一种建筑铝模板分拣装置的制作方法
[0001]
本实用新型涉及分拣机械,具体地说是一种建筑铝模板分拣装置。
背景技术:
[0002]
随着我国房地产行业的快速发展以及各项工程建设的兴起,模板行业得以快速发展,但大多数的工程还是以竹、木模板为主要结构支护材料,消耗了大量的森林资源。建筑行业顺应社会节能减排的潮流,在模板体系上开始减少竹、木模板的使用量,而铝合金模板凭借着其自重轻、重复使用率高的特点,在众多类型的建筑模板中逐渐脱颖而出。住房与城乡建设部发布了行业产品标准《铝合金模板》的公告,倡导节能、环保、绿色、可持续发展的社会发展趋势, 未来巨大的建筑模板市场空间下,将为建筑铝模板带来更多的发展机会和更高的市场占有率。因此建筑铝模板凭借刚度好、使用寿命长、能多次周转使用的特性,被大量应用。目前铝模板的分拣打包主要依靠人工作业,分拣效率低、分类错误率高,为提高建筑模板的分拣效率和分类准确率,需要开发一种分拣装置针对各式各样的建筑铝模板进行分拣和打包。
技术实现要素:
[0003]
本实用新型的目的是针对以上不足,提供一种建筑铝模板分拣装置,将使用过后混杂在一起的铝模板分拣开来,方便后续打包重复利用。
[0004]
本实用新型所采用技术方案是:
[0005]
一种建筑铝模板分拣装置,包括上料输送机和若干分拣输送机,所有分拣输送机沿上料输送机的长度方向相间隔设置,且所有分拣输送机的长度方向垂直于上料输送机的长度方向,上料输送机与每条分拣输送机的接驳处均设置有顶升移载装置,所述顶升移载装置用于将位于上料输送机上的建筑铝模板转运至分拣输送机上,上料输送机的上料端处设置有扫码相机,扫码相机用于扫描建筑铝模板上的二维码标识,分拣输送机上沿其长度方向依次设置有对应每个分拣工位的若干推料组件。
[0006]
作为进一步的优化,本实用新型所述顶升移载装置包括机架和设置机架上的第一输送组件和第二输送组件,第一输送组件的输送方向与第二输送组件的方向相垂直,所述的第一输送组件包括若干输送辊筒和用于驱动输送辊筒转动的第一驱动组件,相邻输送辊筒之间设置有间隙,所述第二输送组件包括升降架、设置在升降架上的多组输送元件、驱动升降架上下移动的第二驱动组件和用于驱动所有输送元件动作的第三驱动组件,每组所述输送元件与输送辊筒之间的间隙相对应,当第二驱动组件动作时,所述输送元件的上回转面存在高于输送辊筒的上回转面和低于输送辊筒的上回转面两种状态,且输送元件的输送方向沿输送辊筒的轴向方向。
[0007]
作为进一步的优化,本实用新型每组所述输送元件包括依次排列的多个支撑带轮和设置在支撑带轮上的输送带,支撑带轮转动连接在升降架上,所有支撑带轮的转动平面位于同一平面且平行于输送辊筒的轴向方向。
10、齿形带轮,3-11、驱动轴,8-1、推料架,8-2、导向轴,8-3、无杆气缸,8-4、推料板。
具体实施方式
[0024]
下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定,在不冲突的情况下,本实用新型实施例以及实施例中的技术特征可以相互结合。
[0025]
需要理解的是,在本实用新型实施例的描述中,“第一”、“第二”等词汇,仅用于区分描述的目的,而不能理解为指示或暗示相对重要性,也不能理解为指示或暗示顺序。在本实用新型实施例中的“多个”,是指两个或两个以上。
[0026]
本实用新型实施例中的属于“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b这三种情况。另外,本文中字符“/”一般表示前后关联对象是一种“或”关系。
[0027]
本实施例提供一种建筑铝模板分拣装置,如图1所示,包括上料输送机1 和若干条分拣输送机6,在进行安装布置时,所有分拣输送6机沿上料输送机1 的长度方向相间隔设置,且所有分拣输送机6的长度方向垂直于上料输送机1 的长度方向,上料输送机1与每条分拣输送机6的接驳处均设置有顶升移载装置3,所述顶升移载装置3用于将位于上料输送机1上的建筑铝模板转运至分拣输送机6上,上料输送机1的上料端处设置有扫码相机2,扫码相机2用于扫描建筑铝模板上的二维码标识,扫码相机2通过安装架设置在上料输送机1 的上侧,而建筑铝模板的二维码标识张贴在其上表面上,建筑铝模板从扫码相机2的下方依次通过,分拣输送机6上沿其长度方向依次设置有若干推料组件 8。
