一种自动标记状态的传送线的制作方法
1.本实用新型涉及自动化设备领域,特别涉及一种自动标记状态的传送线。
背景技术:
2.目前的自动化包装线、自动化组装线的工位通常很多,传送线上的载具经过若干工位进行上料或组装等,最终在传送线末端产出成品,但多个工位连续作业带来几个问题:1、对于整条生产线来说,工位更多则其中某一工位出问题的几率更大;2、一旦某一工位出现问题,对应加工半成品则为残次品,若后续工位仍然对残次品继续上料或组装,不仅最终产出的是次品,而且可能损坏问题工位之后的很多工位,问题工位之后的所有工位都是在做无用功,浪费严重;3、工位很多导致难以采用软件程序协调控制所有工位,成本太高且软件稳定性较差;4、目前大多是当工位出现问题时自动报警,暂停整条生产线上的所有工位,然后人工进行处理,效率很低;5、也有对每个载具进行编码,通过记录问题载具编码后续每个工位接收指令不对该载具上的半成品做下一步上料或者组装,该方式成本较高。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于,提供一种自动标记状态的生产线,可以对载具进行物理结构上的标记,各个工位检测到标记时自动跳过该载具,从而不必暂停整条生产线,成本很低、效率很高。
4.为达到上述目的,本实用新型公开了一种自动标记状态的传送线,包括:
5.载具,所述载具用于承载工件,所述载具上具有贯穿所述载具的滑孔,所述滑孔中滑动插装有滑块,所述滑块的初始位置为偏向所述载具一侧;
6.传送装置,用于传送所述载具经过各个工位;
7.工位检测装置,各个工位上具有检测所述工位是否成功操作的工位检测装置;
8.标记装置,所述标记装置包括可伸缩地设置于与所述滑块初始位置相同的所述载具一侧的推块,所述推块伸出时推动所述滑块滑动使所述滑块偏向与所述滑块初始位置相对的所述载具另一侧;
9.标记检测装置,所述标记检测装置设置于与所述滑块初始位置相对的所述载具另一侧,所述标记检测装置用于检测所述滑块是否偏向与所述滑块初始位置相对的所述载具另一侧。
10.优选的,所述滑块的长度大于所述载具的宽度使所述滑块的至少一端伸出所述载具的侧壁。
11.优选的,所述滑块的两端宽于所述滑孔的最窄处使所述滑块不会从所述滑孔上滑落。
12.优选的,所述工位检测装置与所述标记装置通信连接。
13.优选的,所述标记检测装置与各工位通信连接。
14.优选的,所述传送装置的末端设置有复位装置,所述复位装置包括的复位块,所述
复位快设置于与所述滑块初始位置相对的所述载具另一侧,所述载具传送经过所有工位后才经过所述复位装置,所述载具经过所述复位装置时,偏向与所述滑块初始位置相对的所述载具另一侧的滑块受所述复位块推动均重新滑动直至偏向与所述滑块初始位置相同的所述载具一侧。
15.相比于现有技术,本实用新型的有益效果在于:
16.通过将滑块推动至偏向载具的指定侧以标记载具上的工件是否合格,结构简单可靠稳定性高,通过设置简单的光电头即可检测滑块是否偏向一侧,从而判定载具上的零件是否合格,成本很低,各个工位检测到标记时自动跳过该载具,从而不必暂停整条生产线,效率更高。
附图说明
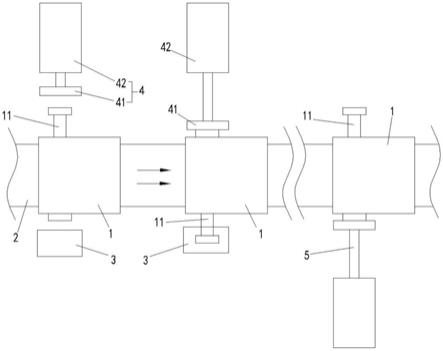
17.图1为本实用新型实施例整体结构俯视示意图。
具体实施方式
18.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合图1的附图对本实用新型作进一步地详细描述。
19.参照图1所示,一种自动标记状态的传送线,包括载具1、传送装置2、标记装置4和标记检测装置3。
