一种自动扫码分拣装置的制作方法
1.本发明属于自动分拣技术领域,具体涉及一种自动扫码分拣装置。
背景技术:
2.中国作为世界上最大的制造业基地,每年的工业生产总值约占gdp总额的一半。现代先进制造业的迅速发展使得传统的生产模式不再适合,制造业的转型迫在眉睫。条形码作为工业信息基本载体,其识别技术尤为重要。每个条形码中都蕴含着产品信息,而在自动化生产中,需要对产品进行扫码识别分拣,现有的一般采用手持式二维码扫描系统仅识别二维码内容,再由人工进行分类,浪费人力,工作效率低,及容易造成产品混装不良,不利于批量生产。
3.例如公开号:cn104841641b,一种基于条形码全方位立体式扫描自动分拣物件装置,依次包括上下堆积物品分离装置、左右排列物品分离装置、全方位立体式自动扫描装置、以及物品推出装置;可以对杂乱堆积的各种物品进行逐个分离,而且还能实现对物品上的条形码进行准确的扫描、识别、分类,其基本实现了自动化,大大解放了人力,缩短了物流分拣所用的时间,提高了物品分拣的效率,同时还能极大的推动网上购物的发展。
4.上述装置虽然可以将杂乱堆积的各种物品进行逐个分离,还能实现对物品上的条形码进行准确的扫描、识别、分类,但是现有技术在产品上料时无法保证条形码或二维码的朝向,以至于条形码或二维码未朝向检测设备时无法扫码。此时该产品就会由剔除由人工进行重新放置进行再次扫描,这是使得分拣装置工作效率低,而且浪费人力,不利于批量生产。
技术实现要素:
5.为解决现有技术中存在的上述问题,本发明提供了一种自动扫码分拣装置,解决了当条形码不处于扫码器所扫描的范围时产品会被剔除重新进行放置进行再次扫描的问题。
6.本发明的目的可以通过以下技术方案实现:一种自动扫码分拣装置,包括底板和安装在底板上的上料机构、翻转机构、检测机构、送料机构和分拣机构,产品依次经过所述上料机构、翻转机构和送料机构,所述分拣机构用于对产品进行分拣,所述检测机构的检测区域覆盖翻转机构所在区域,所述检测机构用于扫码获取产品信息;
7.所述翻转机构包括固定架、滑动组件、顶升组件、夹持组件和翻转组件,所述固定架安装底板上,所述滑动组件安装于固定架上,所述滑动组件用于将上料机构的产品经过检测机构运输达到送料机构,所述顶升组件设置于滑动组件的滑动端,所述顶升组件用于将产品顶升至夹持组件的同高度处,所述夹持组件通过翻转组件与固定架旋转连接。
8.该自动扫码分拣装置通过滑动组件接收上料机构上的产品,再通过顶升组件将产品顶升至夹持组件处,夹持组件夹持产品通过翻转组件将产品进行翻转,让检测机构可以对产品的粘贴的条形码进行扫描,将扫描得到的信息通过控制系统送到分拣机构,扫描完
成滑动组件将产品运输到送料机构上由分拣机构进行分拣。
9.作为本发明的一种优选技术方案,所述滑动组件包括伺服电机、第一支撑座、第二支撑座、丝杆、两导向轴和滑块,所述第一支撑座和第二支撑座均安装在固定架上,所述伺服电机固定于第一支撑座上,所述丝杆位于两支撑座之间,所述丝杆一端安装在第二支撑座上,其另一端穿过第一支撑座与伺服电机连接,两所述导向轴安装于第一支撑座和第二支撑座之间且位于丝杆的两侧,所述滑块套设于丝杆上且与导向轴滑动连接。
10.作为本发明的一种优选技术方案,所述顶升组件包括顶升气缸和顶升槽,所述顶升气缸安装于滑块上,所述顶升槽固定于顶升气缸的活动端,所述顶升槽用于承接上料机构上的产品。
11.作为本发明的一种优选技术方案,所述夹持组件包括夹持气缸和夹爪,所述翻转组件包括主电机、连接轴、转动轴,所述主电机与底板连接,所述主电机通过连接轴与转动轴连接,所述转动轴安装于固定架顶面,所述夹持气缸与转动轴连接,所述夹爪固定在夹持气缸的夹持端。
