一种多工位汽车底盘铸件缺陷自动检测系统
1.本实用新型属于自动化检测领域,涉及机器视觉检测技术,尤其是一种多工位汽车底盘工件缺陷自动检测系统。
背景技术:
2.汽车底盘在汽车中有着支撑、连接各部件、成型以及接受动力使之运动的重要作用,如何获得没有缺陷,安全性能十足的底盘是每个制造者和使用者都无比关心的。但是汽车底盘工件的种类繁多,大小不一,绝大多数形状都很复杂,缺陷种类也多样化,对每个工件的检测都需要耗费很大的人力物力。其中,主要缺陷类型有气孔、裂纹、缩孔等,气孔也称气眼,由于液态金属凝固时内部有气体没有排出,而形成的表面光滑的圆形孔。裂纹形成的原因有很多,主要原因一般是热裂或者冷裂,形状多为不规则的连续裂缝或光滑的曲线。缩孔一般发生在液态金属冷却收缩的过程中,缩孔的形状不规则,孔壁粗糙。
3.目前对汽车底盘工件缺陷的检测大多是人工检测各种缺陷,人工检测一般采用流水线的方式,不同的人在不同的位置,负责不同的工件,不同的缺陷甚至不同的部位。这种检测方式缺点显而易见,对缺陷的检测首先要求工人具有较为丰富的经验,在流水线上长时间用眼还会导致疲劳、眼花、眩目等,这会造成检测过程速率低下,检测结果不稳定,不准确。再者,汽车底盘工件大小不一,对于一些较重的工件,人工无法搬动,需要借助抓取工具,大大增加了检测成本。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足之处,提供一种多工位自动检测系统。通过多工位视觉检测系统配合机器人控制系统实现对复杂汽车铸件的缺陷检测。该自动检测系统解决了人工检测速率低,检测结果不稳定,不准确和现有机器检测无法实现全面检测的问题。
5.本实用新型解决技术问题所采用的技术方案是:
6.一种多工位汽车底盘铸件缺陷自动检测系统,包括运输单元和检测单元,
7.所述运输单元将泡过荧光液的汽车底盘工件运输到检测单元以及将检测过的汽车底盘工件运输出检测单元;
8.所述检测单元由多个工位组成,多个工位之间相互协调工件表面检测区,实现对工件表面所有区域的检测;
9.每个检测工位均包括传感器、机器手臂、手爪、摄像头、紫光灯,
10.所述传感器用于检测传送带上工件是否到达指定位置以及向机器手臂传达抓取的指令,
11.所述机器手臂头部安装有气缸和手爪,机器手臂用于控制气缸和手爪到达指定位置和转动,气缸控制手爪抓取和放回工件,
12.所述摄像头安装在检测固定支架上,用于对手爪抓取的工件的主要表面进行检
测,
13.所述紫光灯安装在检测固定支架上,用于提供检测所需的紫外线。
14.进一步的,相邻的两个所述检测工位之间间隔设定的距离。以免检测过程发生干涉。
15.进一步的,所述检测单元及所述运输单元均安装在一能够隔绝紫外线的罩体下方。
16.优选的,所述运输单元为传送带。
17.优选的,所述检测固定支架为龙门架,所述运输单元安装在所述龙门架的两立柱之间。
18.进一步优选的,所述摄像头及所述紫光灯安装在所述龙门架的上方横梁。
19.进一步优选的,所述龙门架的横梁高度高于机器手臂可移动的最高点。
20.本实用新型的优点和积极效果是:
21.1、本实用新型采用机器视觉检测的方式对汽车底盘工件缺陷进行检测,全程自动化,无需过多人为操作,又可24小时全天检测,相比传统的人工检测具有检测速度快,检测结果稳定良品率高的特点。
22.2、针对汽车底盘工件多样化的问题,本实用新型只需改变手爪即可实现对各种汽车底盘工件的全自动化检测,十分灵活方便。
23.3、针对汽车底盘工件外形复杂,现有检测方式无法实现对工件进行全面检测的问题,本实用新型采用多工位相互配合检测的方式实现了汽车底盘工件的全面检测。
附图说明
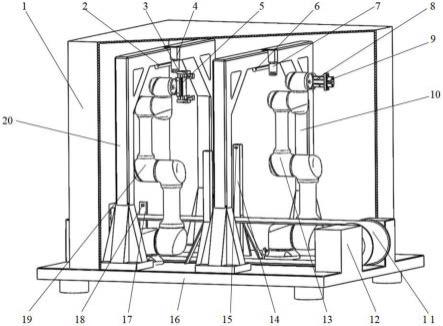
24.图1为检测系统整体图;
25.图2为第一检测工位结构图;
26.图3为第二检测工位结构图;
27.图4为第一检测工位抓取工件方式图;