20.载具1用于承载工件,载具1放置在传送装置2上传送经过各个工位,传送装置2采用传送带、传送链条等常规传送装置,载具1上具有贯穿载具的滑孔,滑孔中滑动插装有滑块11,滑块11初始位置为统一偏向载具1的左侧。
21.各个工位上具有检测工位是否成功操作的工位检测装置,工位检测装置根据不同的工位工序以不同的需求设置,如采用红外测距传感器检测零部件的位置是否位于指定位置。
22.标记装置4包括分别可伸缩地设置于载具1左侧的推块41和用于驱动推块41伸缩的驱动装置42,标记装置4与工位检测装置通信连接,标记装置4根据工位检测装置的检测结果驱动推块41是否伸出,具体的:当第一工位上的工位检测装置检测到该工位操作合格时,标记装置4根据合格的指令驱动第一工位处的推块41保持缩起,载具1由传送装置2继续传送进入第二工位,当第二工位上的工位检测装置检测到该工位操作不合格时,标记装置4根据不合格的指令驱动第二工位处的推块41伸出,推动滑块11从偏向载具1左侧滑动至偏向载具1的右侧。驱动装置41可采用气缸、电磁推杆、电液推杆、电动螺杆等常规伸缩驱动装置。
23.标记检测装置3设置于载具1的右侧用于检测滑块11是否偏向载具1的右侧,标记检测装置3采用测距传感器、接近开关等常规的用于检测物体是否靠近或是否存在的传感器,标记检测装置3与各工位通信连接,当标记检测装置3检测到滑块11偏向载具1的右侧时,工位根据该信息跳该载具避免在该载具上继续操作。
24.传送装置2的末端设置有复位装置5,复位装置5包括设置于载具1右侧的复位块,载具1传送经过所有工位后才经过复位装置5,载具1经过复位装置5时,若滑块11偏向载具1右侧则受复位块推动均重新滑动至偏向载具1左侧,实现复位,便于进行下一轮作业。
25.滑块11的长度大于载具1的宽度使滑块11的至少一端伸出载具1的侧壁。
26.滑块11的两端宽于滑孔的最窄处使滑块11不会从滑孔上滑落。
27.参照图1,本实用新型实现自动标记的过程为:
28.载具1在传送装置2上传送依次经过若干工位,载具1经过第一个工位时,设置于第一个工位处的标记检测装置3检测到滑块11不偏向载具1的右侧,根据该指令第一个工位可以对载具1上的零部件进行操作,第一个工位操作完成后,该工位的工位检测装置检测到该工位操作合格,设置于第一个工位处的推块41根据合格指令保持缩回,滑块11保持偏向载具1的左侧;
29.随后载具1在传送装置2上继续传送经过第二个工位,设置于第二个工位处的标记检测装置3检测到滑块11不偏向载具1的右侧,根据该指令第二个工位可以对载具1上的零部件进行操作,第二个工位操作完成后,该工位的工位检测装置检测到该工位操作不合格,设置于第二个工位处的推块41根据不合格指令伸出,推动滑块11滑动至偏向载具1的右侧;
30.随后载具1在传送装置2上继续传送经过第三个工位,设置于第三个工位处的第三标记检测装置检测到滑块11偏向载具1的右侧,则根据该指令第三个工位不可以对载具1上的零部件进行操作,第三工位将跳过该载具1不对其上的零部件进行任何操作,载具1继续在传送装置2上传送经过第四个工位、第五个工位、第六个工位
……
31.所有工位上的标记检测装置检测到滑块11偏向载具1的右侧时,均跳过该载具1不对其上的零部件进行任何操作,载具1继续传送至下料工位,载具1经过下料工位时,下料工位的标记检测装置监测到滑块11偏向载具1的右侧时,将载具1上的零部件夹持至次品箱内掉落;
32.随后载具1继续传送直至传送装置2的末端,载具1传送经过复位装置5,复位装置5推动滑块11从偏向载具1右侧均重新滑动至偏向载具1左侧,实现复位,便于随传送装置2循环传送重新经过第一工位、第二工位、第三工位
……
33.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1