12.作为本发明的一种优选技术方案,所述上料机构包括上料机、阻挡气缸、固定气缸和导向条,所述上料机与底板连接,所述上料机顶面两侧安装有若干导向条,所述固定气缸安装在上料机的入料端,所述阻挡气缸安装于上料机的出料端,所述阻挡气缸靠近入料端的一侧设置有接近感应器。
13.作为本发明的一种优选技术方案,所述检测机构包括固定杆、扫码器和固定座,所述固定杆安装于底板上,所述扫码器通过固定座与固定杆连接。
14.作为本发明的一种优选技术方案,所述送料机构包括送料机、导向框和收集仓,所述送料机安装在底板上,所述导向框安装在送料机的一侧,所述收集仓位于底板上且与导向框的位置所对应。
15.作为本发明的一种优选技术方案,所述分拣机构包括分拣气缸、支撑架和传感器,所述分拣气缸通过支撑架与底板连接,所述传感器安装于支撑架上,所述传感器位于分拣气缸的一侧且靠近送料机入料的一侧。
16.本发明的有益效果为:通过滑动组件接收上料机构上的产品,再通过顶升组件将产品顶升至夹持组件处,夹持组件夹持产品通过翻转组件将产品进行翻转,让检测机构可以对产品的粘贴的条形码进行扫描,将扫描得到的信息通过控制系统送到分拣机构,扫描完成滑动组件将产品运输到送料机构上由分拣机构进行分拣,这在自动生产的过程中,可以取消人工进行分类的方式,节约了人力,提高了工作效率,减少的产品混装不良率,实现了批量生产,而且解决了当条形码不处于扫码器所扫描的范围时产品会被剔除重新进行放置进行再次扫描的问题。
附图说明
17.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
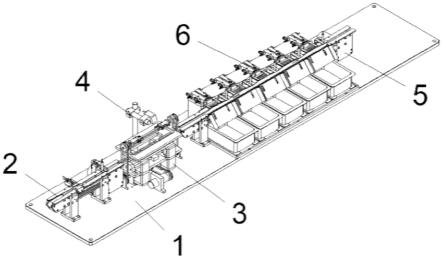
18.图1为本发明的立体图;
19.图2为本发明上料机构示意图;
20.图3为本发明翻转机构示意图;
21.图4为本发明翻转组件示意图;
22.图5为本发明滑动组件示意图;
23.图6为本发明送料机构示意图;
24.主要元件符号说明
25.图中:1、底板;2、上料机构;21、上料机;22、阻挡气缸;23、固定气缸;24、导向条;25、接近感应器;3、翻转机构;31、固定架;32、滑动组件;321、伺服电机;322、第一支撑座;323、第二支撑座;324、丝杆;325、导向轴;326、滑块;33、顶升组件;331、顶升气缸;332、顶升槽;34、夹持组件;341、夹持气缸;342、夹爪;35、翻转组件;351、主电机;352、连接轴;353、转动轴;4、检测机构;41、固定杆;42、扫码器;43、固定座;5、送料机构;51、送料机;52、导向框;53、收集仓;6、分拣机构;61、分拣气缸;62、支撑架;63、传感器。
具体实施方式
26.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
27.请参阅图1-6,本实施例提供了一种自动扫码分拣装置,包括底板1和安装在底板1上的上料机构2、翻转机构3、检测机构4、送料机构5和分拣机构6,产品经过上料机构2到翻转机构3,翻转机构3对产品进行90
°
翻转,直到检测机构4对可以对产品进行扫描检测,检测完成检测机构4将产品信息传送到分拣机构6,检测完成后翻转机构3将产品运输到送料机构5,再由分拣机构6对产品进行分拣,通过翻转机构3对产品进行翻转,可以保证检测机构4可以完成对产品检测,不会出现检测不到产品信息的情况发生。
