磁瓦无序上料有序整理系统的制作方法
1.本实用新型涉及磁瓦生产设备技术领域,尤其涉及一种磁瓦无序上料有序整理系统。
背景技术:
2.磁瓦生产过程中,成型压机成型的磁瓦,被摆放到烧结盘中送入窑炉进行烧制;烧制结束后,需要使用磨床来加工磁瓦。目前烧结完成的磁瓦,多为无序堆积到转输设备上后,由人工一个一个地分拣并排列到磨床的上料系统上,期间会占用大量的劳动力,雇工成本高。且工人因劳动强度大,容易产生作业疲劳,分拣出错率高,作业效率低。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种实现磁瓦排列整理,且减少劳动力,降低雇工成本,提高分拣准确率和作业效率的磁瓦无序上料有序整理系统。
4.为解决上述技术问题,本实用新型的技术方案是:磁瓦无序上料有序整理系统,包括机架,所述机架上依次设有均匀上料装置、导向整理输送装置、筛选输送装置和合格输出装置;所述机架上位于所述筛选输送装置处设有破损检测装置和正反检测装置,所述机架上设有位于所述破损检测装置输送后方的破损筛除装置、和位于所述正反检测装置输送后方的反向筛除装置。
5.作为优选的技术方案,所述均匀上料装置包括设置在所述机架上的储瓦斜槽、和与所述导向整理输送装置的进料端对应的上料斜槽,所述储瓦斜槽低于所述上料斜槽设置;所述机架上竖向滑动安装有上料推送座,所述上料推送座上设有位于所述储瓦斜槽和所述上料斜槽之间的上料推送斜台,所述上料推送斜台包括与所述储瓦斜槽对应的上料入料工位、和与所述上料斜槽对应的上料出料工位,所述上料推送座与所述机架之间设有换位驱动装置;所述上料推送座上位于所述上料推送斜台靠近所述储瓦斜槽的一侧设有斜槽挡料板,所述机架上位于所述上料斜槽靠近所述上料推送斜台的一侧设有推送台挡料板。
6.作为优选的技术方案,所述上料推送座上依次设有两所述上料推送斜台、且两所述上料推送斜台分别为第一推送斜台和第二推送斜台,所述第一推送斜台低于所述第二推送斜台设置,所述机架上固定设有位于所述第一推送斜台和所述第二推送斜台之间的过渡斜台;所述第一推送斜台在所述上料入料工位与所述储瓦斜槽对应、且在所述上料出料工位与所述过渡斜台对应,所述第二推送斜台在所述上料入料工位与所述过渡斜台对应、且在所述上料出料工位与所述上料斜槽对应;所述机架上位于所述过渡斜台靠近所述第一推送斜台的一侧也设有推送台挡料板,所述上料推送座上位于所述第二推送斜台靠近所述过渡斜台的一侧设有过渡台挡料板。
7.作为优选的技术方案,所述储瓦斜槽竖向活动安装在所述机架上,所述储瓦斜槽与所述机架之间设有储瓦高度调节装置。
8.作为优选的技术方案,所述导向整理输送装置包括与所述均匀上料装置对应的第
一整理输送带、和与所述筛选输送装置对应的第二整理输送带,所述第一整理输送带的出料端与所述第二整理输送带的进料端之间设有整理转输斜槽;所述机架上设有两位于所述第一整理输送带处、且相对设置的成排约束导向板,所述机架上设有若干依次设置在所述第二整理输送带处的排列输送导向板,若干所述排列输送导向板构成锯齿形折线导向路径。
9.作为优选的技术方案,所述机架上位于所述导向整理输送装置处设有输送流量控制装置。
10.作为优选的技术方案,所述输送流量控制装置包括两转动安装在所述机架上、并位于所述导向整理输送装置处的拨瓦轮,两所述拨瓦轮之间设有过瓦空间,两所述拨瓦轮与所述机架之间分别设有拨瓦调节马达。
11.作为优选的技术方案,所述筛选输送装置包括转动安装在所述机架上的透明筛选盘,所述透明筛选盘与所述机架之间设有筛选输送驱动器;所述机架上设有位于所述导向整理输送装置的出料端和所述透明筛选盘之间的筛选上料导向板。
12.作为优选的技术方案,所述破损筛除装置包括设置在所述机架上、并位于所述透明筛选盘输送周向内侧的破损筛除喷嘴,所述透明筛选盘的外侧设有与所述破损筛除喷嘴对应的破损接收器。
