一种适用于相似产品的分拣装置的制作方法
1.本实用新型涉及分拣装置技术领域,尤其涉及一种适用于相似产品的分拣装置。
背景技术:
2.在机械加工中,常常会加工出一批外观形状相似但规格不同的产品,这些产品在加工结束后通常需要人工通过肉眼观察对其进行分拣,将同样规格的产品归为一类;但在分拣时,工人容易因眼睛疲劳而分拣错误,为此,一专利号为zl201920676529.3的中国实用新型《一种轮毂防错分选装置》公开了一种分拣装置,该装置包括一龙门框架,在所述龙门框架的顶部设置有可调节限高装置,在所述龙门框架的至少一侧设置有可调节限宽装置。所述可调节限高装置为包括一个横梁,在横梁两侧设置有调节杆,调节杆可以纵向移动,所述可调节限宽装置包括可水平移动的水平限制器,通过可调节限高装置和可调节限宽装置,分别对轮毂的高度和外径进行限制,达到分选的目的;虽然该装置使用了检具来对产品进行分拣,避免工人因疲劳而对产品错误分拣,但还是依靠人工进行分拣,分拣产品的效率低下,为此,需要对现有技术作进一步改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述的技术现状而提供一种能够提高相似产品分拣效率的适用于相似产品的分拣装置。
4.本实用新型解决上述技术问题所采用的技术方案为:该适用于相似产品的分拣装置,其特征在于:包括有:
5.分拣台,沿着分拣作业方向,并排设置有至少一个用于检测待分拣产品的检测工位以及用于回收经过分拣后清筛产品的回收工位;
6.收集装置,具有至少一个,与各自对应的所述检测工位对应,用于收集符合检测要求的分拣产品;
7.回收装置,与所述回收工位对应,用于收集分拣后的清筛产品;
8.拿取装置,用于从所述分拣台的起始工位上取出待分拣产品并传送至所述检测工位和所述回收工位上;以及
9.循环轨道,架设在所述分拣台之上,用于供所述拿取装置沿其行走至各个检测工位以及回收工位并回位至所述分拣台的起始工位。
10.为了更好地收集分拣后的清筛产品,优选地,每个所述检测工位具有通向各自收集装置的第一通道,并且所述回收工位具有通向与其对应的回收装置的第二通道。其中第一通道和第二通道可以设置有如现有技术中的传动带的传动设备。
11.优选地,所述循环轨道包括自所述分拣台的起始工位至所述回收工位的第一主轨道、自所述回收工位至所述分拣台的起始工位的第二主轨道以及与所述第一主轨道和所述第二主轨道交叉连接的至少一个分轨道,各个所述分轨道与各自对应的所述第一通道和所述第二通道平行。仅设置一个拿取装置即可完成对待分拣产品的分拣操作,但为了提高分
拣的效率,可以设置多个拿取装置有序的完成分拣操作,其中为了使得各个拿取装置的移动实现自循环,各个拿取装置通过第一主轨道将待分拣产品传送至各个检测工位,随后通过各条分轨道移动至收集装置或者回收装置处使得分拣后的清筛产品快速地被收集,最后再通过第二主轨道回到起始工位,继续传送待分拣产品,以大大提高了分拣的效率。
12.优选地,各个所述检测工位包括具有至少一个间隙的检测块以及设置在所述间隙中的感应器。各个检测工位通过待分拣产品是否能进入检测块的间隙来判断是否为该类产品,而在间隙中设置感应器就能快速地判断出待分拣产品是否进入了检测块的间隙中。
13.由于拿取装置只能将待分拣产品传送至各个检测工位而不能直接将待分拣产品放入检测块的间隙中,为了让待分拣产品更快速地进入检测块的间隙中,优选地,各个所述检测工位还包括用于对所述检测块进行振动的振动件。
14.为了更好地拿取待分拣产品,优选地,所述拿取装置包括能够沿所述循环轨道移动的移动部,以及能够吸取待分拣产品的吸取部。
15.进一步地,所述吸取部包括气缸以及连接在所述气缸的活塞杆上的吸盘。
16.优选地,还包括能将待分拣产品传送至所述分拣台的起始工位以供所述吸盘吸取待分拣产品的传送装置。通过传送装置直接将待分拣产品传送至起始工位,减少了操作人员,提高了分拣装置的自动化程度,降低了生产成本。
17.与现有技术相比,本实用新型的优点在于:设置拿取装置沿循环轨道将待分拣产品依次放入各个检测工位中检测,并通过收集装置收集符合检测要求的分拣产品及回收装置回收分拣后的清筛产品,实现了对具有相似特征的产品的自动分拣,提高了分拣的效率,降低了生产成本,且结构简单,易于实施。
附图说明
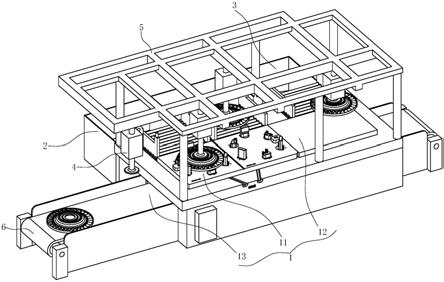
18.图1为本实用新型实施例中相似产品分拣装置的整体结构示意图;
19.图2为图1的分解图;
20.图3为本实用新型实施例中循环轨道及拿取装置的仰视图。
具体实施方式
21.以下结合附图实施例对本实用新型作进一步详细描述。
