一种自动检验连线设备及其使用方法与流程
1.本发明涉及键盘制造技术领域,特别是涉及一种自动检验连线设备及其使用方法。
背景技术:
2.目前计算机键盘中的空格键设计要求比较高,此在制造过程中通常会需要标准检测设备针对某些重点尺寸进行100%测量,尺寸确认好的产品方可流入后道制程或包装出货。
3.由于刚组装完成的空格键需要静置稳定过后才可以安排尺寸测量,导致制程断开,无法直接衔接现有自动生产线体,因此目前进行检测设备测试时都是通过人工取料放入机台中测试,测试完成再将良品和不良品进行区分装盘,此方式人力成本高,产出低,稳定性差,干扰测试结果,另良品和不良品容易筛选区分错误,使不良品流入客户端,导致客诉。
4.前面的叙述在于提供一般的背景信息,并不一定构成现有技术。
技术实现要素:
5.本发明的目的在于提供一种能实现自动将待测产品放入检测设备中检测的自动检验连线设备及其使用方法。
6.本发明提供一种自动检验连线设备,用于自动将待测产品放入检测设备中检测,包括供料模块、检测治具、治具移载模块、良品收料模块、不良品收料模块、治具回流模块;所述供料模块用于将产品放入所述检测治具中供检测设备检测;所述检测治具用于承载产品;所述治具移载模块用于在所述供料模块、检测设备、良品收料模块、不良品收料模块之间移动所述检测治具;所述良品收料模块用于将检测合格的产品自动装入其良品料仓中;所述不良品收料模块用于将检测不合格的产品自动装入其不良品料仓中;所述治具回流模块用于使检测治具在产品收料后返回供料处。
7.进一步地,所述供料模块包括上料料仓、第一空盘料仓、第一料盘输送机构、第一取料机构、第一翻转机构、第一放料机构,所述上料料仓分出一盘产品并通过所述第一料盘输送机构移至取料位,所述第一取料机构从所述料盘中吸取多个产品并移到所述第一翻转机构上,所述第一翻转机构将产品进行翻转,所述第一放料机构从所述第一翻转机构上吸取产品并放至检测治具中,已取完产品的料盘通过所述第一料盘输送机构移至所述第一空盘料仓。
8.进一步地,所述治具移载模块包括移载单元以及用于移动所述移载单元的移载单元输送机构,所述移载单元包括用于定位检测治具的定位机构与用于顶升检测治具的顶升机构,所述治具回流模块包括治具输送机构,用于输送检测治具并移载到所述移载单元上。
9.进一步地,所述良品收料模块包括良品收料机构、第二取料机构、第二翻转机构、第二放料机构,所述良品收料机构包括良品料仓、第二空盘料仓、第二料盘输送机构,所述
第二空盘料仓用于分出空料盘并通过所述第二料盘输送机构移至放料位,所述第二取料机构用于从所述检测治具中吸取多个检测合格的产品并移到所述第二翻转机构上,所述第二翻转机构将产品进行翻转,所述第二放料机构从所述第二翻转机构上吸取产品并放至放料位的料盘中,已放满产品的料盘通过所述第二料盘输送机构移至所述良品料仓。
10.进一步地,所述不良品收料模块包括不良品收料机构、第三取料机构、第三翻转机构、第三放料机构,所述不良品收料机构包括不良品料仓、第三空盘料仓、第三料盘输送机构,所述第三空盘料仓用于分出空料盘并通过所述第三料盘输送机构移至放料位,所述第三取料机构用于从所述检测治具中吸取多个检测合格的产品并移到所述第三翻转机构上,所述第三翻转机构将产品进行翻转,所述第三放料机构从所述第三翻转机构上吸取产品并放至放料位的料盘中,已放满产品的料盘通过所述第三料盘输送机构移至所述不良品料仓。
11.进一步地,所述检测治具设有多个用于容纳产品的产品限位凹槽,所述凹槽之间的区域表面设有与黑色产品相对的白漆。
12.进一步地,所述治具移载模块包括第一纵向输送机构、第二纵向输送机构、第一横向输送机构,所述第一横向输送机构连接所述第一纵向输送机构、第二纵向输送机构且所述第一横向输送机构穿过所述检测设备,所述供料模块位于所述第一纵向输送机构的外侧,所述良品收料模块与不良品收料模块位于所述第二纵向输送机构的外侧,所述治具回流模块横向连接所述第一纵向输送机构、第二纵向输送机构。