28.图5为第一检测工位检测图;
29.图6为第一检测工位检测流程图;
30.图7为第二检测工位抓取工件方式图;
31.图8为第二检测工位检测图;
32.图9为第二检测工位检测流程图;
33.图10为整体检测流程图;
34.图11为机器视觉检测流程图;
35.图12为实例工件图;
36.图13为第一手爪图;
37.图14为第二手爪图。
38.图中:1黑箱、2第一紫光灯、3第一手爪、4第一摄像头、5第一气缸、6第二紫光灯、7第二摄像头、8第二气缸、9第二手爪、10第二检测固定支架、11传送带、12电机、13第二机器手臂、14第二传感器固定支架、15第二传感器、16固定平台、17第一传感器固定支架、18第一传感器、19第一机器手臂、20第一检测固定支架、21工件。
具体实施方式
39.下面通过具体实施例对本实用新型作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
40.本实用新型多工位汽车底盘工件缺陷自动检测系统,利用的原理主要是把汽车底盘工件浸泡过荧光液后,荧光液会在工件的缺陷处有大量残留,在黑暗的环境下,当用紫光灯照射这些工件后,残留在工件上的荧光液会发出荧光,这种情况下,缺陷与非缺陷最大的区别在于缺陷处亮度很高,运用机器视觉技术进行检测便能很容易检测出缺陷。
41.本实用新型多工位汽车底盘工件缺陷自动检测系统包括运输单元和检测单元两个部分。整体装置如图1所示。
42.运输单元包括传送带11、电机12、固定台,固定台位于系统最下方,电机12安装在传送带11始端,传送带11安装在固定台正中间。电机12驱动传送带11转动,将泡过荧光液的汽车底盘工件运输到检测单元以及将检测过的汽车底盘工件运输出检测单元。
43.检测单元由多个工位组成,多个工位之间相互协调工件表面检测区,实现对工件表面所有区域的检测。
44.每个检测工位都由传感器、传感器固定支架、机器手臂、气缸、手爪、摄像头、紫光灯、检测固定支架等组成,传感器安装在传感器固定支架上方,用于检测传送带11上工件是否到达指定位置以及向机器手臂传达抓取的指令,机器手臂头部安装有气缸和手爪,机器手臂用于控制气缸和手爪到达指定位置和转动,气缸控制手爪抓取和放回工件。检测固定支架安装在机器手臂和传送带11两侧,用于固定摄像头和紫光灯,摄像头安装在检测固定支架中间的侧面,用于对手爪抓取的工件的主要表面进行检测。紫光灯安装在检测固定支架中间的下面,用于提供检测所需的紫外线。
45.所有检测工位之间控制一定的距离以免检测过程发生干涉,所有检测工位都罩在一个黑箱1之下进行检测,一方面提供检测所需的环境,避免外界干扰,提升检测的稳定性,准确性。另一方面,紫外线对人体有害,黑箱1能够隔绝紫外线的射出,保证人员安全。
46.汽车底盘工件在制造的时候为了区分各个工件,会在每个工件上带上特殊字符,这些字符在检测时也会有很多荧光液的残留,如若不采取措施,必然会被检测为缺陷,这是不被允许的。本实用新型使用了机器视觉检测技术检测区分出汽车底盘工件上的缺陷和字符。
47.机器视觉检测缺陷的流程如下:
48.1.图片读入后,首先对图像进行中值滤波处理,去除噪声。将图片转化为灰度图像,然后对其进行阈值分割。
49.2.将图像其分成不同区域,用形状选择将各种缺陷(裂纹,气孔,缩孔)选择出来
50.3.对图像进行填充,膨胀,抠图等预处理
51.4.创建有多种缺陷的模板
52.5.利用基于形状的多模板匹配,将有缺陷的零件筛选出来。
53.本实用新型可以实现检测出面积为8-225mm2的气孔和缩孔缺陷,裂纹长度为10-50mm、宽度为1-3mm范围内的裂纹缺陷。
54.如图12所示为本实例检测工件,由于工件为金属铸造而成,表面摩檫系数小,若采用摩檫力进行抓取,转动工件时可能因摩檫力不足导致工件滑动影响检测结果,严重会导
致工件掉落毁坏工件,故宜选用面型配合的方式进行设计手爪,设计出的手爪抓取工件时最好是紧扣抓取的。
