一种钢芯自动检测选分设备的制作方法
1.本发明涉及检测设备领域,特别是一种钢芯自动检测选分设备。
背景技术:
2.钢芯生产过程中,由于原料、冲压等加工工艺、输送过程等原因,导致钢芯外观出现磕碰、材料伤、划痕、凹痕等缺陷,这些缺陷会导致枪弹不能可靠击发,严重的还会造成炸膛等事故,因此需要剔除存在的钢芯,以避免存在缺陷的钢芯使用。目前钢芯外观检测方式主要依赖手工测量和目视检测,也有采用机器视觉技术对钢芯缺陷进行检测,主要是基于面相机来采集图像,由于钢芯呈柱状,即便是每90
°
拍摄一次,依然存在漏检误检等问题。
3.为此,专利申请号为201610608667.9的中国专利申请公开了一种钢芯视觉检测系统,该钢芯视觉自动检测系统能提高产品检测的准确性,降低不合格钢芯流出。但是,该钢芯视觉自动检测系统的检测功能是非常有限的,只能检测钢芯表面的部分缺陷,而且检测精度也不高。为了能够确保枪弹可靠击发,避免出现炸膛等严重事故,需要对钢芯检测缺陷的主要项目有检测钢芯表面是否有裂纹、检测钢芯的底部字体显示是否清楚、检测钢芯的圆弧边的r角是否均匀、检测钢芯底部的两个小孔是否通畅、检测钢芯的口部是否有裂纹等。
技术实现要素:
4.本发明的目的是为了解决上述问题,设计了一种钢芯自动检测选分设备。
5.实现上述目的本发明的技术方案为,一种钢芯自动检测选分设备,包括推板上料机构、整列机构、进料机构、检测分选机构,所述上料机构设置于所述整列机构的两侧,所述整列机构固定安装在上端,且所述整列机构和所述上料机构结合的整体在竖向截面呈“品”字形,所述进料机构的一端连接整列机构,另一端连接检测分选机构,所述检测分选机构包括:
6.称重机构,所述称重机构固定安装在安装台上,且设置于所述进料机构的一侧;
7.输送机构,所述输送机构固定安装在安装台上,且设置于所述进料机构的一侧;
8.外形检测机构,所述外形检测机构固定安装在安装台上,所述外形检测机构包括头部相机检测站和全形相机检测站,所述头部相机检测站的相机固定设置于所述输送机构的一侧进行检测,所述全形相机检测站的相机固定设置于所述输送机构的上方进行检测;
9.孔径检测机构,所述孔径检测机构固定安装在安装台上,所述孔径检测机构设置于所述外形检测机构沿输送机构中输送线运行方向的一侧,且所述外形检测机构设置于所述输送机构的两侧,所述孔径检测机构包括小孔径检测机构和大孔径检测机构。
10.分类推料机构,所述分类推料机构固定安装在安装台上,所述分类推料机构设置于所述孔径检测机构沿输送机构中输送线运行方向的一侧,且所述分类推料机构设置于所述输送机构的一侧;
11.出料槽,所述出料槽设置与所述输送机构的一端。
12.作为对本发明的进一步说明,所述推板上料机构包括设置于外部的箱体,所述箱体的内壁上固定安装有斜向定位板,所述斜向定位板的一侧固定安装有上升电缸,另一侧固定安装有直角挡料板,所述直角挡料板的上方设置有放料盖,所述放料盖的一端与所述箱体旋转连接。
13.作为对本发明的进一步说明,所述整列机构包括设置于外部的箱体,所述箱体的内部设置有整列限位槽,所述整列限位槽的上方固定安装有整料箱盖,所述整料箱盖为对开门设计,所述进料机构包括设置于外部的箱体,所述箱体的内部设置有进料槽,所述进料槽的一端连接整列限位槽,另一侧连接称重机构。
