一种板件分拣方法、存储介质及服务器与流程
1.本发明涉及智能分拣技术领域,特别涉及一种板件分拣方法、存储介质及服务器。
背景技术:
2.目前家具行业多采用多个订单板件同一排版下料的方法,即将不同订单进行混合生产,这种生产方式为揉单生产,可以提高原材料利用率和控制生产周期;在揉单生产的模式下,最关键的工序为分拣工序。
3.板式定制家具目前主要采用人工方式进行分拣,存在工作量大、劳动强度高、分拣效率低、人工成本高的问题,且容易出现分拣错误的问题;此外,现有的板件在分拣过程中,每行走至一个节点,都需要工作人员查看工艺图纸后才可确认是否需要采用对应的设备加工,产生了大量不必要的流转搬运时间,降低了生产加工效率和分拣效率。
4.可见,现有技术还有待改进和提高。
技术实现要素:
5.鉴于上述现有技术的不足之处,本发明的目的在于提供一种板件分拣方法,可生成工艺类型特征码,方便工作人员确认加工类型,大大减少不必要的流转搬运时间。
6.为了达到上述目的,本发明采取了以下技术方案:
7.一种板件分拣方法,包括步骤:
8.获取订单信息,所述订单信息对应一套产品;
9.根据订单信息确认需求的板件种类、每种板件对应的数量以及工艺图纸;
10.根据工艺图纸生成与任一板件对应的二维码信息和工艺类型特征码,所述二维码信息包括与工艺类型特征码对应的工艺类型信息。
11.所述的板件分拣方法中,所述获取订单信息之后还包括步骤:
12.根据库位剩余信息生成与订单信息匹配的库位号。
13.所述的板件分拣方法中,所述二维码信息还包括库位信息。
14.所述的板件分拣方法中,还包括步骤:
15.获取库位点反馈的第一板件到位信息;
16.根据所述第一板件到位信息判断产品是否齐套,并生成第一显示信息和第二显示信息;所述第一显示信息用于显示库位点的板件数量,所述第二显示信息用于显示板件是否齐套。
17.所述的板件分拣方法中,所述第二显示信息包括颜色码、订单编号、库位号、目前板件数量以及板件总数。
18.所述的板件分拣方法中,所述第一板件到位信息包括库位点扫描装置反馈的二维码信息,所述根据所述第一板件到位信息判断产品是否齐套,并生成对应的第一显示信息,具体包括步骤:
19.判断二维码信息所包括的库位信息是否与库位号一致,若一致,生成第一显示信
息,所述第一显示信息包括目前板件数量和板件总数;
20.若不一致,输出报警信息。
21.所述的板件分拣方法中,还包括步骤:
22.获取各个分拣点反馈的第二板件到位信息,并记录获取第二板件到位信息的时间点;
23.根据第二板件到位信息和订单信息生成第三显示信息。
24.所述的板件分拣方法中,所述第二板件到位信息包括分拣点扫描装置反馈的二维码信息。
25.本发明还相应地提供了一种计算机可读存储介质,所述计算机可读存储介质存储有一个或者多个程序,所述一个或者多个程序可被一个或者多个处理器执行,以实现如上任一所述的板件分拣方法的步骤。
26.本发明还相应地提供了一种服务器,所述服务器包括处理器、存储器和通信总线;
27.所述存储器上存储有可被所述处理器执行的计算机可读程序;
28.所述通信总线实现处理器和存储器之间的连接通信;
29.所述处理器执行所述计算机可读程序时实现如上任一所述的板件分拣方法。
30.有益效果:
31.本发明提供了一种板件分拣方法,可根据订单信息和工艺图纸生成与任一板件对应的工艺类型特征码,在分拣过程中,工作人员可根据工艺类型特征码快速确认板件的加工工艺,并进行分类码垛,减少不必要的流转搬运时间,大大提高加工效率和分拣效率;此外工作人员可扫描二维码获取与工艺类型特征码对应的工艺类型信息,方便工作人员确认加工类型和加工流程。
附图说明
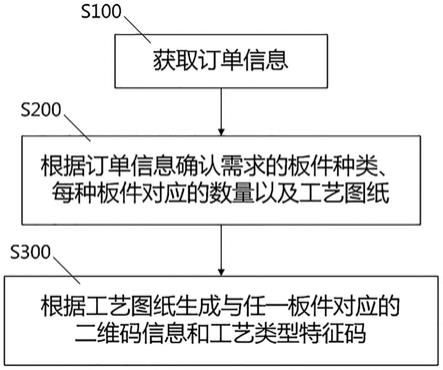
32.图1为本发明提供的板件分拣方法的第一逻辑流程图;
33.图2为本发明提供的板件分拣方法的第二逻辑流程图;
34.图3为本发明提供的板件分拣方法的第三逻辑流程图;
35.图4为本发明提供的板件分拣方法的第四逻辑流程图。
具体实施方式
36.本发明提供了一种板件分拣方法、存储介质及服务器,为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明作进一步详细说明。
37.在本发明的描述中,需要理解的是,术语“安装”、“连接”等应做广义理解,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
