一种MIM产品检测用自动进出料装置的制作方法
一种mim产品检测用自动进出料装置
技术领域
1.本实用新型属于金属粉末加工技术领域,具体涉及一种mim产品检测用自动进出料装置。
背景技术:
2.金属粉末注射成型(简称mim)技术是一门新型近终成型技术。它是集塑料注塑成型工艺学、高分子化学、粉末冶金工艺学和金属材料学等多学科相互渗透交叉的产物,利用模具可注射成型坯件并通过烧结快速制造高密度、高精度、高强度、三维复杂形状的结构零件,尤其是一些形状复杂利用机械加工等工艺方法加工或难以加工的小型零件,mim技术可以自如完成,而且具有成本低、效率高、一致性好等优点,易形成批量生产,被誉为“当今最为热门的零部件成型技术”。在金属粉末注射成型工艺过程中,生产mim零组件需要经过注塑、烧结等工序。在烧结工序之后需要对mim零组件进行检测、分类等工序,以保证mim产品的生产质量,目前针对mim产品的检测和分类主要是采用人工进行检测,人工检测需要人工对模具上下料,此作业方法需要对人员要求高、产能低、人员需求大、安全系数低,作业品质不稳定等一系列问题,亟待改进。因此,研制开发一种结构合理、自动化程度高、检测效率高、且人工成本较低的mim产品检测用自动进出料装置是客观需要的。
技术实现要素:
3.本实用新型的目的在于提供一种结构合理、自动化程度高、检测效率高、且人工成本较低的mim产品检测用自动进出料装置。
4.本实用新型的目的是这样实现的,包括振动盘机构、转盘检测机构和收料机构,转盘检测机构包括工作平台和旋转盘,旋转盘安装在工作平台上,工作平台的下方设置有与旋转盘传动连接的驱动器,旋转盘的表面上均布设置有的四个工件放置区,旋转盘的外侧沿着旋转盘的圆周方向均布设置有四个检测工位,四个检测工位分别为进料工位、外观检测工位、预留工位和出料工位,在进料工位处的工作平台上设置有进料组件,所述振动盘机构和进料组件之间设置有直振给料器,在外观检测工位处的工作平台上设置有视觉检测组件,在出料工位处的工作平台上设置有出料组件,收料机构设置在出料工位的一侧,收料机构包括合格品收集槽和次品收集槽。
5.进一步的,振动盘机构包括基座,基座的顶部安装有振动器,振动器的顶部安装有螺旋盘体。
6.进一步的,驱动器包括驱动电机、传动轴、主动齿轮和从动齿轮,传动轴的上端与旋转盘的下表面中心处连接,传动轴的下端贯穿工作平台后延伸至工作平台的下方,驱动电机安装在工作平台的底部,主动齿轮安装在驱动电机的输出轴上,从动齿轮安装在传动轴的下方,主动齿轮和从动齿轮相互啮合。
7.进一步的,进料组件包括支撑柱和支撑横梁,支撑柱竖直安装在工作平台上,支撑横梁的一端固定安装在支撑柱上,支撑横梁沿着直振给料器的给料方向平行设置,支撑横
梁的一侧滑动安装有平移滑块,支撑横梁顶部的一侧安装有平移气缸,平移气缸的活塞杆与平移滑块固定连接,平移滑块的下端安装有升降气缸,升降气缸的活塞杆端部安装有吸盘,吸盘的下端安装有气针,气针位于直振给料器的上方。
8.进一步的,视觉检测组件包括视觉检测器、固定支架和升降调节器,固定支架安装在工作平台上,所述升降调节器安装在固定支架上,视觉检测器安装在升降调节器上,视觉检测器下方的升降调节器上安装有视觉光源。视觉光源为环形光源。升降调节器包括调节丝杆和调节滑块,固定支架的中心处沿着固定支架的竖直方向上加工有调节槽,调节丝杆转动安装在调节槽内,固定支架的顶部安装有与调节丝杆转动连接的调节手柄,调节滑块滑动安装在调节丝杆上,视觉检测器和视觉光源安装在对应的调节滑块上。优选地,在调节槽两侧的固定支架上对称竖直加工有导向滑槽,调节滑块的两端设置有十字形滑条,十字形滑条的一端滑动安装在导向滑槽内。
9.进一步的,出料组件包括底座、机械手和吸嘴,底座安装在工作平台上,机械手安装在底座上,吸嘴安装在机械手的端部。
10.与传统的人工检测方式相比较,本装置产生的有益效果是:本装置在振动盘机构、直振给料器、旋转盘、进料组件、视觉检测组件、出料组件和收料组件的配合作用下,能够实现mim产品的自动进料、检测、出料和分拣的连续性作业生产,该装置的实施不仅克服了人工检测判断标准不一、易疲劳等客观的因素,极大的提升了mim产品的检测精度和检测效率,同时大幅的降低了工人的劳动强度,有效的减少了人工成本的消耗,与传统人工检测方式相比,每年可节约成本2~3万元,能够产生较好经济效益,比较适应于结构复杂的mim产品外观高精度检测的场合,易于推广使用。
