一种自动分拣装置的制作方法
1.本实用新型涉及传输技术领域,具体为一种自动分拣装置。
背景技术:
2.现代多元化的工业工业中,一建产品往往会有不同的型号,在生产的电池片等板状产品经过制成后,为了便于存放和区分往往需要人工将产品按照型号进行进行分拣,在分拣的过程中出错率较高,分拣效率较低。为了便于存放和拿取,在分拣的同时还要将流水线传输过来的产品有水平放置转为竖直放置,采用人工的将产品进行竖直放置极大的浪费了人力、同时效率低下,不利于企业生产和发展。
3.鉴于此,有必要提供一种解决上述问题的自动分拣装置。
技术实现要素:
4.本实用新型提供的一种自动分拣装置,克服了现有技术的不足。
5.本实用新型所采用的技术方案是:
6.一种自动分拣装置,包括支座,所述支座上平行设置有第一流水线和第二流水线,所述第一流水线和第二流水线之间设置有若干用于收集产品的收容站,每个所述收容站内部水平设置有一条第三流水线,每条所述第三流水线垂直于第一流水线和第二流水线,所述第一流水线和第二流水线上均设置有若干顶升平移机构,每个所述顶升平移机构与收容站对齐,所述第一流水线中间设置有对产品进行信息验证的扫码器,所述扫码器与收容站一一对应,所述第二流水线远离收容站一侧设置有用于接收产品并将产品进行翻面的翻面机构。
7.进一步的是:所述第三流水线水平位置高于第一流水线和第二流水线,所述第三流水线包括两条传动皮带,所述收容站包括设置在支座上的一号支架,所述一号支架上设置有用于放置产品的架体和用于驱动架体移动的丝杆传动机构,所述第三流水线位于架体内,所述丝杆传动机构包括设置在第三流水线一侧的丝杆和用于驱动丝杆转动的一号电机,所述第三流水线另一侧设置有圆柱轴,所述圆柱轴上套设有两个直线轴承,所述丝杆包括两个螺母,两个所述螺母旋向相同,所述螺母和直线轴承一一对应,相互对应的所述螺母和直线轴承之间设置有连接板,所述连接板之间设置有若干连接柱,若干所述连接柱均匀设置在第三流水线两侧,所述连接柱上层级设置有若干一号治具,所述一号治具呈l型且与第三流水线间隔设置。
8.进一步的是:所述第一流水线上设置有若干一号限位升降组件,所述第二流水线设置有若干二号限位升降组件。
9.进一步的是:所述第一流水线远离第三流水线一侧设置有若干一号挡板,所述第二流水线远离第三流水线一侧设置有若干二号挡板,所述一号挡板和二号挡板均与第三流水线对齐。
10.进一步的是:每条所述第三流水线上设置有多个收容站。
11.进一步的是:所述第一流水线和第二流水线均包括两条传送皮带,所述顶升平移机构包括安装座、传动轴、二号电机和三轴气缸,所述三轴气缸设置在安装座上,所述三轴气缸的活塞杆上设置有连接架,所述三轴气缸可驱动连接架竖直运动,所述二号电机和传动轴设置在连接架上,所述二号电机同轴设置有一号同步带轮,所述传动轴轴身套设有二号同步带轮,所述一号同步带轮和二号同步带轮通过一号同步皮带连接,所述传动轴两端均设置有一号导轮,所述连接架设置有凹槽,所述传送皮带位于凹槽内,所述凹槽两侧和下方的连接架设置有若干短轴,每根所述短轴上设置有一个二号导轮,所述一号导轮和二号导轮通过二号同步皮带连接,所述二号同步皮带上方两端水平。
12.进一步的是:所述翻面机构设置有多个,多个所述翻面机构均设置在第二流水线远离收容站的一侧。
13.进一步的是:所述翻面机构包括二号支架和输送组件,所述输送组件设置在二号支架上,所述二号支架上沿输送组件运输方向设置有用于接收输送组件传送的产品的收容架,所述收容架为镂空结构,所述输送组件和收容架之间设置有间隔,所述输送组件靠近收容架一端铰接有用于接收产品的l型治具,所述输送组件下方设置有用于驱动l型治具相对输送组件翻转的单轴气缸,所述l型治具可翻转至收容架的镂空处。
14.进一步的是:所述收容架上设置有用于保护产品竖直的挡板和用于防止产品掉落的侧板。
15.进一步的是:所述收容架沿进料方向斜向下设置。
16.本实用新型的有益效果:
17.1、在传送装置一侧设置扫码器,同时设置多个与产品扫码信息相对应的收容站,利用外部控制机构使得产品能够自动的进入到相应的收容站中,实现分拣自动化,提高了工作效率。
18.2、设置翻面机构,实现对产品的竖向放置,更方便拿取,提升了工作效率。
附图说明
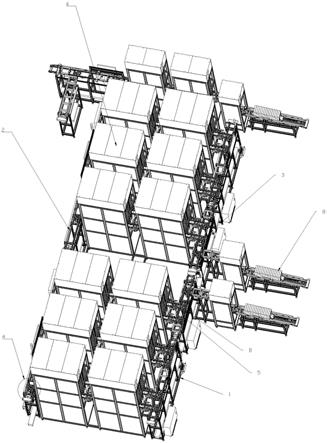
19.图1为本技术的实施例的一种自动分拣装置的结构示意图;
20.图2为图1中a区域的局部放大示意图;
21.图3为图1中b区域的局部放大示意图;
22.图4为本技术的实施例的多个收容站的结构示意图;
23.图5为本技术的实施例的顶升平移机构的结构示意图;
24.图6为本技术的实施例的翻面机构的结构示意图;
25.图7为本技术的实施例的l型治具的结构示意图;
26.图中标记为:1、支座;2、第一流水线;3、第二流水线;4、收容站;5、第三流水线;
