一种叠片处理装置及方法与流程
1.本技术属于硅片处理领域,具体地说,涉及一种叠片处理装置及方法。
背景技术:
2.硅片经过分选机分选检测后,要根据分选后的等级对硅片进行分类收片,将不同等级的硅片收至不同的料盒中,若干张硅片以叠片的形式放置在料盒内。
3.在对叠片进行打包处理前,需要人工对叠片的表面进行检查,并将合格的叠片进行打包处理,在对叠片打包的时候,需要人工为叠片加垫纸,防止污染硅片。
4.目前对于叠片的检查、加纸是通过人工进行,这种方式效率较低,不利于叠片处理的效率提升。
技术实现要素:
5.针对当前由人工处理叠片的效率较低的问题,本技术提出了一种叠片处理装置及方法。
6.第一方面,本技术提出了一种叠片处理装置,包括:叠片输送装置、叠片托举装置,以及沿叠片输送装置的输送方向依次设置的叠片检测装置和第一加纸装置,其中:
7.叠片输送装置用于输送叠片依次经过检测工位和加纸工位;
8.叠片检测装置位于检测工位,被配置为对叠片输送装置上输送至检测工位的叠片进行缺陷检测;
9.叠片托举装置位于加纸工位,被配置为将经叠片检测装置检测合格的叠片托举至脱离叠片输送装置;
10.第一加纸装置位于加纸工位,被配置为将垫纸放置到叠片托举装置托举的叠片的下方;
11.叠片托举装置还被配置为将脱离叠片输送装置的叠片下放至叠片输送装置,由叠片输送装置向后道输送底部放置有垫纸的叠片。
12.通过设置叠片输送装置、叠片托举装置、叠片检测装置和第一加纸装置,实现对叠片检测、加纸、输送的自动化作业,不再需要由人工进行叠片复检以及叠片加纸,大大节省了人力,实现了检测加纸的自动化,提高了叠片处理的效率。
13.可选的,叠片托举装置将经叠片检测装置检测合格的叠片托举至脱离叠片输送装置之后,第一加纸装置将垫纸放置到叠片输送装置上,叠片托举装置将叠片下放至叠片输送装置上,且叠片的底部覆盖至垫纸上。
14.通过叠片托举装置先将叠片托举至脱离叠片输送装置,便于第一加纸装置由将垫纸放置到叠片输送装置上,再由叠片托举装置将叠片下放至放置有垫纸的叠片输送装置上,结构简单,空间利用率高,成本可控。
15.可选的,叠片托举装置将经叠片检测装置检测合格的叠片托举至脱离叠片输送装置之后,第一加纸装置将垫纸放置到叠片的底部,叠片托举装置将底部放置有垫纸的叠片
放至叠片输送装置上。
16.通过叠片托举装置先将叠片托举至脱离叠片输送装置,便于第一加纸装置将垫纸先放置到叠片的底部,然后由叠片托举装置将垫纸及叠片一起放至叠片输送装置上,可以保证垫纸被更平稳地放置到叠片底部,且能够更平稳地由叠片输送装置进行输送。
17.可选的,叠片处理装置还包括吹气装置,吹气装置设置在加纸工位,且位于叠片托举装置的下方,被配置为对位于叠片下方的垫纸进行吹气。
18.通过设置吹气装置,可以朝向叠片下方的垫纸进行吹气,防止垫纸的边缘下垂,影响加纸效果。
19.可选的,第一加纸装置包括第一收纳单元和第一取放单元,第一收纳单元设置在叠片输送装置的上方,第一取放单元设置在叠片输送装置的下方,且能朝向第一收纳单元升降。
20.将第一收纳单元和第一取放单元分别设置在叠片输送装置的上方和下方,结构紧凑,节省空间,将第一取放单元设置成能朝向第一收纳单元升降,在取纸时,朝向第一收纳单元运动即可,取纸结束后,可下降至叠片输送装置的下方,从而避免干涉叠片输送单元的输送。
21.可选的,叠片处理装置还包括第二加纸装置,用于将垫纸放置到经叠片检测装置检测合格的叠片的顶部。