13.进一步地,所述检测设备有两台,所述治具移载模块还包括第二横向输送机构,所述第二横向输送机构连接所述第一纵向输送机构、第二纵向输送机构且所述第二横向输送机构穿过另一所述检测设备,所述第二横向输送机构位于两所述检测设备之间。
14.本发明还提供一种如上所述的自动检验连线设备的使用方法,包括:准备料盘与产品,良品收料模块中的第二空盘料仓和不良品收料模块中的第三空盘料仓中各放有一摞空料盘,在上料料仓中放有一摞待测产品;取治具,所述治具移载模块衔接治具回流模块取得空检测治具,并将空检测治具移至供料模块位,等待待测产品;取产品,所述供料模块从料盘中一次取出多个待测产品并将产品翻转方向,并将产品放入检测治具中;移送检测,所述治具移载模块移载放满产品的待测治具供给检测设备进行检测;良品收料,检测治具中产品测试完成,通过所述治具移载模块移至良品收料模块处进行良品自动收料摆盘;不良品收料,良品下料完成后,通过所述治具移载模块移至不良品收料模块处进行不良品自动收料摆盘;治具回流,不良品下料完成后,通过所述治具移载模块将检测治具移至治具回流机构进行回流循环使用。
15.进一步地,所述治具移载模块包括第一纵向输送机构、第二纵向输送机构、第一横向输送机构,所述第一横向输送机构连接所述第一纵向输送机构、第二纵向输送机构且所述第一横向输送机构穿过所述检测设备,所述供料模块位于所述第一纵向输送机构的外侧,所述良品收料模块与不良品收料模块位于所述第二纵向输送机构的外侧,所述治具回
流模块横向连接所述第一纵向输送机构、第二纵向输送机构;所述检测设备有两台,所述治具移载模块还包括第二横向输送机构,所述第二横向输送机构连接所述第一纵向输送机构、第二纵向输送机构且所述第二横向输送机构穿过另一所述检测设备,所述第二横向输送机构位于两所述检测设备之间,所述方法中,在步骤移送检测中待测治具离开供料机构后,按照步骤取治具-治具回流取得另一个空检测治具与另一批待测产品,供给另一台检测设备进行检测,并将良品与不良品分别移至良品收料机构与不良品收料机构处,将该检测治具移至治具回流机构进行回流循环使用。
16.本发明提供的自动检验连线设备及其使用方法,通过设置供料模块、检测治具、治具移载模块、良品收料模块、不良品收料模块、治具回流模块,能自动将待测产品放入检测设备中检测,从而能降低人力成本,提高生产效率,提升设备测试稳定性,快速准确地筛选区分良品和不良品,并自动装盘。并且通过设置治具回流模块,可使检测治具满足供料和收料一个循环后再自动返回供料处开始循环测量生产,从而不用人工上检测治具,能节省人力,提供效率。
附图说明
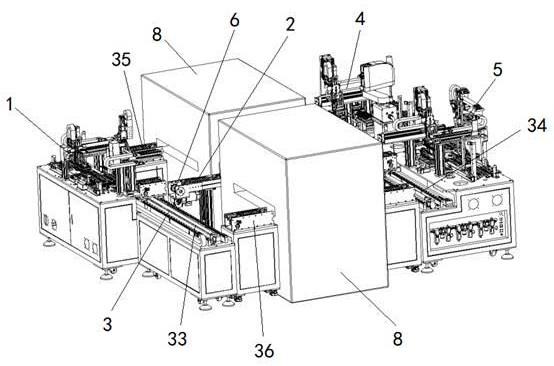
17.图1为本发明实施例自动检验连线设备的立体图。
18.图2为图1所示自动检验连线设备的俯视图。
19.图3为图1所示自动检验连线设备中供料模块的示意图。
20.图4为图3所示供料模块中第一取料机构的示意图。
21.图5为图3所示供料模块中第一翻转机构的示意图。
22.图6为图3所示供料模块中第一放料机构的示意图。
23.图7为图1所示自动检验连线设备中检测治具的示意图。
24.图8为图7中a处的局部放大图。
25.图9为图1所示自动检验连线设备中治具移载模块的示意图。
26.图10为图9所示治具移载模块中移载单元的示意图。
27.图11为图1所示自动检验连线设备中良品收料模块的示意图。
28.图12为图11所示良品收料模块中第二取料机构的示意图。
29.图13为图11所示良品收料模块中第二翻转机构的示意图。
30.图14为图11所示良品收料模块中第二放料机构的示意图。
31.图15为图11所示良品收料模块中良品收料机构的示意图。
32.图16为图1所示自动检验连线设备中不良品收料模块的示意图。
33.图17为图16所示不良品收料模块中第三放料机构的示意图。
34.图18为图1所示自动检验连线设备中治具回流模块的示意图。
