一种气体剔除物料的执行机构的制作方法
1.本实用新型属于物料分选剔除设备领域,更具体的说涉及一种气体剔除物料的执行机构。
背景技术:
2.对物料进行分选,将残次品进行剔除,用以活动品质良好的物料。在分选剔除中,一般采用气体剔除,即利用高压气体精准的提出经过出气口前部的残次物料。如现有技术中的色选机、分选机等设备,利用ccd采集物料信息,通过控制器控制高压气阀从吹嘴前部喷出高压气体,将残次物料吹出并与正常物料下落路径分离,实现分选。现有技术中,吹嘴多采用铝合金等制成,在加工中,要经过焊接等,很难保证各个相邻的气道之间的完全密封。为解决这类问题,现有技术中已经提出利用塑料注塑成型,获得吹嘴和气道,密封性能好,且重量轻,成本低。然而现有的塑料吹嘴,在气道的设计上存在一些问题,比如出气流畅度较差,进气管接头等部件安装较为困难,密封性较差,影响正常的分选。
技术实现要素:
3.本实用新型的目的在于提供一种气体剔除物料的执行机构,分选中,分选气体出气流畅,气体压力损耗较低,分选效率高,且分选精度好,准确率高,安装方便,重量进一步降低。
4.本实用新型技术方案一种气体剔除物料的执行机构,包括与高压气阀连接的吹嘴,所述吹嘴包括分别一体注塑成型的下本体和上本体,所述上本体内设置有朝向物料的上气道,所述下本体内设置有与所述上气道连通的下气道,所述下气道为直线通道,所述上气道的顶面设置为弧形,并沿着气体吹出方向设置。
5.优选地,所述吹嘴呈“7”字形,所述下本体呈“7”字形,所述上本体置于呈“7”字形的下本体顶部,所述下气道在呈“7”字形的下本体内倾斜设置,所述下气道顶端靠近下本体前部设置并与上气道连通,下气道底端置于呈“7”字形的下本体背部并连接有进气接头。
6.优选地,所述下本体的背部设置有凹槽,下气道的底端置于凹槽内,且在进气接头与下气道底端连接后,在凹槽内填充满密封胶水。
7.优选地,所述上本体包括盖板和均布置于盖板内顶面上的隔板,盖板内顶面为弧形,呈弧形的盖板内顶面及相邻两隔板组成一个上气道。
8.优选地,所述下气道两侧设置有支撑凹槽板,所述隔板置于支撑凹槽板内,所述隔板与支撑凹槽板焊接密封连接,相邻两隔板和两支撑凹槽板实现下气道和上气道的连通和密封。
9.优选地,所述下本体底部预埋有连接件,所述下本体底部设置为网格板。
10.本实用新型技术方案的一种气体剔除物料的执行机构有益效果是:
11.1、下气道设置为直线通道,上气道顶面为弧形,利于分选气体呈高压状态排出,实现更快更精准的分选,分选气体在运动中损耗低,对高压气阀的要求降低。
12.2、下气道设置为直线通道,利于下本体在注塑成型中型芯的固定和脱模,降低下本体成型工艺难度,直线通道利于保持下气道内壁光滑,降低高压气体分选出气时受到的阻力,分选气体在运动中损耗低。
13.3、上气道和下气道排列合理,便于进气接头等部件的连接和安装与布线,不会发生干涉等问题,利于分选机整体结构设计及结构简化。
附图说明
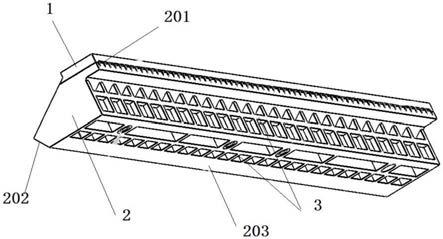
14.图1为本实用新型技术方案的一种气体剔除物料的执行机构的吹嘴结构示意图,
15.图2为本实用新型技术方案的一种气体剔除物料的执行机构的下本体仰视状态下结构示意图,
16.图3为本实用新型技术方案的一种气体剔除物料的执行机构的下本体俯视状态下结构示意图,
17.图4为本实用新型技术方案的一种气体剔除物料的执行机构的下板体背部结构示意图,
18.图5为本实用新型技术方案的一种气体剔除物料的执行机构的上本体结构示意图,
19.图6为本实用新型技术方案的一种气体剔除物料的执行机构的吹嘴横截面示意图,
20.图7为图6中a
‑
a截面示意图。
具体实施方式
21.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