22.通过设置第二加纸装置,向叠片的顶部放置垫纸,实现叠片底部和顶部的加纸的全自动化,大大提高加纸效率。
23.可选的,第一加纸装置还被配置为将垫纸放置到经叠片检测装置检测合格的叠片的顶部。
24.在加纸时间节拍允许的情况下,利用第一加纸装置向合格的叠片的顶部放置垫纸,能够减少叠片处理装置的空间利用率,同时减少叠片处理装置的成本。
25.可选的,当叠片处理装置还包括第二加纸装置时,第一加纸装置和第二加纸装置共用同一个垫纸容纳单元,垫纸容纳单元包括上下设置的第一容纳腔和第二容纳腔,第一容纳腔用于为第一加纸装置提供垫纸,第二容纳腔用于为第二加纸装置提供垫纸。
26.第一加纸装置和第二加纸装置共用同一个垫纸容纳单元,减少了垫纸容纳单元的占用空间,使叠片处理装置的结构更加紧凑,车间可利用率强。
27.可选的,当叠片处理装置还包括第二加纸装置时,第一加纸装置和第二加纸装置各自配置有用于收纳垫纸的收纳单元。
28.第一加纸装置和第二加纸装置各自配置有用于收纳垫纸的收纳单元,使得第一加纸装置和第二加纸装置的垫纸能够各自独立存储,更便于垫纸的更换。
29.可选的,第一加纸装置包括位于加纸工位的供纸单元、牵引单元、裁切单元和承载单元,供纸单元被配置为提供连续垫纸;牵引单元被配置为将供纸单元的出纸端牵引经过承载单元上方;裁切单元位于承载单元后道且被配置为裁切连续垫纸,裁切得到的片状垫纸承载于承载单元上,承载单元将片状垫纸放置到叠片托举装置托举的叠片的下方。
30.通过牵引单元和裁切单元将供纸单元所提供的连续垫纸裁切成片状垫纸,利用承载单元将片状垫纸放置到叠片的下方,相对于直接从一盒片状垫纸中拾取一张垫纸放置到叠片的下方,省去了分离垫纸的步骤,可以进一步提高加纸效率,进而提高叠片处理效率。
31.第二方面,本技术提出了一种叠片处理方法,叠片处理方法包括:
32.利用叠片检测装置对叠片进行缺陷检测;
33.利用第一加纸装置向合格叠片的底部放置垫纸;
34.利用叠片输送装置将底部放置有垫纸的叠片向后道输送。
35.通过叠片检测装置对叠片进行缺陷检测,较人工检查更加快速、检测标准也更统一,具有更好的检测效果,通过第一加纸装置向合格叠片的底部放置垫纸,较人工放置垫纸更加便捷、效率高,通过叠片输送装置将底部放置有垫纸的叠片向后道输送,实现了叠片处理的自动化、效率更高。
36.可选地,利用第一加纸装置向合格叠片的底部放置垫纸包括:
37.利用叠片托举装置将叠片托举至脱离叠片输送装置;
38.利用第一加纸装置向叠片输送装置上放置垫纸;
39.利用叠片托举装置将合格叠片下放至垫纸上。
40.通过叠片托举装置先将叠片托举至脱离叠片输送装置,便于第一加纸装置向叠片输送装置上放置垫纸,在叠片输送装置上放置好垫纸后,再利用叠片托举装置将合格叠片下放到垫纸上,加纸方式简单,易于实现。
41.可选地,利用第一加纸装置向合格叠片的底部放置垫纸包括:
42.利用叠片托举装置将叠片托举至脱离叠片输送装置;
43.利用第一加纸装置向叠片的底部放置垫纸;
44.利用叠片托举装置将叠片及叠片底部的垫纸一起下放至垫纸上。
45.通过叠片托举装置先将叠片托举至脱离叠片输送装置,便于第一加纸装置将垫纸先放置到叠片的底部,然后由叠片托举装置将垫纸及叠片一起放至叠片输送装置上,可以保证垫纸被更平稳地放置到叠片底部,且能够更平稳地由叠片输送装置进行输送。
46.可选地,叠片处理方法还包括:
47.利用第二加纸装置向合格叠片的顶部放置垫纸。