27.6、顶升平移机构;7、扫码器;8、翻面机构;201、一号限位升降组件;202、一号挡板;
28.203、二号挡板;301、二号限位升降组件;401、一号支架;402、丝杆;403、连接柱;
29.404、一号治具;405、连接板;406、一号电机;407、圆柱轴;408、直线轴承;601、安装座;602、传动轴;603、二号电机;604、三轴气缸;605、连接架;606、一号同步带轮;607、二号同步带轮;608、一号同步皮带;609、一号导轮;610、凹槽;611、短轴;612、二号导轮;613、二号同步皮带;801、输送组件;802、收容架;803、l型治具;804、单轴气缸;805、二号支架;806、
侧板;808、挡板。
具体实施方式
30.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
31.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
32.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
33.如图1所示,本技术的实施例所提供的一种自动分拣装置,包括支座1,所述支座1上平行设置有第一流水线2和第二流水线3,所述第一流水线2和第二流水线3之间设置有若干用于收集产品的收容站4,每个所述收容站4内部水平设置有一条第三流水线5,每条所述第三流水线5垂直于第一流水线2和第二流水线3,所述第一流水线2和第二流水线3上均设置有若干顶升平移机构6,每个所述顶升平移机构6与收容站4对齐,所述第一流水线2 中间设置有多个对产品进行信息验证的扫码器7,所述扫码器7与收容站4一一对应,所述第二流水线3远离收容站4一侧设置有用于接收产品并将产品进行翻面的翻面机构8。
34.工作时,产品经过外部机构传入至第一流水线2,在第一流水线2上运动的过程中,扫码器7会对产品进行进行信息验证,随着扫码器7验证到与对应收容站4对应的产品时,所述顶升平移机构6会抬升将产品送入到第三流水线5上,随后收容站4将产品进行收起,当收容站4集满产品时,会将产品转入至第二流水线3,随后第二流水线3将产品传送至翻面机构8。
35.上述设计中,在第一流水线2上设置有扫码器7,能够将产品进行区分,随后外部的控制机构会控制产品自动的进入到与产品扫码信息相对应的收容站4中。取代了现有的人工对产品进行区分,在分拣的过程中不易出错,同时提升了分拣效率。
36.具体地:如图4所示,所述第三流水线5水平位置高于第一流水线2和第二流水线3,所述第三流水线5包括两条传动皮带,所述收容站4包括设置在支座1上的一号支架401,所述一号支架401上设置有用于放置产品的架体和用于驱动架体移动的丝杆传动机构,所述第三流水线5位于架体内,所述丝杆传动机构包括设置在第三流水线5一侧的丝杆402和用于驱动丝杆402转动的一号电机406,所述第三流水线5另一侧设置有圆柱轴407,所述圆柱轴407上套设有两个直线轴承408,所述丝杆402包括两个螺母,两个所述螺母旋向相同,所述螺母和直线轴承408一一对应,相互对应的所述螺母和直线轴承408之间设置有连接板 405,所述连接板405之间设置有若干连接柱403,若干所述连接柱403均匀设置在第三流水线5两侧,所述连接柱403上层级设置有若干一号治具404,所述一号治具404呈l型且与第三流水线5间隔设置。
37.需说明的是,第三流水线5的宽度小于产品的宽度,产品伸出第三流水线5的部分位于一号治具404的伸出端的同一竖直面。
38.工作时,伺服二号电机603驱动丝杆402的螺杆转动,随后设置在螺杆上的两个螺母在螺杆上进行直线运动,带动连接板405运动,连接板405带动直线轴承408在圆柱轴407上滑动,从而使得位于连接板405之间的连接柱403和设置在连接柱403上一号治具404一同运动,在向上运动时,设置在连接柱403上的一号治具404将放置在第三流水线5上的产品抬离至第三流水线5。
39.上述设计中,第三流水线5的水平位置高于第一流水线2和第二流水线3,产品在从第一流水线2传送至第三流水线5时只需要位于第一流水线2内的顶升平移机构6升起完成产品的传送,产品在从第三流水线5传送至第二流水线3上时只需将位于第二流水线3上的顶升平移机构6升起完成产品的传送,相比较第三流水线5的水平位置低于第一流水线2和第二流水线3的设计,节约了顶升平移机构6的数量,层级设置若干一号治具404,利用一号能过有效的将产品抬升,一个收容站4可以同时收纳多个产品,有效的节约空间。
40.具体地:如图2和图3所示,所述第一流水线2上设置有若干一号限位升降组件201,所述第二流水线3设置有若干二号限位升降组件301。