55.第一手爪3、第二手爪9如图13、图14所示。
56.第一检测工位包括第一传感器18、第一传感器固定支架17、第一机器手臂19、第一气缸5、第一手爪3、第一摄像头4、第一紫光灯2和第一检测固定支架20,第一传感器18安装在第一传感器固定支架17上方,第一传感器固定支架17安装在传送带11前部的两侧,第一机器手臂19安装在第一传感器固定支架17后方,第一机器手臂19头部安装有第一气缸5和第一手爪3。第一检测固定支架20安装在第一机器手臂19和传送带11两侧,第一摄像头4安装在第一检测固定支架20中间的侧面,第一紫光灯2安装在第一检测固定支架20中间的下面,第一检测工位结构如图2所示。
57.第二检测工位由第二传感器15、第二传感器固定支架14、第二机器手臂13、第二气缸8、第二手爪9、第二摄像头7、第二紫光灯6和第二检测固定支架10组成。第二传感器15安装在第二传感器固定支架14上方,第二传感器固定支架14安装在传送带11中部的两侧,第二机器手臂13安装在第二传感器固定支架14后方,第二机器手臂13头部安装有第二气缸8和第二手爪9。第二检测固定支架10安装在第二机器手臂13和传送带11两侧,第二摄像头7安装在第二检测固定支架10中间的侧面,第二紫光灯6安装在第二检测固定支架10中间的下面,第二检测工位结构如图3所示。
58.将工件运送至第一检测工位检测单元检测缺陷的具体实施步骤为:
59.(1)将工件放上传送带11,工件由传送带11往后运输,运输过程中触发传感器,传感器向电机12和第一机器手臂19发送信号,电机12控制传送带11停止运行,第一机器手臂19带动第一手爪3前往工件处,第一气缸5控制第一手爪3闭合抓起工件,第一传感器18检测到工件被抓起后向电机12发送信号,电机12继续运行。第一手爪3抓起工件方式如图4所示。
60.(2)第一手爪3将工件抓取至第一摄像头4正下方的检测区,第一紫光灯2照射工件,第一摄像头4工作,第一机器手臂19带动工件360度转动,如图5所示
61.(3)第一摄像头4实时采集工件的图像信息进行缺陷检测,机器视觉检测的流程如图11所示。
62.(4)转动完毕,第一紫光灯2和第一摄像头4停止工作,第一机器手臂19将工件送至工位一与工位二之间过渡区域,当触发第二传感器15时,第二传感器15向第一机器手臂19发送信号,第一机器手臂19停止,等待第二工位抓取。第一检测工位检测流程如图6所示。
63.将工件送至第二检测工位检测单元检测缺陷的具体实施步骤为:
64.(1)当第二传感器15向第一机器手臂19发送停止信号的同时也会向第二机器手臂13发送抓取的信号,第二机器手臂13移动至中间过渡区域的工件处,与第一工位配合抓取工件,第二机器手臂13到达位置后,第二气缸8控制第二手爪9抓起工件,抓取方式如图7所示。
65.(2)将工件抓取至第二摄像头7正下方的检测区,第二紫光灯6照射工件,第二摄像头7工作,第二机器手臂13带动工件360度转动,如图8所示。
66.(3)第二摄像头7实时采集工件的图像信息进行缺陷检测,机器视觉检测的流程与第一检测工位相同如图11所示。
67.(4)转动结束,第二紫光灯6和第二摄像头7停止工作,第二机器手臂13将工件放回
传送带11,第二检测工位检测完毕,第二检测工位检测流程如图9所示。
68.输出检测结果的具体实施步骤为:
69.(1)将第一检测工位和第二检测工位的检测结果进行整合输出。
70.(2)传送带11将工件送出检测单元,缺陷检测结束,整体流程如图10所示。
71.本实施实例仅仅是为了示例和描述本实用新型给出的,并非因此限制本实用新型的专利范围,很多修改和变化对于本领域的普通技术人员是显而易见的。对于本领域的普通技术人员来说,在不脱离实用新型构思的前提下,做出的若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1