48.在第一加纸装置向合格叠片的底部放置垫纸之后,通过第二加纸装置向合格叠片的顶部放置垫纸,完成叠片的底部及顶部的加纸的自动化。
49.可选地,叠片处理方法还包括:利用第一加纸装置向合格叠片的顶部放置垫纸。
50.在加纸时间节拍允许的情况下,利用第一加纸装置分别向合格的叠片的下方、顶部放置垫纸,能够减少叠片处理装置的成本。
51.可选地,利用第一加纸装置向合格叠片的底部放置垫纸,包括:利用第一加纸装置拾取片状垫纸,并向合格叠片的底部放置拾取的片状垫纸,或者,利用第一加纸装置裁切连续的垫纸以获得片状垫纸,并向合格叠片的底部放置拾取的片状垫纸。
52.直接利用第一加纸装置拾取片状垫纸,节省加纸时间;利用第一加纸装置裁切连续的垫纸以获得片状垫纸,再将片状垫纸放到合格叠片的底部,减少了分离垫纸的步骤,提高了垫纸的加纸效果;在对叠片进行处理(加纸)时,可以根据需求灵活选择。
53.可选地,在利用第一加纸装置向合格叠片的底部放置垫纸的同时,向垫纸进行均匀的吹气。
54.通过对垫纸进行均匀的吹气,能够防止垫纸的边缘下垂,影响加纸效果。
附图说明
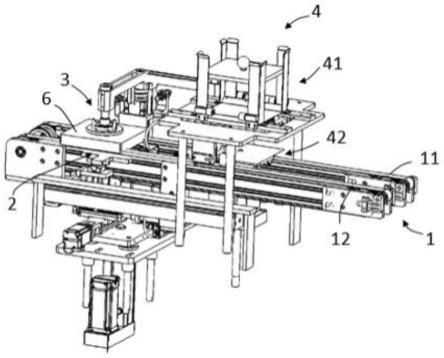
55.图1为叠片处理装置的一种实施方式示意图;
56.图2为第一加纸装置的第一收纳单元的一种实施方式示意图;
57.图3为图2的局部放大示意图;
58.图4为第一加纸装置和第二加纸装置的第一种实施方式示意图;
59.图5为第一加纸装置和第二加纸装置的第二种实施方式示意图;
60.图6为第一加纸装置和第二加纸装置的第三种实施方式示意图;
61.图7为第一加纸装置的另一种实施方式示意图;
62.图8为叠片检测装置的第一种实施方式示意图;
63.图9为叠片检测装置的第二种实施方式示意图;
64.图10为叠片检测装置的第三种实施方式示意图;
65.图中:叠片输送装置1、第一输送带11、第二输送带12、叠片托举装置2、叠片检测装置3、侧面检测相机31、倒角面检测相机32、第一加纸装置4、第一收纳单元41、限位柱411、底板412、取放口413、滚刷414、气缸415、限位滚轮416、安装板417、滑动板418、限位槽419、第一取放单元42、第二加纸装置5、第二收纳单元51、第二取放单元52、叠片6。
具体实施方式
66.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术中的技术方案进行清楚、完整地描述。其中,所描述的实施例是本技术一部分实施例,而不是全部的实施例。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。
67.下文中将参考附图并结合实施例来详细说明本技术。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
68.针对当前由人工处理叠片的效率较低的问题,第一方面,本技术提出了一种叠片处理装置。
69.如图1所示,叠片处理装置包括:叠片输送装置1、叠片托举装置2,以及沿叠片输送装置1的输送方向依次设置的叠片检测装置3和第一加纸装置4,其中:
70.叠片输送装置1用于输送叠片依次经过检测工位和加纸工位;
71.叠片检测装置3位于检测工位,被配置为对叠片输送装置1上输送至检测工位的叠片进行缺陷检测;
72.叠片托举装置2位于加纸工位,被配置为将经叠片检测装置3检测合格的叠片托举至脱离叠片输送装置1;