14.作为对本发明的进一步说明,所述称重机构包括称重模块,所述称重模块固定安装在安装台上,所述称重模块上端的放置槽前后端设置有称重滑槽,所述称重滑槽的上方设置有拨料机构,所述拨料机构通过e形连接板固定安装在伺服移动模组上,所述称重滑槽的下方设置有称重不良品收集盒。
15.作为对本发明的进一步说明,所述输送机构包括伺服电机、驱动链条、机架和链条辊子,所述伺服电机固定安装在所述机架的一端,所述驱动链条套接在机架的传动齿轮上,所述链条辊子等间距固定安装在所述驱动链条上。
16.作为对本发明的进一步说明,所述头部相机检测站包括安装支座,所述安装支座固定安装在输送机构的一侧,所述安装支座上固定安装有光源和侧面相机,所述光源靠近所述输送机构且通过安装支座上的夹板固定安装在所述侧面相机和输送机构之间。
17.作为对本发明的进一步说明,所述全形相机检测站包括固定安装在安装台上支架,所述支架的支撑脚固定安装在所述输送机构的两侧,所述支架的上部设置有固定架,所述固定架上安装有顶部相机,所述顶部相机横跨在所述输送机构的正上方。
18.作为对本发明的进一步说明,所述大孔径检测机构包括初测气缸和初测传感器,所述初测气缸固定安装输送机构的一侧,所述初测传感器固定安装在输送机构的另一侧,所述初测气缸和所述初测传感器之间的连接结构上固定安装有初测孔压挡机构,所述初测气缸的上端安装有初测滑板,所述初测滑板上设置有检测单元,所述检测单元的前端设置有大孔径通止规。
19.作为对本发明的进一步说明,所述小孔径检测机构包括再测气缸和再测传感器,所述再测气缸固定安装输送机构的一侧,所述再测传感器固定安装在输送机构的另一侧,所述再测气缸和所述再测传感器之间的连接结构上固定安装有再测孔压挡机构,所述再测气缸的上端安装有再测滑板,所述再测滑板上设置有检测单元,所述检测单元的前端设置有小孔径通止规。
20.作为对本发明的进一步说明,所述分类推料机构包括桁架,所述桁架上设置有位移电缸,所述位移电缸连接的滑块下方固定连接有竖向位移模组,所述竖向位移模组的下端固定安装有定距挡块,所述桁架下方设置有不良品盒,所述不良品盒固定安装在所述输送机构的一侧。
21.其有益效果在于,提高了物料检测的准确性,降低了不合格钢芯流出率。其优势在于上料机构上料速度快,链条辊子输送机构可以平稳向前输送钢芯,检测效率高,成本低,安全性高,易维护。
22.本设备在外部形状检测上设置有头部相机检测站和全形相机检测站,通过多角度
和多类型的检测,保证对钢芯外形精细化的检测,使得对钢芯的检测更加全面,避免因为角度的问题,导致钢芯外观方面的检测有不完善的情况,使得外观全面提升了外观检测的精度和准确性。
23.本设备在尺寸检测方面设置有大孔径检测机构和小孔径检测机构,通过精确定制的不同孔径通止规能否放进钢芯尾端的孔径中,可以很快速和方便的确定该钢芯的孔径尺寸是否满足产品的设计要求,该检测方法简单方便,且精确度非常高,很容易剔除不符合要求的产品,极大的提升了检测工作的效率。
附图说明
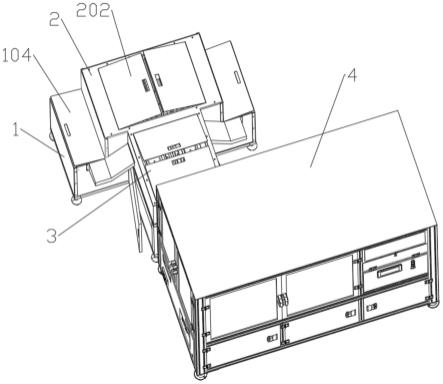
24.图1是本发明的结构示意图;
25.图2是本发明去除上盖后的结构示意图;
26.图3是本发明另一个视角的结构示意图;
27.图4是图2中a部分的局部放大结构示意图;
28.图5是图2中b部分的局部放大结构示意图;
29.图6是图2中c部分的局部放大结构示意图;
30.图7是图3中d部分的局部放大结构示意图;
31.图8是图3中e部分的局部放大结构示意图.