38.请参阅图1至图4,本发明提供了一种板件分拣方法,包括步骤:
39.s100、获取订单信息,所述订单信息对应一套产品,所述订单信息至少包括与该套产品对应的产品编号以及与订单对应的工单号;所述订单信息可通过线上获取或人工录入。
40.s200、根据订单信息确认需求的板件种类、每种板件对应的数量以及工艺图纸;即所述订单信息还包括板件种类、每种板件对应的数量以及工艺图纸,根据板件种类以及每
种板件对应的数量可获取该套产品的板件总数。
41.进一步地,在一个实施例中,可根据该套产品的板件总数为每个板件赋予一个编号,所述编号最大值为板件总数值;可先对任一种板件进行编号,该种板件的所包括的板件都编号后再对下一种板件进行编号,每次编号+1,直至完成所有板件的编号。
42.s300、根据工艺图纸生成与任一板件对应的二维码信息和工艺类型特征码,所述二维码信息包括与工艺类型特征码对应的工艺类型信息;根据产品的工艺图纸,可确认每个板件的加工情况;可预先在控制装置中设定工艺类型特征码和工艺类型信息的对照表,根据工艺图纸上每个板件的加工信息确认每个板件的工艺类型特征码。
43.举例说明,所述工艺类型信息为工艺类型名称,所述工艺类型特征码由字母或字母与数字的组合构成,如工艺类型特征码为g1,对应的工艺类型名称为异性不钻孔;工艺类型特征码为e1,对应的工艺类型名称为中纤板不钻孔;工艺类型特征码为e,对应的工艺类型名称为中纤板,等等。
44.进一步地,所述二维码信息还包括产品编号、工单号、工艺图纸、板件种类、板件开料尺寸、板件成型尺寸和板件编号。
45.在实际生产流程中,每个板件上都会粘贴有信息纸,所述信息纸上至少印刷有包含二维码信息的二维码、工艺流程特征码、板材类型、板材尺寸和工单号,此外,还可印刷有板件的编号。
46.本技术公开的板件分拣方法,可根据订单信息和工艺图纸生成工艺类型特征码,在分拣过程中,工作人员可根据工艺类型特征码快速确认板件的加工工艺,并进行分类码垛,减少不必要的流转搬运时间,大大提高加工效率和分拣效率;此外工作人员可扫描二维码获取与工艺类型特征码对应的工艺类型信息,方便工作人员确认与板件对应的加工类型和加工流程。
47.进一步地,请参阅图2,所述获取订单信息之后还包括步骤:
48.s400、根据库位剩余信息生成与订单信息匹配的库位号,当接收到新订单时,控制装置查询车间中的剩余库位,并根据订单信息中的板件类型和板件数量,在剩余的库位中匹配一个合适的库位点;所述库位号为该套产品加工完成后的存放位置,当一套产品的所有板件都放置于与该套产品对应的库位点时,工作人员可对产品进行包装;所述信息纸上还包括库位号,方便工作人员确认板件的摆放位置,提高分拣效率;本步骤可在步骤s200之前进行,即先匹配库位号,再确认板件种类、每种板件对应的数量以及工艺图纸。
49.进一步地,所述二维码信息还包括库位信息,在板件进入库位点时,工作人员可采用库位点的扫描装置获取板件的二维码信息,以判断该板件是否对应该库位,避免出现分拣错误问题。
50.进一步地,请参阅图3,所述板件分拣方法还包括步骤:
51.s500、获取库位点反馈的第一板件到位信息;所述第一板件到位信息包括库位点扫描装置反馈的二维码信息;由于二维码信息包括板件类型、板件尺寸、产品编号和工单号,甚至包括板件编号,可根据库位点扫描装置反馈的二维码信息判断成套产品中的哪个板件进入库位点内,便于确认产品的齐套情况。
52.s600、根据所述第一板件到位信息判断产品是否齐套,并生成第一显示信息和第二显示信息;所述第一显示信息用于显示库位点的板件数量,所述第二显示信息用于显示
板件是否齐套;在实际生产情况中,库位点处设置有第一显示屏幕,所述第一显示屏幕用于显示第一显示信息;监控点处设置有第二显示屏幕,所述第二显示屏幕用于显示第二显示信息。
53.在一个实施例中,所述步骤s600具体包括步骤:
54.s601、判断二维码信息所包括的库位信息是否与库位号一致,若一致,生成第一显示信息,所述第一显示信息包括目前板件数量和板件总数;所述第一显示信息由分数构成,分子为目前板件数量,分母为板件总数;库位点的扫描装置每获取一次第一到位信息,表明一个新的板件进入库位点处,第一显示信息更新,目前板件数量+1,即分子+1。
55.s602、若不一致,输出报警信息,所述报警信息可以通过第一显示屏幕显示,如第一显示屏幕闪烁红光,表明该板件与库位点不对应;所述报警信息也可以通过蜂鸣器输出,当存在板件与库位点不对应的情况时,蜂鸣器发出鸣声。
