
进一步地,所述相机支架12具备升降功能,所述升降功能用于调整相机9的高度。
[0072]
进一步地,所述传送带7具有磁性。
[0073]
进一步地,所述传送带7配有减速装置15。
[0074]
本发明限定的一种紧固件质量检测装置的工作原理如下:送料部分:通过人工或者机械运输的方式将若干六角柱体22从送料管4的上端依次放入送料管4中,多个六角柱体22在送料管4内在竖直方向上堆叠,送料推缸2的活塞端伸长,带动与之固定连接的送料推杆3向前运动,送料推杆3进入第一通孔24中,将位于送料管4内最下端的一个六角柱体22沿第一通孔24向前推出,被推出的六角柱体22掉落至传送带7上,此时送料推杆3的后端仍然位于第一通孔24中,然后送料推缸2的活塞端收缩,带动送料推杆3向后脱离第一通孔24,此时送料管4中的六角柱体22在自身重力作用下向下移动,使又有一个六角柱体22位于送料管4的第一通孔24处,如此往复,将若干六角柱体22依次送至传送带7上。
[0075]
除油部分:掉落至传送带7上的六角柱体22位于两个毛刷板5之间,且六角柱体22的轴线与传送带7的运输方向垂直,六角柱体22随传送带7的皮带移动至传送带7的运输末端,同时在六角柱体22移动的过程中,六角柱体22不断与两个毛刷板5的梳毛接触,且两者
存在相对运动,使六角柱体22上残留的冷却液被毛刷板5刷落,从而达到对六角柱体22除油的目的,便于后续相机9对六角柱体22进行拍照。
[0076]
导料部分:传送带7不断将六角柱体22运输至传送带7的运输末端,由于导料管6的上端位于靠近传送带7的运输末端的位置,六角柱体22从传送带7运输末端滑落时,六角柱体22会从导料管6的上端进入导料管6内,六角柱体22依次进入导料管6中,多个六角柱体22在导料管6内在竖直方向上堆叠,导料推缸16的活塞端伸长,带动与之固定连接的导料推杆20向右移动,导料推杆20进入第二通孔25中,将位于导料管6内最下端的一个六角柱体22沿第二通孔25向右推出,导料推杆20将六角柱体22推动至相机9的拍摄点,此时导料推杆20的左端仍然位于第二通孔25中,然后导料推缸16的活塞端收缩,带动与之固定连接的导料推杆20向左移动,当导料推杆20完全脱离第二通孔25后,导料管6中的六角柱体22在自身重力作用下向下移动,使又有一个六角柱体22位于导料管6的第二通孔25处,如此往复,将若干六角柱体22依次推送至相机9的拍摄点。次导料推杆20将后一个六角柱体22推至相机9的拍摄点时,前一个六角柱体22受后一个六角柱体22推力向右运动。
[0077]
筛选部分:两个9对位于拍摄点的六角柱体22进行拍摄,然后将拍摄的图像传输至处理设备26,处理设备26根据相机9拍摄的图像对六角柱体22进行特征点匹配的三维重建,然后使用双目视觉三维测量方法对六角柱体22寸进行测量,判断当前六角柱体22是否存在缺陷。当存在缺陷的六角柱体22被推送至次品推杆13的正后方时,处理设备26给控制器27发送信号,控制器27控制次品推缸10的活塞端伸长,带动与之固定连接的次品推杆13向后运动,使次品推杆13将有缺陷的六角柱体22向前推落至次品收集箱中,而没有缺陷的六角柱体22被导料推杆20依次向右推落至合格收集箱中。
[0078]
控制说明:处理设备26通过控制器27来控制送料推缸2、导料推缸16和次品推缸10的动作,每当处理设备26接收到来自相机9传回的图像并对六角柱体22是否存在缺陷做出判断后,将无通孔、外轮廓不是正六边形、通孔与轴线偏移较大等的六角柱体22判断为存在缺陷,送料推缸2和导料推缸16均动作一次,从而若干将六角柱体22依次推送至相机9的拍摄点。根据导料板21上相机9的拍摄点与次品推杆20正后方之间可排列六角柱体22的个数,来预设六角柱体22被判断为有缺陷后,送料推缸2和导料推缸16动作几次后次品推缸10动作一次,从而将有缺陷的六角柱体22向后推入次品收集箱中。同时处理设备26还可以对筛选的总数、次品数量、以及次品的缺陷尺寸等数据进行记录,方便数据统计以及对生产工艺做出调整。
[0079]
本发明专利基于双目视觉原理采集螺母加工过程中六角柱体的图像,处理设备对六角柱体进行特征点匹配的三维重建,并使用双目视觉三维测量方法对六角柱体的尺寸进行测量,判断当前六角柱体是否存在缺陷。
[0080]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1