13.作为优选的技术方案,所述反向筛除装置包括设置在所述机架上、并位于所述透明筛选盘输送周向内侧的反向筛除喷嘴,所述透明筛选盘的外侧设有与所述反向筛除喷嘴对应的反向接收器。
14.由于采用了上述技术方案,磁瓦无序上料有序整理系统,包括机架,所述机架上依次设有均匀上料装置、导向整理输送装置、筛选输送装置和合格输出装置;所述机架上位于所述筛选输送装置处设有破损检测装置和正反检测装置,所述机架上设有位于所述破损检测装置输送后方的破损筛除装置、和位于所述正反检测装置输送后方的反向筛除装置。本实用新型通过所述均匀上料装置将无序的磁瓦连续均匀地送到所述导向整理输送装置上,所述导向整理输送装置在输送过程中,对磁瓦进行排列整理,最后排列整理好的磁瓦到达所述筛选输送装置上,进行对破损和反向磁瓦的检测和筛除,最终合格的磁瓦由所述合格输出装置排列输出。本实用新型实现了磁瓦排列整理,整个过程自动化进行,减少了劳动力,降低了雇工成本,也提高了分拣准确率和作业效率。
附图说明
15.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
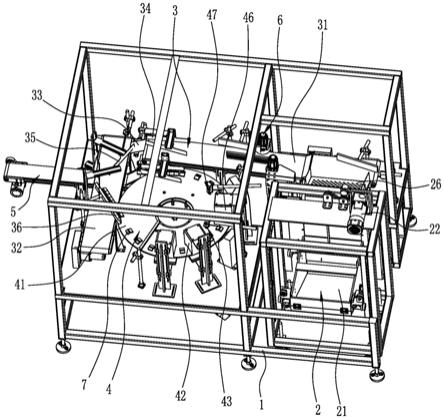
16.图1是本实用新型实施例的立体结构示意图;
17.图2是图1导向整理输送装置、筛选输送装置和合格输出装置处的放大结构示意图;
18.图3是本实用新型实施例均匀上料装置的立体结构示意图;
19.图4是本实用新型实施例均匀上料装置的结构原理图,图中示意上料推送斜台处在上料入料工位;
20.图5是图4上料推送斜台转至上料出料工位的状态示意图;
21.图6是图5上料推送斜台返回上料入料工位的状态示意图;
22.图7是本实用新型实施例输送流量控制装置的俯视结构示意图。
23.图中:1
‑
机架;
[0024]2‑
均匀上料装置;21
‑
储瓦斜槽;22
‑
储瓦高度调节装置;23
‑
上料推送座;24
‑
上料推送斜台;241
‑
第一推送斜台;242
‑
第二推送斜台;25
‑
过渡斜台;26
‑
上料斜槽;27
‑
斜槽挡料板;28
‑
推送台挡料板;29
‑
过渡台挡料板;
[0025]3‑
导向整理输送装置;31
‑
第一整理输送带;32
‑
第二整理输送带;33
‑
整理转输斜槽;34
‑
成排约束导向板;35
‑
排列输送导向板;36
‑
筛选上料导向板;
[0026]4‑
筛选输送装置;41
‑
透明筛选盘;42
‑
破损检测装置;43
‑
破损筛除装置;44
‑
破损筛除喷嘴;45
‑
破损接收器;46
‑
正反检测装置;47
‑
反向筛除装置;48
‑
反向筛除喷嘴;49
‑
反向接收器;
[0027]5‑
合格输出装置;51
‑
合格输送带;52
‑
合格输出斜槽;53
‑
合格输出挡板;
[0028]6‑
输送流量控制装置;61
‑
拨瓦轮;62
‑
拨瓦调节马达;
[0029]7‑
磁瓦。
具体实施方式
[0030]
下面结合附图和实施例,进一步阐述本实用新型。在下面的详细描述中,只通过说明的方式描述了本实用新型的示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
[0031]
如图1和图2所示,磁瓦无序上料有序整理系统,包括机架1,所述机架1上依次设有均匀上料装置2、导向整理输送装置3、筛选输送装置4和合格输出装置5。其中所述机架1可以为整体设置的,也可以为各个装置分别设置且相对固定的支架组合而成的。所述机架1上位于所述筛选输送装置4处设有破损检测装置42和正反检测装置46,所述机架1上设有位于所述破损检测装置42输送后方的破损筛除装置43、和位于所述正反检测装置46输送后方的反向筛除装置47。