73.第一加纸装置4位于加纸工位,被配置为将垫纸放置到叠片托举装置2托举的叠片的下方;
74.叠片托举装置2还被配置为将脱离叠片输送装置1的叠片下放至叠片输送装置1,由叠片输送装置1向后道输送底部放置有垫纸的叠片。
75.其中:叠片检测装置3所检测的区域主要包括叠片的外表面部分,即叠片的底部、顶部,由硅片的四条边所叠放形成的四个侧面、由硅片的四个倒角所叠放行程的四个倒角面,叠片检测的主要缺陷包括但不限于表面脏污,崩角等缺陷。
76.在一种实施方式中,叠片检测装置3包括检测相机和光源,检测相机设置在检测工位的上方和/或下方,光源朝向叠片的顶部和/或朝向叠片的底部打光,由检测相机获取检测工位上叠片的顶部和/或底部图片。
77.在一种实施方式中,如图8所示,叠片检测装置3包括侧面检测相机31和倒角面检测相机32、光源和旋转机构,侧面检测相机31和倒角面检测相机32设置在检测工位的边侧,光源朝向叠片的侧面和倒角面打光,旋转机构设置在检测工位中,旋转机构可承载着叠片旋转,图8(a)中,侧面检测相机31和倒角面检测相机32分别获取叠片的侧面a、倒角a的图像,图8(b)中,利用旋转机构将叠片顺时针旋转90
°
,侧面检测相机31和倒角面检测相机32分别获取叠片的侧面b、倒角b的图像,图8(c)中,利用旋转机构将叠片顺时针旋转90
°
,侧面检测相机31和倒角面检测相机32分别获取叠片的侧面c、倒角c的图像,图8(d)中,利用旋转机构将叠片顺时针旋转90
°
,侧面检测相机31和倒角面检测相机32分别获取叠片的侧面d、倒角d的图像,交替将叠片的其他侧边和倒角面旋转至侧面检测相机31、倒角面检测相机32能获取图片、光源能打到的位置,以完成叠片的四个侧边和倒角面的图片获取。这种实施方式中,叠片检测装置的结构简单,使用相机数量少,成本较低。
78.在一种实施方式中,如图9所示,叠片检测装置3包括两个侧面检测相机31、两个倒角面检测相机32、光源和旋转机构,如图9(a)所示,两组侧面检测相机31和倒角面检测相机32分别获取叠片的侧面a、倒角面a和侧面c、倒角面c的图像,将叠片顺时针旋转90
°
后,如图9(b)所示,两组侧面检测相机31和倒角面检测相机32分别获取叠片的侧面b、倒角面b和侧面d、倒角面d的图像。这种实施方式中,叠片检测装置只需要旋转一次,就能完成叠片的四个侧面和四个倒角面的检测,检测效率更高。
79.在一种实施方式中,如图10所示,叠片检测装置3包括四个侧面检测相机31、四个倒角面检测相机32和四组光源,每个侧面检测相机31、每个倒角面检测相机32和每组光源分别对应叠片的一个侧面和倒角面设置,当叠片输送到检测工位时,四个侧面检测相机31、四个倒角面检测相机32各自获取叠片的对应侧面和倒角面的图像。这种实施方式中,叠片不再需要做旋转,检测效率进一步得到提高。
80.对于叠片输送装置,在一种实施方式中,叠片输送装置包括两条并行设置的输送带,即图1中的第一输送带11和第二输送带12,由两条并行设置的输送带承载叠片,两条并行设置的输送带之间的间隙,可以供叠片托举装置2穿过。
81.当然,在另一种实施方式中,叠片输送装置包括一条宽度较宽的输送带,由一条输送带承载叠片,此时,叠片托举装置可以设置在输送带的两侧,已对叠片输送装置上的叠片进行输送。