附图说明
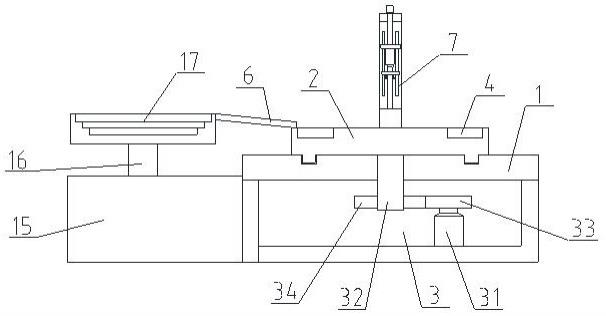
11.图1为本实用新型的主视示意图;
12.图2为本实用新型的俯视示意图;
13.图3为本实用新型中进料组件5的主视示意图
14.图4为本实用新型中视觉检测组件7的侧视示意图;
15.图5为本实用新型中视觉检测组件7的主视示意图;
16.图6为本实用新型中的出料组件8的主视示意图;
17.图中:1-工作平台,2-旋转盘,3-驱动器,31-驱动电机,32-传动轴,33-主动齿轮,34-从动齿轮,4-工件放置区,5-进料组件,51-支撑柱,52-支撑横梁,53-平移滑块,54-平移气缸,55-升降气缸,56-吸盘,57-气针,6-直振给料器,7-视觉检测组件,71-视觉检测器,72-固定支架,73-视觉光源,74-调节丝杆,75-调节滑块,76-调节槽,77-调节手柄,78-导向滑槽,79-十字形滑条,8-出料组件,81-底座,82-机械手,83-吸嘴,9-进料工位,10-外观检测工位,11-预留工位,12-出料工位,13-合格品收集槽,14-次品收集槽,15-基座,16-振动器,17-螺旋盘体。
具体实施方式
18.下面结合附图对本实用新型作进一步的说明,但不以任何方式对本实用新型加以限制,基于本实用新型教导所作的任何变更或改进,均属于本实用新型的保护范围。
19.如图1~6所示,本实用新型包括振动盘机构、转盘检测机构和收料机构, 振动盘机构用于将需要检测的mim产品进行振动排列传输,转盘检测机构包括工作平台1和旋转盘2,旋转盘2安装在工作平台1上,工作平台1的下方设置有与旋转盘2传动连接的驱动器3,驱动器3带动旋转盘2做匀速旋转运动,所述旋转盘2的表面上均布设置有的四个工件放置区4,工件放置区4用于摆放需要检测的mim产品,所述旋转盘2的外侧沿着旋转盘2的圆周方向均布设置有四个检测工位,四个检测工位分别为进料工位9、外观检测工位10、预留工位11和出料工位12,在进料工位9处的工作平台1上设置有进料组件5,所述振动盘机构和进料组件5之间设置有直振给料器6,进料组件5用于将直振给料器6上的mim产品转移至进料工位5上,在外观检测工位10处的工作平台1上设置有视觉检测组件7,视觉检测组件7用于对外观检测工位10上的mim产品进行检测,采用视觉检测组件7代替人工完成检测,极大地提升了检测效率和检测精度,在出料工位12处的工作平台1上设置有出料组件8,出料组件8是将检测后的mim产品从出料工位12上取出,收料机构设置在出料工位12的一侧,所述收料机构包括合格品收集槽13和次品收集槽14。
20.本装置的工作过程是:将需要检测的mim产品放入到振动盘机构中,接着开启振动盘机构和驱动器,振动盘机构工作,驱动器3带动旋转盘2旋转,这时,振动盘机构中的mim产品利用振动的作用机理,mim产品就会通过振动盘机构依次进入到直振给料器6内,并沿着直振给料器6依次排列前进,当移动至直振给料器6的出料端时,进料组件5就会将mim产品转移至进料工位9处的旋转盘2的工件放置区4上,mim产品上料完成之后,驱动器3带动装有mim产品的旋转盘2旋转至外观检测工位10处,视觉检测组件7对mim产品进行拍照检测,视觉检测组件7拍照检测后,驱动器3带动旋转盘2旋转至预留工位11处,给视觉检测组件7对拍照后的mim产品形状进行对比检测预留一定的检测时间,待检测完毕后,驱动器3带动旋转盘2旋转至出料工位12处,出料组件8就会对旋转盘2上的mim产品进行取料,如视觉检测组件7检测到的mim产品为次品,出料组件8就会将次品放入次品收集槽14内,如检测到的mim产品为合格产品,则出料组件8就会将合格产品放入到合格品收集槽13内。本装置在振动盘机构、直振给料器6、旋转盘2、进料组件5、视觉检测组件7、出料组件8和收料组件的配合作用下,能够实现mim产品的自动进料、检测、出料和分拣的连续性作业生产,该装置的实施不仅克服了人工检测判断标准不一、易疲劳等客观的因素,极大的提升了mim产品的检测精度和检测效率,而且大幅的降低了工人的劳动强度,有效的减少了人工成本的消耗。