[0032]
无序的磁瓦7先通过所述均匀上料装置2连续均匀地送到所述导向整理输送装置3上,再经所述导向整理输送装置3进行排列整理,最后到达所述筛选输送装置4上。破损和反向的磁瓦7被检测和筛除,合格的磁瓦7由所述合格输出装置5排列输出。
[0033]
如图1、以及图3至图6共同所示,所述均匀上料装置2包括设置在所述机架1上的储瓦斜槽21、和与所述导向整理输送装置3的进料端对应的上料斜槽26,所述储瓦斜槽21低于所述上料斜槽26设置。所述储瓦斜槽21用于储存烧结完毕但无序堆积的磁瓦7,其与所述上料斜槽26的倾斜方向是一致的。
[0034]
所述机架1上竖向滑动安装有上料推送座23,所述上料推送座23上设有位于所述储瓦斜槽21和所述上料斜槽26之间的上料推送斜台24,所述上料推送斜台24的倾斜方向与所述储瓦斜槽21、所述上料斜槽26都是一致的。所述上料推送斜台24包括与所述储瓦斜槽21对应的上料入料工位、和与所述上料斜槽26对应的上料出料工位,所述上料推送座23与所述机架1之间设有换位驱动装置。所述换位驱动装置可驱动所述上料推送座23到低位,使
所述上料推送斜台24处于所述上料入料工位,或者驱动所述上料推送座23到高位,使所述上料推送斜台24处于所述上料出料工位。所述换位驱动装置可采用缸驱动、或者电机配合曲柄滑块机构或者齿轮齿条传动等可实现,这些都是本领域技术人员所熟知的,在此不再赘述且在图中未示出。
[0035]
当所述上料推送斜台24处于所述上料入料工位时,其与所述储瓦斜槽21对应,因所述储瓦斜槽21内无序堆积的磁瓦7数量不确定,所以此处对应应理解为所述储瓦斜槽21内最上部的磁瓦7可在自重作用下滑至所述上料推送斜台24上。当所述上料推送斜台24转至所述上料出料工位时,其与所述上料斜槽26对应,因所述上料推送斜台24上均推送单层磁瓦7,所以此处对应应理解为所述上料推送斜台24的斜面此时与所述上料斜槽26的斜面共面、或者略高于所述储瓦斜槽21的斜面,所述上料推送斜台24上的磁瓦7可在自重下滑至所述上料斜槽26上,并继续沿倾斜的所述上料斜槽26,到达所述导向整理输送装置3上。因所述上料推送斜台24上每次向上推送出的磁瓦7数量有限,所以均匀上料装置2就在所述上料推送斜台24不断的升降过程中,形成连续且均匀的上料。
[0036]
为避免所述上料推送斜台24升起到所述上料出料工位的过程中,所述储瓦斜槽21内的磁瓦7从所述上料推送斜台24的下部漏出,所述上料推送座23上位于所述上料推送斜台24靠近所述储瓦斜槽21的一侧设有斜槽挡料板27。同理,为避免所述上料推送斜台24上接收到的磁瓦7从所述上料斜槽26的下部漏出,所述机架1上位于所述上料斜槽26靠近所述上料推送斜台24的一侧设有推送台挡料板28。基于上述结构,在每次所述储瓦斜槽21内的磁瓦7滑至所述上料推送斜台24上时,受所述推送台挡料板28的阻挡作用和磁瓦7滑动的惯性作用,磁瓦7最终容易形成一个侧边与推送台挡料板28接触的状态,相当于磁瓦7可自动形成摆正。
[0037]
优选地,本实施例所述上料推送座23上依次设有两所述上料推送斜台24、且两所述上料推送斜台24分别为第一推送斜台241和第二推送斜台242,所述第一推送斜台241低于所述第二推送斜台242设置,所述机架1上固定设有位于所述第一推送斜台241和所述第二推送斜台242之间的过渡斜台25,当然所述过渡斜台25的倾斜方向与所述上料推送斜台24的倾斜方向是一致的。所述第一推送斜台241在所述上料入料工位与所述储瓦斜槽21对应、且在所述上料出料工位与所述过渡斜台25对应,所述第二推送斜台242在所述上料入料工位与所述过渡斜台25对应、且在所述上料出料工位与所述上料斜槽26对应。