82.在一种可选的实施方式中,叠片托举装置2包括气缸415和托板,气缸415可以驱动托板穿过叠片输送装置1升降,当气缸415驱动托板上升时,托板会托起叠片输送装置1上的叠片,从而使叠片脱离叠片输送装置1;当气缸415驱动托板下降时,托板会带着叠片下降至叠片输送装置1。
83.通过设置叠片输送装置1、叠片托举装置2、叠片检测装置3和第一加纸装置4,由叠片输送装置输送叠片依次经过检测工位、加纸工位,并将叠片输送到后道工位,这一叠片流转过程,较人工从料盒中搬出叠片,在经过肉眼检查、给叠片加纸后将叠片进行打包,更加快速、节省人工成本;在检测工位设置叠片检测装置对叠片输送装置输送过来的叠片进行
检测,检测标准更加统一,较人工更加准确且快速,合格的叠片能够快速移送到加纸工位进行加纸;在加纸工位设置第一加纸装置,由叠片检测装置检测合格的叠片被叠片输送装置输送到加纸工位进行自动化加纸,较人工加纸效率更高;叠片托举装置则配合叠片输送装置以完成叠片的加纸动作。本技术实现了对叠片检测、加纸、输送的自动化作业,不再需要由人工进行叠片复检以及叠片加纸,大大节省了人力,提高了叠片处理的效率,此外,还可以避免人工处理叠片片对硅片造成的二次损伤。
84.可选的,叠片托举装置2将经叠片检测装置3检测合格的叠片托举至脱离叠片输送装置1之后,第一加纸装置4将垫纸放置到叠片输送装置1上,叠片托举装置2将叠片下放至叠片输送装置1上,且叠片的底部覆盖至垫纸上。
85.通过叠片托举装置2先将叠片托举至脱离叠片输送装置1,便于第一加纸装置4由将垫纸放置到叠片输送装置1上,再由叠片托举装置2将叠片下放至放置有垫纸的叠片输送装置1上,结构简单,空间利用率高,成本可控。
86.可选的,叠片托举装置2将经叠片检测装置3检测合格的叠片托举至脱离叠片输送装置1之后,第一加纸装置4将垫纸放置到叠片的底部,叠片托举装置2将底部放置有垫纸的叠片放至叠片输送装置1上。
87.通过叠片托举装置2先将叠片托举至脱离叠片输送装置1,便于第一加纸装置4将垫纸先放置到叠片的底部,即叠片的下方,然后由叠片托举装置2将垫纸及叠片一起放至叠片输送装置1上,可以保证垫纸被更平稳地放置到叠片底部,避免垫纸发生褶皱,且能够更平稳地由叠片输送装置1进行输送。
88.可选的,叠片处理装置还包括吹气装置,吹气装置设置在加纸工位,且位于叠片托举装置2的下方,被配置为对位于叠片下方的垫纸进行吹气。
89.具体的,当叠片处理装置采用如下形式时:叠片托举装置2将经叠片检测装置3检测合格的叠片托举至脱离叠片输送装置1之后,第一加纸装置4将垫纸放置到叠片输送装置1上,叠片托举装置2将叠片下放至叠片输送装置1上,且叠片的底部覆盖至垫纸上。
90.由于叠片输送装置1要实现对垫纸的承载,当垫纸的宽度大于叠片输送装置1的输送面时,垫纸突出叠片输送装置的边缘部分,可能会下垂,通过设置吹气装置对垫纸的边缘部分进行吹气,将垫纸吹拂至边缘部分与中间部分位于大致的同一水平面上,防止垫纸的边缘下垂,提高加纸效果。当然,如果叠片输送装置1为两条并行的第一输送带11和第二输送带12,也可以同时向位于第一输送带11和第二输送带12之间的垫纸部分吹气,保持垫纸能够处于大致水平的水平面内,以提高加纸效果。
91.当叠片处理装置采用如下形式时:叠片托举装置2将经叠片检测装置3检测合格的叠片托举至脱离叠片输送装置1之后,第一加纸装置4将垫纸放置到叠片的底部,叠片托举装置2将底部放置有垫纸的叠片放至叠片输送装置1上。