21.进一步的,振动盘机构采用现有技术中使用的结构,优选地,所述振动盘机构包括基座15,基座15的顶部安装有振动器16,所述振动器16的顶部安装有螺旋盘体17,使用时,振动器16产生振动,在振动器16的振动作用下,螺旋盘体17内的mim产品就会做螺旋运动,进而就能在螺旋盘体17的螺旋轨道内依次排列开来,达到依次排列上料的效果。
22.进一步的,所述驱动器3包括驱动电机31、传动轴32、主动齿轮33和从动齿轮34,驱动电机31为现有技术,根据使用的功率直接采购成品,所述传动轴32的上端与旋转盘2的下表面中心处连接,所述传动轴32的下端贯穿工作平台1后延伸至工作平台1的下方,所述驱动电机31安装在工作平台1的底部,所述主动齿轮33安装在驱动电机31的输出轴上,所述从动齿轮34安装在传动轴32的下方,所述主动齿轮33和从动齿轮34相互啮合。使用时,驱动电机31带动主动齿轮33转动,从而通过从动齿轮34带动传动轴32转动,进而带动旋转盘2转动。
23.进一步的,所述进料组件5包括支撑柱51和支撑横梁52,所述支撑柱51竖直安装在工作平台1上,所述支撑横梁52的一端固定安装在支撑柱51上,所述支撑横梁52沿着直振给料器6的给料方向平行设置,所述支撑横梁52的一侧滑动安装有平移滑块53,所述支撑横梁52顶部的一侧安装有平移气缸54,所述平移气缸54的活塞杆与平移滑块53固定连接,所述平移滑块53的下端安装有升降气缸55,所述升降气缸55的活塞杆端部安装有吸盘56,所述吸盘56的下端安装有气针57,所述气针57位于直振给料器6的上方,平移气缸54和升降气缸55都采用现有技术中使用的气压缸或者是液压缸结构,对直振给料器6在内的mim产品进行取料时,升降气缸55带动气针57进行下移,气针57移动至与直振给料器6内的mim产品表面接触时,气针57吸附住mim产品,然后平移气缸54驱动平移滑块53朝着进料工位9方向移动,移动至进料工位9处的旋转盘2的工件放置区4处时,升降气缸55带动气针57上移,此时气针57的吸附性减弱,mim产品就被放置在工件放置区4上,就完成了进料组件5的上料工作。
24.进一步的,视觉检测组件7包括视觉检测器71、固定支架72和升降调节器,所述固定支架72安装在工作平台1上,所述升降调节器安装在固定支架72上,所述视觉检测器71安装在升降调节器上,所述视觉检测器71下方的升降调节器上安装有视觉光源73。视觉检测器71的拍摄高度可通过升降调节器进行调整,使其满足对mim产品检测的要求,根据上述设计构思,还可根据需求对所述视觉检测器71的数量、拍摄视觉方向以及三维位置进行设置和调整,视觉检测器71为现有视觉检测器,如ccd视觉检测器,通过ccd照相机抓取图像信息,送入计算机或专用的图像处理模块,通过数字化处理,能够达到判别的目的,实现全自动视觉检测。设置视觉光源73用以提供照明,使得视觉检测器71拍出来的图像更加清晰,提高检测准确性,优选的,视觉光源73为环形光源。
25.优选地,所述升降调节器包括调节丝杆74和调节滑块75,所述固定支架72的中心处沿着固定支架72的竖直方向上加工有调节槽76,所述调节丝杆转动安装在调节槽76内,所述固定支架72的顶部安装有与调节丝杆74转动连接的调节手柄77,所述调节滑块75滑动安装在调节丝杆74上,所述视觉检测器71和视觉光源73安装在对应的调节滑块75上,调节时,转动调节手柄77,通过调节手柄77带动调节丝杆74转动,进而就能让调节滑块75在调节丝杆74上进行上升或者下降,从而就能实现对视觉检测器74的拍摄高度进行调节,为了保持视觉检测器74在上下移动和拍摄过程中的稳定性,在调节槽76两侧的固定支架72上对称竖直加工有导向滑槽78,所述调节滑块75的两端设置有十字形滑条79,所述十字形滑条79的一端滑动安装在导向滑槽78内。
26.进一步,所述出料组件8包括底座81、机械手82和吸嘴83,所述底座81安装在工作平台1上,所述机械手82安装在底座81上,所述吸嘴83安装在机械手82的端部。当旋转盘2上的mim产品完成检测旋转至出料工位12时,机械手82控制吸嘴83吸取mim产品,就可以根据检测的结果将mim产品放入对应的接收槽内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1