[0038]
所述上料推送座23被所述换位驱动装置驱动至低位后,所述第一推送斜台241和所述第二推送斜台242均处于所述上料入料工位,所述第一推送斜台241与所述储瓦斜槽21对应,所述储瓦斜槽21内最上部的磁瓦7可在自重作用下滑至所述第一推送斜台241上。所述第二推送斜台242与所述过渡斜台25对应,同样因所述过渡斜台25上为单层磁瓦7,所以此处对应也应理解为所述过渡斜台25的斜面与所述第二推送斜台242的斜面共面、或者略高于所述第二推送斜台242的斜面,所述过渡斜台25上的磁瓦7可在自重作用下滑至所述第二推送斜台242。所述上料推送座23被换位驱动装置驱动至高位后,所述第一推送斜台241和所述第二推送斜台242均处于所述上料出料工位,所述第一推送斜台241与所述过渡斜台25对应,同理,此处对应也应理解为所述第一推送斜台241的斜面与所述过渡斜台25的斜面共面、或者略高于所述过渡斜台25的斜面,所述第一推送斜台241上的磁瓦7在自重作用下补入所述过渡斜台25;所述第二推送斜台242与所述上料斜槽26对应,所述第二推送斜台
242上的磁瓦7在自重作用下滑至所述上料斜槽26上,并继续沿倾斜的所述上料斜槽26,到达所述导向整理输送装置3上。然后,所述上料推送座23被所述换位驱动装置驱动至低位,重复上述动作循环,这样每批磁瓦7就先被所述第一推送斜台241送至所述过渡斜台25处,然后所述第二推送斜台242再将其送至所述上料斜槽26处。
[0039]
同样,为避免磁瓦7漏出,所述机架1上位于所述过渡斜台25靠近所述第一推送斜台241的一侧也设有推送台挡料板28,所述上料推送座23上位于所述第二推送斜台242靠近所述过渡斜台25的一侧设有过渡台挡料板29。
[0040]
本实施例两个所述上料推送斜台24的设置,可实现两次磁瓦7自动摆正的调整,加之磁瓦7到达过渡斜台25时也存在一次自动摆正,所以总共三次的自动摆正,可确保所述上料斜槽26输出的磁瓦7能达到很好的摆正效果。
[0041]
优选地,所述储瓦斜槽21竖向活动安装在所述机架1上,所述储瓦斜槽21与所述机架1之间设有储瓦高度调节装置22。所述储瓦斜槽21内储放无序堆积的磁瓦7,磁瓦7的高度比较随机,而所述上料推送斜台24的上料入料工位高度固定,所以本实施例设置所述储瓦高度调节装置22来调节所述储瓦斜槽21的高度,使得其内最上部的磁瓦7,能配合所述上料入料工位的高度,使所述上料推送斜台24处在所述上料入料工位时,能实现有效的磁瓦7滑入。
[0042]
本实施例所述储瓦高度调节装置22包括安装在所述机架1上的高度调节上链轮和高度调节下链轮,所述储瓦斜槽21的底部连接有高度调节传动链条,所述高度调节传动链条依次绕过所述高度调节下链轮和所述高度调节上链轮后与所述储瓦斜槽21的顶部连接设置,所述高度调节上链轮或者所述高度调节下链轮与所述机架1之间设有高度调节马达。当然本实施例也可通过马达配合螺旋传动或者齿轮齿条传动等,实现所述储瓦斜槽21的高度调节。
[0043]
如图1和图2所示,所述导向整理输送装置3包括与所述均匀上料装置2对应的第一整理输送带31、和与所述筛选输送装置4对应的第二整理输送带32,输送带结构原理为公知常用技术,在此不再赘述。所述第一整理输送带31的出料端与所述第二整理输送带32的进料端之间设有整理转输斜槽33。本实施例示意所述第一整理输送带31和所述第二整理输送带32的输送方向交叉设置,而所述均匀上料装置2从所述第一整理输送带31的侧方上料,所以本实施例所述均匀上料装置2和所述导向整理输送装置3整体呈u形布置,这可减小占地面积,使本实施例整体结构较为紧凑。
[0044]