22.如图1~3所示,为本实用新型的最佳实施例。本实施例的适用于相似产品的分拣装置包括有分拣台1、收集装置2、回收装置3、拿取装置4和循环轨道5;其中,分拣台1沿着分拣作业方向并排设置有两个用于检测待分拣产品的检测工位11以及用于回收经过分拣后清筛产品的回收工位12,每个检测工位11具有通向各自收集装置的第一通道111,且每个检测工位11都包括具有多个间隙1121的检测块112、设置在间隙1121中的感应器113以及用于对检测块112进行振动的振动件114,另外,回收工位12具有通向与其对应的回收装置的第二通道121;收集装置2具有两个,与各自对应的检测工位11对应,用于收集符合检测要求的分拣产品;回收装置3则与回收工位12对应,用于收集分拣后的清筛产品;而拿取装置4用于从分拣台1的起始工位13上取出待分拣产品并传送至检测工位11和回收工位12上,包括能够沿循环轨道5移动的移动部41,以及能够吸取待分拣产品的吸取部42,吸取部42则包括气缸421以及连接在气缸421的活塞杆4211上的吸盘422;另外,循环轨道5架设在分拣台1之
上,用于供拿取装置4沿其行走至各个检测工位11以及回收工位12并回位至分拣台1的起始工位13。其中,各个检测工位11通过待分拣产品是否能进入检测块112的间隙1121来判断是否为该类产品,而在间隙1121中设置感应器113就能快速地判断出待分拣产品是否进入了检测块112的间隙1121中;另外,拿取装置4只能将待分拣产品传送至各个检测工位11而不能直接将待分拣产品放入检测块112的间隙1121中,因此,在本实施例的检测块112之下设置了能够对检测块112振动的振动件114,在振动件114的作用下待分拣产品能快速地进入间隙中1121,随后被感应器113感应到,如果不能被感应器113感应到,则该待分拣产品不是该类产品。
23.仅设置一个拿取装置4即可完成对待分拣产品的分拣操作,但为了提高分拣的效率,本实施例设置了多个拿取装置4有序的完成分拣操作,具体的结构如下:本实施例的循环轨道5包括自分拣台1的起始工位13至回收工位12的第一主轨道51、自回收工位12至分拣台1的起始工位13的第二主轨道52以及与第一主轨道51和第二主轨道52交叉连接的至少一个分轨道53,各个分轨道53与各自对应的第一通道111和第二通道121平行。其中为了使得各个拿取装置4的移动实现自循环,各个拿取装置4通过第一主轨道51将待分拣产品传送至各个检测工位11,随后通过各条分轨道53移动至收集装置2或者回收装置3处使得分拣后的清筛产品快速地被收集,最后再通过第二主轨道52回到起始工位13,继续传送待分拣产品,以大大提高了分拣的效率。
24.本实施例还设置了能将待分拣产品传送至分拣台1的起始工位13以供吸盘422吸取待分拣产品的传送装置6。通过传送装置6直接将待分拣产品传送至起始工位13,减少了操作人员,提高了分拣装置的自动化程度,降低了生产成本。
25.综上述,该相似产品分拣装置的使用过程如下:在以下阐述中,以单个拿取装置4对具有三种相似规格的产品即第一类产品、第二类产品和第三类产品进行分拣为例:
26.a、待分拣产品被传送装置6传送至起始工位13;
27.b、拿取装置4之气缸421的活塞杆4211下移接触待分拣产品,吸盘422吸取待分拣产品;
28.c、随后气缸421的活塞杆4211回位,拿取装置4沿第一主轨道51移动;
29.d、拿取装置4将该待分拣产品传送至第一个检测工位11的检测块112上,随后振动件114开始对检测块112进行振动,如果该待分拣产品为第一类产品,则该待分拣产品会在振动件114的辅助下能进入检测块112的间隙中,随后被感应器113感知;
30.e、此时,拿取装置4将该分拣产品从第一个检测工位11的检测块112上取出,经第一个检测工位11的第一通道111被收集装置2回收,拿取装置4则经过分轨道53、第二主轨道52回到起始工位13;
31.f、如果感应器113未感应到该待分拣产品的信号,则该待分拣产品没有进入检测块112的间隙1121中,该待分拣产品不是第一类产品,拿取装置4将该待分拣产品从第一个检测工位11的检测块112上取出,继续放入第二个检测工位11,同样的,如果感应器113感应到该待分拣产品进入间隙1121的信号,则为第二类产品,反之则不是;
32.g、如果不是第二类产品,则该待分拣产品直接判断为第三类产品,拿取装置4将清筛产品从第二个检测工位11的检测块112上取出,经回收工位12的第二通道121被回收装置3收集;
33.h、拿取装置4则经过分轨道53、第二主轨道52回到起始工位13,继续下一轮的分拣。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1