32.图中,1、推板上料机构;101、斜向定位板;102、上升电缸;103、角挡料板;104、放料盖;2、整列机构;201、整列限位槽;202、整料箱盖;3、进料机构;301、进料槽;4、称重机构;401、称重模块;402、放置槽;403、称重滑槽;404、拨料机构;405、称重不良品收集盒;5、输送机构;501、伺服电机;502、驱动链条;503、机架;504、链条辊子;6、头部相机检测站;601、安装支座;602、光源;603、侧面相机;7、全形相机检测站;701、支架;702、顶部相机;8、大孔径检测机构;801、初测气缸;802、初测传感器;803、初测孔压挡机构;804、大孔径通止规;9、小孔径检测机构;901、再测气缸;902、再测传感器;903、再测孔压挡机构;904、小孔径通止规;10、分类推料机构;1001、桁架;1002、位移电缸;1003、竖向位移模组;11、出料槽;12、检测分选机构。
具体实施方式
33.下面结合附图对本发明进行具体描述,如图1-8所示,一种钢芯自动检测选分设备,先来对本发明的整体结构作模块化的说明,包括推板上料机构1、整列机构2、进料机构3、检测分选机构12,上料机构设置于整列机构2的两侧,整列机构2固定安装在上端,且整列机构2和上料机构结合的整体在竖向截面呈“品”字形,进料机构3的一端连接整列机构2,另一端连接检测分选机构12,检测分选机构12包括:
34.称重机构4,称重机构4固定安装在安装台上,且设置于进料机构3的一侧;
35.输送机构5,输送机构5固定安装在安装台上,且设置于进料机构3的一侧;
36.外形检测机构,外形检测机构固定安装在安装台上,外形检测机构包括头部相机检测站6和全形相机检测站7,头部相机检测站6的相机固定设置于输送机构5的一侧进行检测,全形相机检测站7的相机固定设置于输送机构5的上方进行检测;
37.孔径检测机构,孔径检测机构固定安装在安装台上,孔径检测机构设置于外形检
测机构沿输送机构5中输送线运行方向的一侧,且外形检测机构设置于输送机构5的两侧,孔径检测机构包括小孔径检测机构9和大孔径检测机构8。
38.分类推料机构10,分类推料机构10固定安装在安装台上,分类推料机构10设置于孔径检测机构沿输送机构5中输送线运行方向的一侧,且分类推料机构10设置于输送机构5的一侧;
39.出料槽11,出料槽11设置与输送机构5的一端。
40.其中推板上料机构1包括设置于外部的箱体,箱体的内壁上固定安装有斜向定位板101,斜向定位板101的一侧固定安装有上升电缸102,另一侧固定安装有直角挡料板103,直角挡料板103的上方设置有放料盖104,放料盖104的一端与箱体旋转连接。工人打开放料盖104,将需要检测的钢芯放入直角挡料板103上,通过上升电缸102带动直角挡料板103在斜向定位板101上向上运行,进而带着钢芯一起上移。
41.整列机构2包括设置于外部的箱体,箱体的内部设置有整列限位槽201,整列限位槽201的上方固定安装有整料箱盖202,整料箱盖202为对开门设计,进料机构3包括设置于外部的箱体,箱体的内部设置有进料槽301,进料槽301的一端连接整列限位槽201,另一侧连接称重机构4。通过整列机构2调整钢芯的排列方向和排列顺序并从整列限位槽201中向下一工序递进,钢芯从整列限位槽201中滑入进料机构3的进料槽301中。
42.称重机构4包括称重模块401,称重模块401固定安装在安装台上,称重模块401上端的放置槽402前后端设置有称重滑槽403,称重滑槽403的上方设置有拨料机构404,拨料机构404通过e形连接板固定安装在伺服移动模组上,称重滑槽403的下方设置有称重不良品收集盒405。当物料到达挡料位置后,下方的光纤传感器感应到物料,然后上方的伺服移动拨料机构404去拨料,先拨到称重站,称量一下质量,质量不合格的在接下来的拨料过程中会被排除机构排出到称重不良品盒中,拨料机构404有三组固定在伺服移动模组上,采用接替式拨料方式。