所述机架1上设有两位于所述第一整理输送带31处、且相对设置的成排约束导向板34,当然两所述成排约束导向板34的后端是逐渐靠近设置的。两所述成排约束导向板34将所述第一整理输送带31上位置较为凌乱的磁瓦7,统一排列成一条直线进行输送,这可利于后续进行精确转输。
[0045]
所述机架1上设有若干依次设置在所述第二整理输送带32处的排列输送导向板35,若干所述排列输送导向板35构成锯齿形折线导向路径。磁瓦7经所述整理转输斜槽33滑至所述第二整理输送带32上后,因滑动动能的差异,其在所述第二整理输送带32上也会出现在输送左右方向的偏移。若干所述排列输送导向板35形成的锯齿形折线导向路径,因路径时刻与输送方向有交叉,所以所述第二整理输送带32输送的磁瓦7在碰到所述排列输送导向板35后,容易以一个侧面与其接触的状态,沿所述排列输送导向板35运动,并整体形成
沿所述锯齿形折线导向路径排列输送,这可减少输送凌乱的情况发生,进一步利于后续精确转输。其中,所述锯齿形折线导向路径的形成,为本领域技术人员根据描述和附图的示意很容易得出的,在此不再赘述。
[0046]
如图1和图2所示,所述筛选输送装置4包括转动安装在所述机架1上的透明筛选盘41,所述透明筛选盘41可采用无机玻璃或者透明塑料等材质。透明的设置,可方便所述破损检测装置42和所述正反检测装置46从所述透明筛选盘41上方和下方同时进行检测,提高检测准确度。所述破损检测装置42和所述正反检测装置46均通过摄像头拍摄图像后,传输至对应的控制器进行图像识别,以分别判断磁瓦7是否出现破损或者是否为反向置放,这是本领域可获知的现有技术,在此不再赘述。所述透明筛选盘41与所述机架1之间设有筛选输送驱动器,常规地,所述筛选输送驱动器包括筛选输送驱动马达和筛选输送减速器等。因本实施例所述均匀上料装置2和所述导向整理输送装置3整体呈u形布置,所述透明筛选盘41正好设置于该u形空间内,这可进一步增强本实施例结构的紧凑性。
[0047]
所述机架1上设有位于所述导向整理输送装置3的出料端和所述透明筛选盘41之间的筛选上料导向板36。本实施例以所述透明筛选盘41上与所述筛选上料导向板36对应的位置为所述透明筛选盘41的进料端,以所述导向整理输送装置3上与所述筛选上料导向板36对应的位置为所述导向整理输送装置3的出料端。所述导向整理输送装置3中排列输送的磁瓦7,经所述筛选上料导向板36的导向,排列到达所述透明筛选盘41上。在所述透明筛选盘41的不断转动和所述筛选上料导向板36后续磁瓦7的不断推挤中,每一个脱离所述筛选上料导向板36的磁瓦7,就会随所述透明筛选盘41进行周向输送。如此,可实现所述透明筛选盘41上间歇性的上料。
[0048]
所述破损筛除装置43包括设置在所述机架1上、并位于所述透明筛选盘41输送周向内侧的破损筛除喷嘴44,所述透明筛选盘41的外侧设有与所述破损筛除喷嘴44对应的破损接收器45。当所述破损检测装置42检测到某个磁瓦7存在破损时,在所述透明筛选盘41的持续输送下,该磁瓦7马上到达后方的所述破损筛除喷嘴44处,所述破损筛除喷嘴44喷吹高压气体,将该磁瓦7吹离所述透明筛选盘41,并落至所述破损接收器45内,破损的磁瓦7可后期进行统一处理。
[0049]
所述反向筛除装置47包括设置在所述机架1上、并位于所述透明筛选盘41输送周向内侧的反向筛除喷嘴48,所述透明筛选盘41的外侧设有与所述反向筛除喷嘴48对应的反向接收器49。当所述正反检测装置46检测到某个磁瓦7反向放置时,通过所述反向筛除喷嘴48喷吹,使反向放置的磁瓦7落至对应的所述反向接收器49内,并后期进行统一处理。
[0050]