92.在第一加纸装置4将垫纸放置到叠片的底部的过程中,由于需要从下向上将垫纸拖至叠片的底部,在这一过程中,通过吹气装置朝向垫纸吹气,不仅能防止垫纸下垂,且有助于将垫纸贴放在叠片的底部,进而提高加纸效果及效率。可选的,第一加纸装置4包括第一收纳单元41和第一取放单元42,第一收纳单元41设置在叠片输送装置1的上方,第一取放单元42设置在叠片输送装置1的下方,且能朝向第一收纳单元41升降。
93.将第一收纳单元41和第一取放单元42分别设置在叠片输送装置1的上方和下方,
结构紧凑,节省空间,将第一取放单元42设置成能朝向第一收纳单元41升降,在取纸时,朝向第一收纳单元41运动即可,取纸结束后,可下降至叠片输送装置1的下方,从而避免干涉叠片输送单元上叠片的输送。
94.在一种可选的实施方式中,如图2和3所示,第一加纸装置4的第一收纳单元41的收纳空间可调节,具体的,第一收纳单元41包括四个限位柱411、四个安装板417、两个滑动板418、底板412和两个气缸415,每个限位柱411分别固定在对应的一个安装板417上,两个限位柱411为一组,分别通过安装板417沿第一方向滑动设置在一个滑动板418上,滑动板418则沿与第一方向垂直的方向滑动设置在底板412上。安装板417和底板412之间设置限位组件,将安装板417沿第一方向的运动和滑动板418沿与第一方向垂直的方向的运动合成。
95.限位组件包括限位滚轮416和限位槽419,限位滚轮416固定设置在安装板417上,限位槽419设置在底板412上,限位滚轮416可以沿限位槽419滚动,限位槽419的延长线方向与第一方向呈45
°
夹角。
96.两个气缸415分别驱动滑动板418运动,在限位组件和安装板417的作用下,实现四个限位柱411所围成的第一收纳单元41的空间调节,该种实施方式能够依据待加纸硅片的尺寸,调整第一收纳单元41的收纳空间,适应不同尺寸的垫纸。
97.在一种可选的实施方式中,如图2和3所示,第一收纳单元41中还可以设置滚刷414,对垫纸进行分离,避免第一取放单元42依次取出数张纸,影响叠片处理装置的整体效率。底板412对应收纳空间的位置,开设由取放口413,以能够从第一收纳单元41的下方取出垫纸。
98.对于第一加纸装置4的实施方式,除上述方式外,还可以为:
99.如图7所示,第一加纸装置4包括位于加纸工位的供纸单元44、牵引单元45、裁切单元46和承载单元47,供纸单元44被配置为提供连续垫纸;牵引单元45被配置为将供纸单元44的出纸端牵引经过承载单元47上方;裁切单元46位于承载单元47后道且被配置为裁切连续垫纸,裁切得到的片状垫纸承载于承载单元47上,承载单元47将片状垫纸放置到叠片托举装置2托举的叠片的下方。
100.为了是承载单元47能够更好地承载垫纸,并将垫纸高效地放到叠片的下方,承载单元47包括升降部、承载部和吸附部,承载部设置在升降部的驱动端,由升降部驱动上下运动,以将片状垫纸放到叠片的下方,吸附部设置在承载部上,由于吸附承载部上的片状垫纸。
101.在一种可选的实施方式中,将供纸单元44、牵引单元45、裁切单元46和承载单元47设置在叠片输送装置的下方,可以增加设备的空间利用率,且能够避让叠片的输送及托举。
102.通过牵引单元和裁切单元将供纸单元所提供的连续垫纸裁切成片状垫纸,利用承载单元将片状垫纸放置到叠片的下方,相对于直接从一盒片状垫纸中拾取一张垫纸放置到叠片的下方,省去了分离垫纸的步骤,可以进一步提高加纸效率,进而提高叠片处理效率。