具体实施方式
35.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
36.如图1、2所示,本实施例中,自动检验连线设备用于自动将待测产品放入检测设备8中检测,包括供料模块1、检测治具2、治具移载模块3、良品收料模块4、不良品收料模块5、
治具回流模块6。本实施例中,待测产品为计算机键盘的空格键,当然在其它实施例中,也可以用于检测其它产品。
37.供料模块1用于将产品放入检测治具2中供检测设备8检测。检测治具2用于承载产品。治具移载模块3用于在供料模块1、检测设备8、良品收料模块4、不良品收料模块5之间移动检测治具2。良品收料模块4用于将检测合格的产品自动装入其良品料仓中;不良品收料模块5用于将检测不合格的产品自动装入其不良品料仓中;治具回流模块6用于使检测治具2在产品收料后返回供料处。
38.如图3-6所示,本实施例中,供料模块1包括上料料仓11、第一空盘料仓12、第一料盘输送机构13、第一取料机构14、第一翻转机构15、第一放料机构16、取料位顶升气缸17、料盘定位气缸18。上料料仓11用于分出一盘产品并通过第一料盘输送机构13移至取料位l1,第一取料机构14用于从料盘中吸取多个产品并移到第一翻转机构15上,第一翻转机构15用于将产品进行翻转,第一放料机构16用于从第一翻转机构15上吸取产品并放至检测治具2中,已取完产品的料盘通过第一料盘输送机构13移至第一空盘料仓12,取料位顶升气缸17位于取料位,用于顶起移载到取料位的料盘,料盘定位气缸18位于取料位,用于定位料盘。
39.如图4所示,本实施例中,第一取料机构14包括取料治具141、第一取料z驱动模组142、第一取料y驱动模组143。取料治具141上安装有多个吸盘用于吸取产品,取料治具141安装在第一取料z驱动模组142上,第一取料z驱动模组142安装在第一取料y驱动模组143上,通过第一取料z驱动模组142、第一取料y驱动模组143使取料治具141在竖直方向与水平方向移动。
40.如图5所示,本实施例中,第一翻转机构15包括第一接料治具151、第一翻转治具152、第一旋转气缸153、第一移动气缸154、第一滑动气缸155。第一接料治具151用于承接第一取料机构14所吸取的产品,第一翻转治具152上安装有多个吸盘用于从第一接料治具151上吸取产品,第一旋转气缸153连接第一翻转治具152以旋转第一翻转治具152,第一移动气缸154连接第一旋转气缸153,以带动第一翻转治具152在竖直方向移动。第一滑动气缸155连接第一接料治具151,以带动第一接料治具151在水平方向移动。
41.如图6所示,本实施例中,第一放料机构16包括第一吸料治具161、第一放料z驱动模组162、第一放料y驱动模组163、第一横向旋转气缸164。第一吸料治具161上安装有多个吸盘用于吸取产品,第一吸料治具161安装在第一横向旋转气缸164上,第一横向旋转气缸164安装在第一放料z驱动模组162上,第一放料z驱动模组162安装在第一放料y驱动模组163上,通过第一放料z驱动模组162、第一放料y驱动模组163、第一横向旋转气缸164使第一吸料治具161在竖直方向、水平方向移动以及横向旋转。
42.供料模块的工作流程简要说明如下:1、上料料仓分出一盘待测产品移至取料位,取料位顶升气缸顶起料盘,而后料盘定位气缸打开开始定位料盘;2、第一取料机构从料盘中吸取多个待测产品,而且将产品移载放入第一翻转机构的接料治具中;3、第一翻转机构中翻转治具通过移动气缸往上移动,再通过滑动气缸移至接料治具上方,移动气缸往下移动吸取产品,随后移动气缸往上移动,滑动气缸回原位,而后旋转气缸旋转产品换向完成;
4、第一放料机构中吸料治具通过y驱动模组和z驱动模组移动吸取翻转治具上的待测产品,随后通过旋转气缸旋转产品准备放入检测治具中。