[0028]
如图2所示,本实施例中所述顶升移载装置3包括机架3-1和设置机架3-1 上的第一输送组件和第二输送组件,第一输送组件的输送方向与第二输送组件的方向相垂直,所述的第一输送组件包括若干输送辊筒3-8和用于驱动输送辊筒3-8转动的第一驱动组件,相邻输送辊筒3-8之间设置有间隙,所述第一驱动组件包括第一驱动电机3-7,所述第一驱动电机3-7通过链传送机构驱动所有输送辊筒3-8转动。所述第二输送组件包括升降架3-2、设置在升降架3-2 上的多组输送元件、驱动升降架上下移动的第二驱动组件和用于驱动所有输送元件动作的第三驱动组件,所述第二驱动组件包括第二驱动电机3-4、丝杠3-5 和丝母,所述丝杠3-5的长度方向沿竖直方向,丝杠3-5连接在第二驱动电机 3-4的输送轴上,所述丝母固定设置在升降架3-2上,升降架3-2与机架3-1 之间还设置有若干组导向杆3-3,用于保持升降架3-2在上升和下降过程中的稳定性。多组输送元件之间并列设置,每组所述输送元件均包括依次排列的多个支撑带轮3-9和设置在支撑带轮3-9上的输送带,支撑带轮3-9转动连接在升降架3-2上,所有支撑带轮3-9的转动平面位于同一平面且平行于输送辊筒 3-8的轴向方向,同一输送元件之间的支撑带轮3-9与相邻输送滚筒3-8之间的间隙相对应。第三驱动组件包括第三驱动电机3-6和驱动轴3-11,所述驱动轴3-11转动连接在升降架3-2上,且驱动轴3-11上设置有与输送元件数量相对应的齿形带轮3-10,每组输送元件的输送带通过驱动轴3-11上的齿形带轮 3-10驱动。当正常无需向分拣输送机6换向输送时,建筑铝模板由输送辊筒3-8 带动通过顶升移载装置3,此时,升降架3-2位于下极限状态,输送带上回转面低于输送辊筒3-8的上回转面;当需要将建筑铝模板输送至分拣输送机6时,第二驱动电机3-4带动升降架3-2移动至上极限位置,输送带上升至其的上回转面高于输送辊筒
3-8的上回转面,将建筑铝模板托起后,建筑铝模板顺延输送带的输送方向转移至分拣输送机6上。
[0029]
如图3所示,本实施例中,所述推料组件8包括底架、推料架8-1和滑动设置在推料架8-1上的推料板8-4,分拣输送机6两侧与推料板8-4相对应处设置有导流板7,底架与推料架8-1之间设置有抬升气缸,推料板8-4与推料架8-1之间设置有推料气缸,所述推料气缸采用无杆气缸8-3,无杆气缸8-3 的两侧设置有导向轴8-2,导向轴8-2固定连接在推料架8-1上,推料板8-4 与导向轴8-2滑动连接。
[0030]
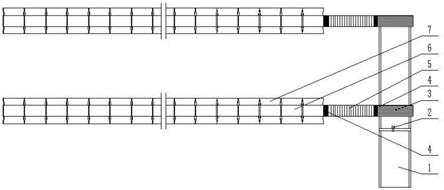
如图4所示,本实施例中,所述上料输送机1与分拣输送机6之间设置有中间输送机5,相邻输送机之间对接时,会存在一个间隙,对于体积相对较小的建筑铝模板,在输送过程中会受到该间隙的影响,因此上料输送机1与中间输送机5的对接处设置有支撑轴4,中间输送机5与分拣输送机6的对接处也设置有支撑轴4。为了避免建筑铝模板在输送机上滑动时而损伤输送机上的输送带,中间输送机和分拣输送机均采用输送链板。
[0031]
工作原理:本市实施例的分拣装置,结合控制装置以及检测建筑铝模板位置的若干光电传感器,工作人员手工上料,并在建筑铝模板上张贴相应二维码标识,建筑铝模板通过扫码相机2时,扫码相机2扫描张贴在建筑铝模板上的二维码标识(二维码标识在建筑铝模板生产时张贴,每种建筑铝模板对应一种二维码标识),并根据设定的该建筑铝模板的分拣位置,通过上料输送机1、顶升移载装置3以及分拣输送机6输送至相应的分拣工位,分拣工位的工作人员进行集中分拣和打包。
[0032]
上述中上料输送机1、中间输送机5以及分拣输送机6采用现有输送机的形式即可,在此不再赘述,第一驱动电机3-7、第二驱动电机3-4和第三驱动电机3-6可根据具体需要选择使用普通电机或伺服电机,并且根据转速需要,选择带有减速器的电机或额外加装减速器。
[0033]
以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1