103.可选的,叠片处理装置还包括第二加纸装置5,用于将垫纸放置到经叠片检测装置3检测合格的叠片的顶部。
104.通过设置第二加纸装置,向叠片的顶部放置垫纸,实现叠片底部和顶部的加纸的全自动化,大大提高加纸效率。
105.当然,在加纸时间节拍允许的情况下,在一种可选的实施方式中,第一加纸装置4
还被配置为将垫纸放置到经叠片检测装置3检测合格的叠片的顶部(即不需要第二加纸装置5),如此,能够减少叠片处理装置的空间利用率,同时减少叠片处理装置的成本。
106.当叠片处理装置包括第一加纸装置和第二加纸装置时,具有多种可选实施方式,现举例如下:
107.如图4所示,为第一加纸装置4和第二加纸装置5的一种实施方式,第一加纸装置4和第二加纸装置5分别设置在叠片输送装置的两侧,且第一加纸装置和第二加纸装置各自配置有用于收纳垫纸的收纳单元;第一加纸装置4包括第一收纳单元41和第一取放单元42,第二加纸装置5包括第二收纳单元51和第二取放单元52,当叠片托举装置2将叠片托举至脱离叠片输送装置1后,由第一取放单元41(可以为可旋转吸盘)从第一收纳单元41中拾取一张垫纸放置到叠片输送装置上,然后由叠片托举装置2将叠片6下放至叠片输送装置1上的垫纸上,继续由第二取放单元从第二收纳单元至2中拾取一张垫纸放置到叠片6的顶部,在第一加纸装置4和第二加纸装置5的配合下,实现叠片6底部和顶部的加纸。
108.可选的,叠片处理装置还包括垫纸压持部,用于压持叠片6顶部的垫纸,防止叠片6顶部的垫纸在叠片输送过程中发生掉落、偏移。
109.为了增加压持部的可循环利用性,压持部可以自加纸工位到后道处理工位之间循环利用,当第二加纸装置5将垫纸放置到叠片6的顶部后,控制压持部压在叠片顶部的垫纸上,当叠片输送装置承载着放置有垫纸的叠片运动到后道工位后,控制压持部离开叠片,并返回至加纸工位。
110.可选的,第一加纸装置4和第二加纸装置5共用同一个垫纸容纳单元,垫纸容纳单元包括上下设置的第一容纳腔43和第二容纳腔53,第一容纳腔43用于为第一加纸装置4提供垫纸,第二容纳腔53用于为第二加纸装置5提供垫纸。
111.第一加纸装置4和第二加纸装置5共用同一个垫纸容纳单元,可以减少放纸时间,减少垫纸容纳单元的占用空间,使叠片处理装置的结构更加紧凑,车间可利用率增强。
112.具体的,如图5所示,为第一加纸装置4和第二加纸装置5共用同一个垫纸容纳单元的一种实施方式示意。第一加纸装置4的第一取放单元42为相对于叠片输送装置1可升降的托板,第一取放单元42可上升至第一容纳腔43下方取垫纸;第二加纸装置5的第二容纳腔53位于第一容纳腔43上方,第二取放单元52(可以为具有吸附功能的旋转吸盘)从第二容纳腔53中拾取垫纸放到叠片的顶部。
113.如图6所示,为第一加纸装置4和第二加纸装置5共用同一个垫纸容纳单元的另一种实施方式示意,第一加纸装置4的第一容纳腔43设置在第二加纸装置5的第二容纳腔53上方,第一取放单元42(可以为具有吸附功能的旋转吸盘)从第一容纳腔43中拾取垫纸放置到叠片输送装置1上或者是放置到叠片6的底部;第二取放单元52(可以为具有吸附功能的旋转吸盘)从第二容纳腔53中拾取垫纸放置到叠片6的顶部。第二方面,本技术提出了一种叠片处理方法,叠片处理方法包括:
114.利用叠片检测装置3对叠片进行缺陷检测;
115.利用第一加纸装置4向合格叠片的底部放置垫纸;
116.利用叠片输送装置1将底部放置有垫纸的叠片向后道输送。