22.如图1为本技术方案中的气体剔除物料的执行机构的吹嘴结构示意图,其中标注1为上本体,标注2为下本体,标注3为在下本体2的主体部设置的网格板,网格板3的设计降低一方面保证下本体的结构,保证下本体2的整体强度,另一方便降低下本体2的重量。图1中标注201、202、203分别为吹嘴的前部、后部和底部,这里所说的前后相对与吹嘴的气体吹出方向而言,气流前进方向为前。
23.如图6所示,为本实用新型技术方案的一种气体剔除物料的执行机构横截面示意图,气体剔除物料的执行机构包括与高压气阀连接的吹嘴,吹嘴包括分别由 abs塑料一体注塑成型的下本体2和上本体1。上本体1内设置有朝向物料的上气道1
‑
1,下本体2内设置有与上气道1
‑
1连通的下气道2
‑
2。高压气阀吹出的高压气体,由下气道2
‑
2进入上气道1
‑
1,最终在吹嘴的前部201出口处吹出。下气道2
‑
2为直线通道,上气道1
‑
1的顶面1
‑
4设置为弧形,并沿着气体吹出方向设置。
24.上述技术方案中,下气道2
‑
2为直线通道,上气道1
‑
1的顶面1
‑
4为弧形,利于分选气体呈高压状态排出,实现更快更精准的分选,分选气体在运动中损耗低,对高压气阀的要
求降低。下气道2
‑
2设置为直线通道,利于下本体2在注塑成型中型芯的固定和脱模,降低下本体2成型工艺难度。直线通道利于保持下气道内壁光滑,降低高压气体分选出气时受到的阻力,分选气体在运动中损耗低。
25.如图1和图2所示,吹嘴呈“7”字形,下本体2呈“7”字形,上本体1 置于呈“7”字形的下本体2顶部。下气道2
‑
2在呈“7”字形的下本体2内倾斜设置,下气道2
‑
2顶端靠近下本体2的前部设置并与上气道1
‑
1连通,下气道 2
‑
2底端置于呈“7”字形的下本体2的背部并连接有进气接头2
‑
4。吹嘴呈“7”字形,便于吹嘴的安装,避免吹嘴在安装中与滑道等出现干涉等问题。下本体2 呈“7”字形,便于下气道2
‑
2的呈直线且倾斜设置,便于上气道1
‑
1和下气道 2
‑
2呈流线型设置,避免高压气体在吹出时出现多次碰撞或涡旋,避免高压气体压力损耗,确保高压气体对物料的分选力度和精度。
26.如图6,下本体2的背部202设置有凹槽2
‑
3,下气道2
‑
2的底端置于凹槽 2
‑
3内,且在进气接头2
‑
4与下气道2
‑
2底端连接后,在凹槽2
‑
4内填充满密封胶水。利用密封胶水实现进气接头2
‑
4与下气道2
‑
2的连接密封,避免出现漏气等问题。
27.如图5,上本体1包括盖板1
‑
3和均布置于盖板1
‑
3内顶面1
‑
4上的隔板1
‑
2,盖板1
‑
3内顶面1
‑
4为弧形,呈弧形的盖板内顶面1
‑
4及相邻两隔板1
‑
2组成一个上气道1
‑
1。上气道1
‑
1整体横截面为圆形,但是上气道1
‑
1顶面在气流方向上设置为弧形,便于气流的吹出,避免气流出现碰撞等问题,避免气压造成损耗。
28.如图3,下气道2
‑
2两侧设置有支撑凹槽板2
‑
1,隔板1
‑
2置于支撑凹槽板 2
‑
1内,隔板1
‑
2与支撑凹槽板2
‑
1通过超声波焊接密封连接,相邻两隔板1
‑
2 和两支撑凹槽板2
‑
1实现下气道2
‑
2和上气道1
‑
1的连通和密封。支撑凹槽板2
‑
1 的设计,便于隔板1
‑
2两侧边沿均进行焊接,确保了相邻两气道之间的觉得隔离与密封,避免出现相邻气道窜气和漏气的问题,避免出现分选错误问题,保证分选精度和准确度。
29.本技术中的上本体1和下本体2自身通过abs塑料注塑成型,上本体1和下本体2各自的密封性能首先可以通过注塑工艺控制,而上气道1
‑
1和下气道2
‑
2 的连通与相邻气道之间的隔离密封,通过隔板1
‑
2与支撑凹槽板2
‑
1超声波焊接控制,相邻气道之间密封可靠,不会出现相邻气道窜气问题。
30.如图4,下本体2底部预埋有连接件2
‑
6,连接件为预埋连接螺母,下本体2 底部设置为网格板3。
31.显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。本实用新型中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1