43.如图7、8所示,本实施例中,检测治具2设有多个用于容纳产品的产品限位凹槽21,产品限位凹槽21之间的区域22表面设有与黑色产品(本实施例中空格键为黑色)相对的白漆。通过黑白对比,能提高检测治具和产品对比度,提升测试稳定性。
44.如图9、10所示,本实施例中,治具移载模块3包括移载单元31以及用于移动移载单元31的移载单元输送机构32。移载单元31包括用于定位检测治具2的定位机构(定位销311)与用于顶升检测治具2的顶升机构312。通过顶升机构312将检测治具2放置于检测设备8、治具回流模块6等上。
45.如图11-14所示,本实施例中,良品收料模块4包括良品收料机构41、第二取料机构42、第二翻转机构43、第二放料机构44,良品收料机构41包括良品料仓411、第二空盘料仓412、第二料盘输送机构413。第二空盘料仓412用于分出空料盘并通过第二料盘输送机构413移至放料位l2,第二取料机构42用于从检测治具2中吸取多个检测合格的产品并移到第二翻转机构43上,第二翻转机构43将产品进行翻转,第二放料机构44从第二翻转机构43上吸取产品并放至放料位的料盘中,已放满产品的料盘通过第二料盘输送机构412移至良品料仓411。
46.第二取料机构42结构与第一放料机构16相似,也包括第二吸料治具421、第二取料z驱动模组422、第二取料y驱动模组423、第二横向旋转气缸424,在此不再具体介绍。第二翻转机构43结构与第一翻转机构15相似,也包括第二接料治具431、第二翻转治具432、第二旋转气缸433、第二移动气缸434、第二滑动气缸435,不同之处在于第二翻转机构43的第二滑动气缸435带动接料治具431横向移动,而第一翻转机构15的第一滑动气缸155带动第一接料治具151纵向移动,在此不再具体介绍。第二放料机构44包括多个吸盘441、连接于吸盘441以驱动吸盘441进行吸取操作的取料气缸442,以及连接于取料气缸442以带动取料气缸442多向运动的机器人443。
47.如图15、16所示,本实施例中,不良品收料模块5包括不良品收料机构51、第三取料机构52、第三翻转机构53、第三放料机构54,所述不良品收料机构51包括不良品料仓511、第三空盘料仓512、第三料盘输送机构513。不良品收料机构51、第三取料机构52、第三翻转机构53、第三放料机构54与良品收料模块4中的良品收料机构41、第二取料机构42、第二翻转机构43、第二放料机构44结构相似。不同之处主要在于第三放料机构54采用第三放料x驱动模组541、第三放料y驱动模组542、第三放料z驱动模组543代替第二放料机构44中的机器人443,以适应工作量相对较少的不良品吸取操作。
48.如图17所示,本实施例中,治具回流模块6包括档边61、阻挡气缸62、治具输送机构63。治具输送机构63用于输送检测治具2并移载到治具移载模块3的移载单元31上。档边61用于限位其上的检测治具2。阻挡气缸62用于阻挡检测治具2,控制检测治具2按设计移载到治具移载模块3上。
49.如图2所示,本实施例中,治具移载模块3包括第一纵向输送机构33、第二纵向输送机构34、第一横向输送机构35,第一横向输送机构35连接第一纵向输送机构33、第二纵向输送机构34且第一横向输送机构35穿过检测设备8,供料模块1位于第一纵向输送机构33的外侧,良品收料模块4与不良品收料模块5位于第二纵向输送机构34的外侧。治具回流模块6横
向连接第一纵向输送机构33、第二纵向输送机构34。
50.本实施例中,检测设备8有两台,治具移载模块3还包括第二横向输送机构36,第二横向输送机构36连接第一纵向输送机构33、第二纵向输送机构34且第二横向输送机构36穿过另一检测设备8。治具回流模块6位于两检测设备8之间。