117.通过叠片检测装置3对叠片进行缺陷检测,较人工检查更加快速、检测标准也更统一,具有更好的检测效果,通过第一加纸装置4向合格叠片的底部放置垫纸,较人工放置垫
纸更加便捷、效率高,通过叠片输送装置1将底部放置有垫纸的叠片向后道输送,实现了叠片处理的自动化、效率更高。
118.可选地,利用第一加纸装置4向合格叠片的底部放置垫纸包括:
119.利用叠片托举装置2将叠片托举至脱离叠片输送装置1;
120.利用第一加纸装置4向叠片输送装置1上放置垫纸;
121.利用叠片托举装置2将合格叠片下放至垫纸上。
122.通过叠片托举装置2先将叠片托举至脱离叠片输送装置1,便于第一加纸装置4向叠片输送装置1上放置垫纸,在叠片输送装置1上放置好垫纸后,再利用叠片托举装置2将合格叠片下放到垫纸上,加纸方式简单,易于实现。
123.可选地,利用第一加纸装置4向合格叠片的底部放置垫纸包括:
124.利用叠片托举装置2将叠片托举至脱离叠片输送装置1;
125.利用第一加纸装置4向叠片的底部放置垫纸;
126.利用叠片托举装置2将叠片及叠片底部的垫纸一起下放至垫纸上。
127.通过叠片托举装置2先将叠片托举至脱离叠片输送装置1,便于第一加纸装置4将垫纸先放置到叠片的底部,然后由叠片托举装置2将垫纸及叠片一起放至叠片输送装置1上,可以保证垫纸被更平稳地放置到叠片底部,且能够更平稳地由叠片输送装置1进行输送。
128.可选地,叠片处理方法还包括:利用第一加纸装置向合格叠片的顶部放置垫纸。
129.在加纸时间节拍允许的情况下,利用第一加纸装置分别向合格的叠片的下方、顶部放置垫纸,能够减少叠片处理装置的成本。
130.可选地,叠片处理方法还包括:
131.利用第二加纸装置向合格叠片的顶部放置垫纸。
132.在第一加纸装置4向合格叠片的底部放置垫纸之后,通过第二加纸装置向合格叠片的顶部放置垫纸,完成叠片的底部及顶部的加纸的自动化。
133.可选地,在利用第二加纸装置向合格叠片的顶部放置垫纸之后,叠片处理方法还包括:利用压持部压持叠片顶部的垫纸。
134.压持部对叠片顶部的垫纸压持,能够放置叠片顶部的垫纸在叠片输送的过程中发生掉落、偏移。
135.可选地,利用第一加纸装置向合格叠片的底部放置垫纸,包括:利用第一加纸装置拾取片状垫纸,并向合格叠片的底部放置拾取的片状垫纸,或者,利用第一加纸装置裁切连续的垫纸以获得片状垫纸,并向合格叠片的底部放置拾取的片状垫纸。
136.直接利用第一加纸装置拾取片状垫纸,节省加纸时间;利用第一加纸装置裁切连续的垫纸以获得片状垫纸,再将片状垫纸放到合格叠片的底部,减少了分离垫纸的步骤,提高了垫纸的加纸效果;在对叠片进行处理(加纸)时,可以根据需求灵活选择。
137.可选地,在利用第一加纸装置向合格叠片的底部放置垫纸的同时,向垫纸进行均匀的吹气。
138.通过对垫纸进行均匀的吹气,能够防止垫纸的边缘下垂,影响加纸效果。
139.以上示意性地对本技术创造及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本技术创造的实施方式之一,实际的结构并不局限于此。所以,如果本领域
的普通技术人员受其启示,在不脱离本创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本专利的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1