43.输送机构5包括伺服电机501、驱动链条502、机架503和链条辊子504,伺服电机501固定安装在机架503的一端,驱动链条502套接在机架503的传动齿轮上,链条辊子504等间距固定安装在驱动链条502上。输送站由链条辊子504、驱动链轮、从动链轮、定轮座、惰轮座、伺服电机501、感应器和机架503构成,主要是用于快速而准确地将物料输送到各个工站。
44.头部相机检测站6包括安装支座601,安装支座601固定安装在输送机构5的一侧,安装支座601上固定安装有光源602和侧面相机603,光源602靠近输送机构5且通过安装支座601上的夹板固定安装在侧面相机603和输送机构5之间。当物料被输送链输送到头部检测站位置时,相机就拍照,主要是拍钢芯头部的尺寸情况。
45.全形相机检测站7包括固定安装在安装台上支架701,支架701的支撑脚固定安装在输送机构5的两侧,支架701的上部设置有固定架,固定架上安装有顶部相机702,顶部相机702横跨在输送机构5的正上方。当物料被输送链输送到此工站位置时,相机就拍照,主要是拍钢芯表面的尺寸情况。
46.大孔径检测机构8包括初测气缸801和初测传感器802,初测气缸801固定安装输送机构5的一侧,初测传感器802固定安装在输送机构5的另一侧,初测气缸801和初测传感器802之间的连接结构上固定安装有初测孔压挡机构803,初测气缸801的上端安装有初测滑
板,初测滑板上设置有检测单元,检测单元的前端设置有大孔径通止规804。小孔径检测机构9包括再测气缸901和再测传感器902,再测气缸901固定安装输送机构5的一侧,再测传感器902固定安装在输送机构5的另一侧,再测气缸901和再测传感器902之间的连接结构上固定安装有再测孔压挡机构903,再测气缸901的上端安装有再测滑板,再测滑板上设置有检测单元,检测单元的前端设置有小孔径通止规904。测孔站由小孔径检测单元和大孔径检测单元构成,主要工作原理是,当物料到达所在工站后物料会先被所在单元的压料机构固定好,然后由检测单元去进行检测,小孔径深检测是根据位移传感器和定制通止规来检测的,通止规能放进去为合格,大孔径检测也是根据定制通止规能否被气缸压到位的传感器来检测的,通止规能放进去,说明孔大,为不合格,放不进去,即为合格,最终合格的物料介于这两种尺寸之间。
47.分类推料机构10包括桁架1001,桁架1001上设置有位移电缸1002,位移电缸1002连接的滑块下方固定连接有竖向位移模组1003,竖向位移模组1003的下端固定安装有定距挡块,桁架1001下方设置有不良品盒,不良品盒固定安装在输送机构5的一侧。当物料被输送链输送到此工站位置时,物料排除气缸根据前面检测工站的检测情况,分别将物料排除到不同的不良品盒中,此处是采取从运行路径上剔除物料的方式进行分类的,下方设有剔除气缸。
48.工作原理:工人打开放料盖104,将需要检测的钢芯放入直角挡料板103上,通过上升电缸102带动直角挡料板103在斜向定位板101上向上运行,进而带着钢芯一起上移,打开整料箱盖202,使用工具进去调整钢芯的排列方向和排列顺序并放入在整列限位槽201中,钢芯从整列限位槽201中滑入进料机构3的进料槽301中。当物料到达挡料位置后,下方的光纤传感器感应到物料,然后上方的伺服移动拨料机构404去拨料,先拨到称重站,称量一下质量,质量不合格的在接下来的拨料过程中会被排除机构排出到称重不良品盒中,拨料机构404有三组固定在伺服移动模组上,采用接替式拨料方式。当物料被输送链输送到头部检测站位置时,相机就拍照,主要是拍钢芯头部的尺寸情况,当物料被输送链输送到全形相机检测站7位置时,相机就拍照,主要是拍钢芯表面的尺寸情况,当物料到达所在工站后物料会先被所在单元的压料机构固定好,然后由检测单元去进行检测,小孔径深检测是根据位移传感器和定制通止规来检测的,通止规能放进去为合格,大孔径检测也是根据定制通止规能否被气缸压到位的传感器来检测的,通止规能放进去,说明孔大,为不合格,放不进去,即为合格,最终合格的物料介于这两种尺寸之间,当物料被输送链输送到此工站位置时,物料排除气缸根据前面检测工站的检测情况,分别将物料排除到不同的不良品盒中,此处是采取从运行路径上剔除物料的方式进行分类的。
49.上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1