自动气密性检测机及其使用方法与流程
本发明涉及气密性检测设备,具体为自动气密性检测机及其使用方法。
背景技术:
1、气密性试验主要是检验容器的各联接部位是否有泄漏现象,介质毒性程度为极度、高度危害或设计上不允许有微量泄漏的压力容器,必须进行气密性试验,气密性检测是应用于精密内部容器的严密完整性评估,气密性的检测是为了提高装置使用时密闭性和使用寿命,气密性合格的产品才能被使用者进行使用,现有的气密性检测装置存在的缺点有:自动化程度低,需要人工辅助的程序较多,并且无法自动识别和分离出气密性不良的产品,而且对零件进行气密性检测的时候有时候会将零件损坏,因此,本领域技术人员提出了自动气密性检测机及其使用方法。
技术实现思路
1、针对现有技术的不足,本发明提供了自动气密性检测机及其使用方法,解决了传统气密性检测装置自动化程度低和检测过程中容易发生检测件损坏的问题。
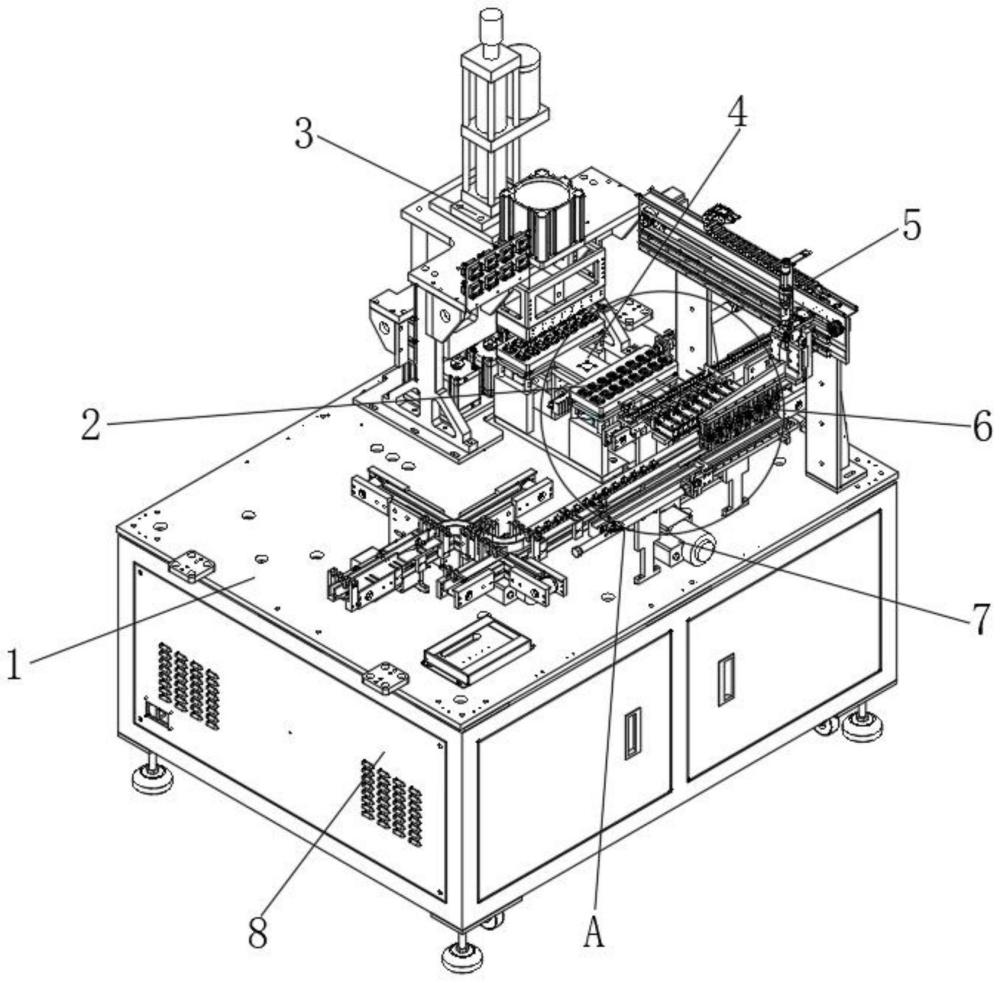
2、为实现以上目的,本发明通过以下技术方案予以实现:自动气密性检测机,包括设备台面,所述设备台面顶端的中后部一侧设置有检测机构,所述检测机构由检测腔、密封盖板、上压缸、上油压缸、气压采集传感器、加压气缸和气压校准杆组成,所述检测机构前侧底端的中部设置有检测腔,所述检测腔的上端设置有密封盖板,所述检测机构的前侧中上部设置有上压缸,所述检测机构的顶端后侧设置有上油压缸,所述检测机构的内侧中部设置有气压采集传感器,所述检测机构内侧的底端后侧等距设置有若干个加压气缸。
3、优选的,所述设备台面顶端的中前部设置有电机输送料机构,所述设备台面的顶端中部一侧设置有伺服取放料机构,所述伺服取放料机构上设置有抓取机械手,所述设备台面的顶端中部一侧设置有取放料区,所述取放料区上设置有旋转机构。
4、优选的,所述设备台面的底端中部固定连接在电控箱的顶端,所述电控箱的前后端均设置有检修门,所述电控箱的两侧中下部均设置有散热格栅,所述电控箱的底端四角处均设置有支撑脚。
5、优选的,所述检测机构内侧的后端中部等距设置有若干个气压校准杆,所述设备台面的材质采用的是高碳不锈钢材质。
6、优选的,自动气密性检测机使用方法,包括以下使用步骤:
7、s1:待检测产品通过伺服取放料机构带动抓取机械手将其放入检测腔之中,然后由旋转机构将其旋转180度之后进入检测机构之内;
8、s2:由上压缸推动密封盖板下压,使检测腔成为密封状态;
9、s3:由加压气缸对检测腔内空气进行加压,同时上油压缸使得加压气缸动作至指定位置;
10、s4:通过与检测腔相连接的气压采集传感器对检测腔内各腔的气压大小数据进行采集,并传输给电控箱内的plc控制器;
11、s5:通过plc软件将气压数据与标准件气压进行对比,从而确定被检测件的气密性是否完好,并且可以通过增加不同的延伸时间,从而获得不同的判定严格程度;
12、s6:通过采集数据的对比,伺服取放料机构带动抓取机械手进行动作,对合格产品和不合格产品分别放入不同的输送料道之内;
13、s7:检测循环完成之后,加压气缸进行泄压,整体装置的其他机构进行复位,以此完成对检测件的无损气密性检测。
14、工作原理:在对产品进行气密性检测的时候,待检测产品通过伺服取放料带动抓取机械手将其放入检测腔之内,然后旋转机构将其旋转180度之后使得待检测产品进入到检测机构之内,当待检测产品进入到检测机构内之后,上压缸推动密封盖板下移,使得检测腔成为密封状态,然后通过加压气缸对检测腔内的空气进行加压,同时上油压缸使得加压气缸动作至指定位置后,气压采集传感器对检测腔内各腔的气压大小数据进行采集,并传输给电控箱内的plc控制器,通过plc控制器上的plc软件将采集的气压数据与标准件气压进行对比,从而确定被检测件的气密性是否完好,并且可以通过增加不同的延伸时间,获取不同的判定严格程度,之后通过采集数据的对比,伺服取放料机构带动抓取机械手进行动作,将检测合格产品和检测不合格产品分别放入不通过的输送料道之内,最后待到检测循环完成之后,加压气缸进行泄压,整体装置的其他机构进行复位,以此完成对检测件的无损气密性检测。