56.进一步地,所述第二显示信息包括颜色码、订单编号、库位号、目前板件数量以及板件总数;所述第二显示信息与所述库位号一一对应;所述第二显示屏幕上显示有多个方框,每个方框对应一个库位号,即对应一个订单编号,当与订单编号对应的产品未齐套时,第二显示信息的颜色码为红色,即方框填充红色;当与订单编号对应的产品齐套时,第二显示信息的颜色码为黄色,即方框填充黄色。
57.现有的生产车间中,当一套产品所有板件加工完成后,需要工作人员试装检验才可确认是否齐套,由于试装场地有限,经常导致试装环节堵塞,降低了分拣效率。
58.本技术公开的板件分拣方法,为每个订单信息匹配一个库位号,板件的二维码信息内包括库位信息,可根据库位点扫描装置反馈的二维码信息判断产品在库位点内的板件情况,即可实现是否齐套的判断,无需人工装配确认齐套情况,提高车间的空间利用率,并提高分拣效率。
59.进一步地,请参阅图4,所述板件分拣方法还包括步骤:
60.s700、获取各个分拣点反馈的第二板件到位信息,并记录获取第二板件到位信息的时间点;所述第二板件到位信息包括分拣点扫描装置反馈的二维码信息;当板材到达分拣点后,工作人员采用分拣点扫描装置获取板件的二维码信息,控制装置根据二维码信息确认板件对应的订单,并更新板件的生产加工情况,方便工作人员对产品中的各个板件的生产情况进行跟进,提高车间的管理规范度。
61.s800、根据第二板件到位信息和订单信息生成第三显示信息,所述第二显示屏幕还可用于显示第三显示信息;所述第三显示信息包括多个,所述第三显示信息与所述订单信息一一对应;当工作人员点击第二显示屏幕上与库位号对应的方框时,第二显示屏幕显示第三显示信息;所述第三显示信息包括与订单信息对应的成套产品中的各个板件的信息,任一板件每到达一个新的分拣点,则会在对应的板件后生成一个新的加工信息,并为每个新的加工信息匹配一个时间,所述时间为分拣点扫描装置获取第二板件到位信息的时间点;若某个板件需要经过5个分拣点进行加工,则当其完成所有加工进入库位点前,该板件后包括5个加工信息以及5个与加工信息对应的时间。
62.通过获取各个分拣点反馈的第二板件到位信息,可对产品所包括的每个板件的生产加工情况进行跟踪,方便把控生产进度,提高生产车间的管理规范度。
63.所述步骤s500、步骤s600、步骤s700和步骤s800是在板件进行分拣流程时,由处理
器执行的;所述步骤s100、步骤s200、步骤s300和步骤s400是在板件进行分拣流程前,由处理器执行的。
64.基于上述板件分拣方法,本发明还相应地提供了一种计算机可读存储介质,所述计算机可读存储介质存储有一个或者多个程序,所述一个或者多个程序可被一个或者多个处理器执行,以实现上述实施例所述的板件分拣方法中的步骤。
65.在一个实施例中,所述计算机可读存储介质可以是rom、随机存取存储器(ram)、cd-rom、磁带、软盘和光数据存储设备等。
66.本发明还相应地提供了一种服务器,其包括至少一个处理器、显示屏以及存储器,还可以包括通信接口和总线;其中,处理器、显示屏、存储器和通信接口可以通过总线完成相互间的通信;显示屏设置为显示初始设置模式中预设的用户引导界面;通信接口可以传输信息;处理器可以调用存储器中的逻辑指令,以执行上述实施例中的板件分拣方法。
67.此外,上述的存储器中的逻辑指令可以通过软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。
68.存储器作为一种计算机可读存储介质,可设置为存储软件程序、计算机可执行程序,如本公开实施例中的方法对应的程序指令或模块;处理器通过运行存储在存储器中的软件程序、指令或模块,从而执行功能应用以及数据处理,即实现上述实施例中的板件分拣方法。
69.存储器可包括存储程序区和存储数据区,其中,存储程序区可存储操作系统、至少一个功能所需的应用程序;存储数据区可存储根据终端设备的使用所创建的数据等;此外,存储器可以包括高速随机存取存储器,还可以包括非易失性存储器,例如,u盘、移动硬盘、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、磁碟或者光盘等多种可以存储程序代码的介质,也可以是暂态存储介质。
70.此外,上述存储介质以及服务器中的多条指令处理器加载并执行的具体过程在上述板件分拣方法中已经详细说明,在此不再一一赘述。
71.可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1