28.为了更好的对产品进行翻转,本实施列中,翻转机构3包括固定架31、滑动组件32、顶升组件33、夹持组件34和翻转组件35,通过滑动组件32接收上料机构2上的产品,再通过顶升组件33将产品顶升至夹持组件34处,夹持组件34夹持产品通过翻转组件35将产品进行翻转,让检测机构4可以对产品的粘贴的条形码进行扫描,将扫描得到的信息通过控制系统送到分拣机构6,扫描完成滑动组件32将产品运输到送料机构5上由分拣机构6进行分拣,这就可以保证检测机构4可以完成对产品检测,不会出现检测不到产品信息的情况发生。
29.为了让滑动组件32可以从上料机构2接到产品,在一实施例中,滑动组件32包括伺服电机321、第一支撑座322、第二支撑座323、丝杆324、两导向轴325和滑块326,通过伺服电机321带动将丝杆324转动,让安装在两支持座之间的丝杆324带动滑块326进行左右的移动,再通过两个导向轴325来对滑块326进行下一步的固定和导向,安装在滑块326上的顶升组件33可以将产品从上料机构2处接过来,在检测完成后再将产品运输到送料机构5上。
30.为了让夹持组件34可以对产品进行夹持,在一实施例中,顶升组件33包括顶升气缸331和顶升槽332,当产品位于顶升槽332中时,顶升气缸331将顶升槽332顶起,让顶升槽332中产品的轴心与夹持组件34的夹持中心处于同一高度,这就可以将产品进行夹持。
31.为了实现对产品进行翻转,在一实施例中,夹持组件34包括两夹持气缸341和夹爪342,翻转组件35包括主电机351、连接轴352、转动轴353,主电机351通过连接轴352带动转动轴353进行转到,让安装在转动轴353上的夹持气缸341可以随着转动轴353一起旋转,这就可以实现对产品进行翻转,为了让产品在翻转的过程中更加的稳定,夹持气缸341设置有两个,在产品的两侧进行夹持,这就可以在在翻转的过程中保证产品的稳定性。
32.为了对产品进行上料,在一实施例中,上料机构2包括上料机21、阻挡气缸22、固定
气缸23和导向条24,导向条24设置在上料机构2传送带的两侧来对产品进行导向,让产品只能由一个方向进行上料,当有产品在进行翻转时,安装在阻挡气缸22一侧的接近感应器25感应到有产品经过时,阻挡气缸22对产品进行阻拦,让产品不会进入到翻转机构3中而导致产品掉落而遗失或者卡住翻转机构3,同时当接近感应器25感应到有产品经过时固定气缸23也会对后续进行的产品进行固定,让产品固定在上料机21的上料端不再往后运输,进一步的保证产品不会在翻转机构3在运作时运输到翻转机构3处。
33.为了对产品进行检测,在一实施例中,检测机构4固定杆41、扫码器42和固定座43,通过调节固定座43在固定杆41上的高度,让安装在固定座43上的扫码器42可以获得一个最好的扫描区域,让扫码器42可以更好的完成对产品的检测。
34.为了将产品进行送料然后进行分拣,在一实施例中,送料机构5包括送料机51、导向框52和收集仓53,送料机51将产品从滑动组件32处进行送料时,分拣机构6对由检测机构4获得的产品信号后对产品进行分拣,分拣的产品经过导向框52落入到收集仓53中,之后再由人工将收集仓53中的产品进行收集,这就减少的产品混装不良率,实现了批量生产。
35.为了对产品进行分拣,在一实施例中,分拣机构6包括分拣气缸61、支撑架62和传感器63,分拣气缸61通过支撑架62与底板1连接,在本发明中分拣气缸61和传感器63均设置有4个,具体数量可以由需要分拣的产品种类进行设置,传感器63从检测机构4上的收到信号时会开始运作,当产品从相应的传感器63处经过时,传感器63会将这一信号传送给分拣气缸61,分拣气缸61运作将产品推动到导向框52中,这就可以对产品进行分拣,取消人工进行分类的方式,节约了人力,提高了工作效率。
36.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1