15、本发明提供了自动气密性检测机及其使用方法。具备以下有益效果:
16、1、本发明通过输料-抓取-旋转-密封-加压-采集-分析-识别-传送一个自动化检测流程对检测产品的气密性进行检测,并且通过plc控制器以及plc软件对采集数据进行分析对比,然后将合格产品和不合格产品进行区分出来,之后通过伺服取放料机构带动抓取机械手将合格产品和不合格产品分别放入不同的输送料道之内进行分开输送,降低整体检测作业中人工辅助的程度,并且可以自动和分离气密性不良的产品,自动化程度较高,便于对检测产品进行气密性的检测。
17、2、本发明通过伺服取放料机构带动抓取机械手在开始检测时将检测产品放置于检测腔内进行检测,检测完毕之后再次通过伺服取放料机构带动抓取机械手将合格与不合格的产品进行分离输送,降低了检测时产品的破碎率,便于对检测产品进行无损的气密性检测。
18、3、本发明通过八独立通道分别对空腔型密封件进行对应的气密性检测,检测效率高,有利于提高整体产品的检测效率,便于产品后续的加工作业。
技术特征:
1.自动气密性检测机,包括设备台面(1),其特征在于:所述设备台面(1)顶端的中后部一侧设置有检测机构(3),所述检测机构(3)由检测腔(9)、密封盖板(10)、上压缸(11)、上油压缸(12)、气压采集传感器(13)、加压气缸(14)和气压校准杆(15)组成,所述检测机构(3)前侧底端的中部设置有检测腔(9),所述检测腔(9)的上端设置有密封盖板(10),所述检测机构(3)的前侧中上部设置有上压缸(11),所述检测机构(3)的顶端后侧设置有上油压缸(12),所述检测机构(3)的内侧中部设置有气压采集传感器(13),所述检测机构(3)内侧的底端后侧等距设置有若干个加压气缸(14)。
2.根据权利要求1所述的自动气密性检测机,其特征在于:所述设备台面(1)顶端的中前部设置有电机输送料机构(7),所述设备台面(1)的顶端中部一侧设置有伺服取放料机构(5),所述伺服取放料机构(5)上设置有抓取机械手(6),所述设备台面(1)的顶端中部一侧设置有取放料区(2),所述取放料区(2)上设置有旋转机构(4)。
3.根据权利要求1所述的自动气密性检测机,其特征在于:所述设备台面(1)的底端中部固定连接在电控箱(8)的顶端,所述电控箱(8)的前后端均设置有检修门,所述电控箱(8)的两侧中下部均设置有散热格栅,所述电控箱(8)的底端四角处均设置有支撑脚。
4.根据权利要求1所述的自动气密性检测机,其特征在于:所述检测机构(3)内侧的后端中部等距设置有若干个气压校准杆(15),所述设备台面(1)的材质采用的是高碳不锈钢材质。
5.自动气密性检测机使用方法,其特征在于,包括以下使用步骤:
技术总结
本发明提供自动气密性检测机及其使用方法,涉及气密性检测设备技术领域。该自动气密性检测机及其使用方法,包括设备台面,所述设备台面顶端的中后部一侧设置有检测机构,所述检测机构由检测腔、密封盖板、上压缸、上油压缸、气压采集传感器、加压气缸和气压校准杆组成,所述检测机构前侧底端的中部设置有检测腔,所述检测腔的上端设置有密封盖板。通过输料-抓取-旋转-密封-加压-采集-分析-识别-传送一个自动化检测流程对检测产品的气密性进行检测,并且通过PLC控制器以及PLC软件对采集数据进行分析对比,然后将合格产品和不合格产品进行区分出来,降低整体检测作业中人工辅助的程度,自动化程度较高。
技术研发人员:施有良,郭亮,周斌,胡月月
受保护的技术使用者:深圳中科智连电子有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!