51.本实施例还提供一种如上所述的自动检验连线设备的使用方法,包括:准备料盘与产品,良品收料模块中的第二空盘料仓和不良品收料模块中的第三空盘料仓中各放有一摞空料盘,在上料料仓中放有一摞待测产品;取治具,治具移载模块衔接治具回流模块取得空检测治具,并将空检测治具移至供料模块位,等待待测产品;取产品,供料模块从料盘中一次取出多个待测产品并将产品翻转方向,并将产品放入检测治具中;移送检测,治具移载模块移载放满产品的待测治具供给检测设备进行检测;良品收料,检测治具中产品测试完成,通过治具移载模块移至良品收料模块处进行良品自动收料摆盘;不良品收料,良品下料完成后,通过治具移载模块移至不良品收料模块处进行不良品自动收料摆盘;治具回流,不良品下料完成后,通过治具移载模块将检测治具移至治具回流机构进行回流循环使用。
52.测试完成良品与不良品以及空料盘可由人工收取。
53.本实施例因为检测设备有两台,因此该方法中,在移送检测步骤中待测治具离开供料机构后,按照取治具步骤到治具回流步骤取得另一个空检测治具与另一批待测产品,供给另一台检测设备进行检测,并将良品与不良品分别移至良品收料机构与不良品收料机构处,将该检测治具移至治具回流机构进行回流循环使用。
54.下面结合图2详细叙述如下。该流程包括:s1、在良品收料模块4中的第二空盘料仓412和不良品收料模块5中的第三空盘料仓512中各放一摞空料盘;s2、在上料料仓11中放一摞待测产品;s3、治具移载模块3的第一纵向输送机构33衔接治具回流模块6取得空检测治具;s4、将空检测治具移至供料模块1位,等待待测产品;s5、供料模块1从料盘中一次取出多个待测产品并将产品翻转方向,并将产品放入检测治具2中;s6、治具移载模块3的第一纵向输送机构33与第一横向输送机构35移载放满产品的待测治具供给检测设备8(图中上方设备)进行检测;s7、治具移载模块3的第一纵向输送机构33再衔接治具回流模块6取得另一空检测治具,然后同以上步骤s4-s6取得待测产品供第二台检测设备8(图中下方设备)进行检测;s8、第一个检测治具中产品测试完成,通过治具移载模块3的第一横向输送机构35与第二纵向输送机构34移至良品收料模块4处进行良品自动收料摆盘;s9、良品下料完成后,通过治具移载模块3的第二纵向输送机构34移至不良品收料模块5处进行不良品自动收料摆盘;
s10、不良品下料完成后,通过治具移载模块3的第二纵向输送机构34将第一个检测治具移至治具回流机构6进行回流循环使用;s11、第二个检测治具中产品测试完成,通过治具移载模块3的的第二横向输送机构36与第二纵向输送机构34移至良品收料模块4处进行良品自动收料摆盘;s12、良品下料完成后,通过治具移载模块3的第二纵向输送机构34移至不良品收料模块5处进行不良品自动收料摆盘;s13、不良品下料完成后,通过治具移载模块3的第二纵向输送机构34将第二个检测治具移至治具回流机构6进行回流循环使用;s14、人工收取一摞测试良品和一摞测试不良品;s15、人工收取一摞产品测试完成的空料盘。
55.在其它实施例中,若检测设备只有一台,则只需上述准备料盘与产品到治具回流步骤。
56.本实施例提供的自动检验连线设备及其使用方法,通过设置供料模块、检测治具、治具移载模块、良品收料模块、不良品收料模块、治具回流模块,能自动将待测产品放入检测设备中检测,从而能降低人力成本,提高生产效率,提升设备测试稳定性,快速准确地筛选区分良品和不良品,并自动装盘。并且通过设置治具回流模块,可使检测治具满足供料和收料一个循环后再自动返回供料处开始循环测量生产,从而不用人工上检测治具,能节省人力,提供效率。
57.在本文中,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了表达技术方案的清楚及描述方便,因此不能理解为对本发明的限制。
58.在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,除了包含所列的那些要素,而且还可包含没有明确列出的其他要素。
59.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1