最终合格的磁瓦7,从所述透明筛选盘41上送至所述合格输出装置5上,所述合格输出装置5对接到磨床系统中。所述合格输送装置包括合格输送带51,所述合格输送带51与所述透明筛选盘41之间设有合格输出斜槽52,所述透明筛选盘41与所述合格输出斜槽52对应的位置即为其出料端。所述机架1上位于所述合格输出斜槽52的入料端处设有合格输出挡板53,以将沿所述透明筛选盘41周向输送的合格磁瓦7阻挡,并使其在所述透明筛选盘41的持续输送推挤下,自动进入所述合格输出斜槽52上。本实施例所述合格输出斜槽52的设置,在方便合格磁瓦7出料的同时,还使得所述合格输送带51低于所述透明筛选盘41,那么所述合格输送带51也就低于所述导向整理输送装置3中的第二整理输送带32和所述第一整理输送带31,所述合格输送带51就可经过所述第二整理输送带32或者所述第一整理输送带
31的下方输出磁瓦7,进一步提高本实施例结构的紧凑性。本实施例示意所述合格输送带51位于所述第二整理输送带32下方。
[0051]
除上述结构外,本实施例所述筛选输送装置4也不限于圆盘输送形式,本实施例所述均匀上料装置2、所述导向整理输送装置3、所述筛选输送装置4和所述合格输出装置5也可整体设置为呈一条直线的连续输送结构,此时所述筛选输送装置4就可采用透明输送带结构。该方案可实现同样的技术效果,也应在本实用新型保护范围之内。
[0052]
如图1、图2和图7所示,本实施例所述机架1上位于所述导向整理输送装置3处设有输送流量控制装置6,受所述储瓦斜槽21内磁瓦7数量的多寡、所述筛选输送装置4处检测和筛除速度等影响,所述导向整理输送装置3输出磁瓦7的速度,并不一定能与所述筛选输送装置4可筛选输送的速度相匹配,所以本实施例设置所述输送流量控制装置6,以调节所述导向整理输送装置3的输出速度。
[0053]
本实施例所述输送流量控制装置6包括两转动安装在所述机架1上、并位于所述导向整理输送装置3处的拨瓦轮61,两所述拨瓦轮61之间设有过瓦空间,两所述拨瓦轮61与所述机架1之间分别设有拨瓦调节马达62。优选地,两所述拨瓦轮61位于所述第一整理输送带31处两所述成排约束导向板34的前方设置。当所述导向整理输送装置3的输出速度高于所述筛选输送装置4筛选输送的速度时,所述拨瓦调节马达62控制所述拨瓦轮61反转,将输送至所述拨瓦轮61的磁瓦7,进行一定的反向拨动,减缓其输送速度,从而可使得单位时间内能从所述导向整理输送装置3进入所述筛选输送装置4的磁瓦7数量减少,实现导向整理输出速度和筛选输送速度的匹配。且本实施例可根据两个速度的差异,使所述拨瓦调节马达62调节所述拨瓦轮61的反转速度,从而调节所述拨瓦轮61的反向拨动能力,达到对导向整理输送装置3输出速度进行精确控制的效果。当所述导向整理输送装置3的输出速度低于所述筛选输送装置4的筛选输送速度时,所述拨瓦调节马达62控制所述拨瓦轮61正转,将输送至所述拨瓦轮61的磁瓦7,进行一定的正向拨动,从而促进磁瓦7快速输送,提高单位时间内能从所述导向整理输送装置3进入所述筛选输送装置4的磁瓦7数量,实现导向整理输出速度和筛选输送速度的匹配。同理,本实施例同样可根据两个速度的差异,使所述拨瓦调节马达62调节所述拨瓦轮61的正转速度,达到对导向整理输送装置3输出速度进行精确控制的效果。
[0054]
本实施例所述均匀上料装置2连续均匀地将磁瓦7供至所述导向整理输送装置3上,所述导向整理输送装置3将磁瓦7进行排列整理后,输送到所述筛选输送装置4上,所述筛选输送装置4处对破损和反向放置的磁瓦7进行筛除,最终合格的磁瓦7,由所述合格输出装置5排列输出,实现了磁瓦7的排列整理。本实施例整个过程连续自动化进行,减少了劳动力,降低了雇工成本,也提高了分拣准确率和作业效率。
[0055]
以上显示和描述了本实用新型的基本原理、主要特征及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1