41.工作时,当产品运动至对应的收容站4时,一号限位升降组件201或二号限位升降组件 301升起,限制产品继续移动。
42.上述设计中,设置一号升降组件和二号升降组件能够有效的防止产品流过对应的收容站 4。
43.具体地:如图2和图3所示,所述第一流水线2远离第三流水线5一侧设置有若干一号挡板202,所述第二流水线3远离第三流水线5一侧设置有若干二号挡板203,所述一号挡板 202和二号挡板203均与第三流水线5对齐。
44.上述设计中,当第一流水线2中产品被升降平移机构抬升后,一号挡板202会限制位于升降平移机构中的产品向外移动,防止产品从第一流水线2上掉落。当产品经过第三流水线 5传输至第二流水线3上前,位于第二流水线3的顶升平移机构6会抬升接收产品,二号挡板203能够有效的防止产品从第二流水线3上掉落。
45.具体地:如图1所示,每条所述第三流水线5上设置有多个收容站4。
46.上述设计中,设计多个收容站4能够有效的保证各个型号的产品按照型号标准进行收集,在节约空间的同时还能满足收集需求。
47.具体地:如图1和图5所示,所述第一流水线2和第二流水线3均包括两条传送皮带,所述顶升平移机构6包括安装座601、传动轴602、二号电机603和三轴气缸604,所述三轴气缸604设置在安装座601上,所述三轴气缸604的活塞杆上设置有连接架605,所述三轴气缸604可驱动连接架605竖直运动,所述二号电机603和传动轴602设置在连接架605上,所述二号电机603同轴设置有一号同步带轮606,所述传动轴602轴身套设有二号同步带轮 607,所述一号同步带轮606和二号同步带轮607通过一号同步皮带608连接,所述传动轴 602两端均设置有一号导轮609,所述连接架605设置有凹槽610,所述传送皮带位于凹槽610 内,所述凹槽610两侧和下方的连接架605设置有若干短轴611,每根所述短轴611上设置有一个二号导轮612,所述一号导轮609和二号导轮612通过二号同步皮带613连接,所述二号同步皮带613上方两端水平。
48.实际应用中,当产品被设置在第一流水线2中的扫码器7感应后,顶升平移机构6的气缸会驱动连接架605上移,使得设置在连接架605上的皮带与产品接触,二号电机603转动,通过一号同步皮带608带动传动轴602转动,传动轴602转动后通过一号导轮609和二号导轮612带动二号同步皮带613转动。
49.上述设计中,设置凹槽610能够将二号同步皮带613接入至第一流水线2外侧,方便产品送入到收容站4中。设置若干二号导轮612,能够使二号同步皮带613处于绷紧状态。
50.具体地:所述翻面机构8设置有多个,多个所述翻面机构8均设置在第二流水线3远离收容站4的一侧。
51.工作时,翻面机构8负责将自收容站4传递过来的产品进行翻面。
52.上述设计中,设置多个翻面机构8能够提升翻面的效率。
53.具体地:如图6和图7所示,所述翻面机构8包括二号支架805和输送组件801,所述输送组件801设置在二号支架805上,所述二号支架805上沿输送组件801运输方向设置有用于接收输送组件801传送的产品的收容架802,所述收容架802为镂空结构,所述输送组件801和收容架802之间设置有间隔,所述输送组件801靠近收容架802一端铰接有用于接收产品的l型治具803,所述输送组件801下方设置有用于驱动l型治具803相对输送组件 801翻转的单轴气缸804,所述l型治具803可翻转至收容架802的镂空处。
54.工作时,产品经过输送组件801送至l型治具803上,随后驱动装置驱动l型治具803,使得放置有产品的l型治具803实现与输送组件801的相对翻转,l型治具803翻转进入收容架802的镂空处,放置在l型治具803中的产品随着l型治具803进入收容架802的镂空处时自行放置在收容架802上。
55.上述设计中,产品经过l型治具803翻转后能够竖向放置在收容架802上,省去了现有需要人工进行翻转的工序,提高了生产效率。
56.具体地:如图6所示,所述收容架802上设置有用于保持产品竖直的挡板808和用于防止产品掉落的侧板806。
57.工作时,产品经过l型治具803翻转后放置在收容架802上,此时挡板808与产品的竖直面接触。侧板806位于产品的两侧。
58.上述设计中,设置挡板808将产品进行竖直放置,有效的防止产品经过翻转后倾倒。设置侧板806能够有效的产品在输送的过程中从翻面机构8上掉落损坏。
59.具体地:如图6所示,所述收容架802沿进料方向斜向下设置。
60.工作时,产品经过l型治具803翻转后相对收容架802竖直放置。
61.上述设计中,将收容架802斜向下设置更有利于产品自动脱离l型治具803进入到收容架802上。
62.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1