CCD自动追标和随线检测装置的制作方法
ccd自动追标和随线检测装置
技术领域
1.本技术涉及模切产品检测技术领域,特别涉及一种ccd自动追标和随线检测装置。
背景技术:
2.模切机是用于模切各种形状的单、双面不干胶、保护膜、垫片、防尘网以及铜铝箔等产品,广泛应用于手机、手提电脑、掌上电脑、数码相机、音响等电子产品中的前后壳、视窗、显示器、话筒、听筒、键盘、电池等部分以及标签等的印后模切。
3.目前,现有的模切生产产品,存在产品排废不净,有多余杂质掺杂在成品片上面,空位,成品片移位,等等问题,只能到手工一片片挑除。此种清理方式效率低,遗漏风险高,手工再次贴合位置度差,造成两次原材浪费,洁净度产品容易造成脏污等。有一些功能性的物料,堵孔偏位会造成扬声器无声音,mic无法识别语音等重大问题。为此,我们提出ccd自动追标和随线检测装置。
技术实现要素:
4.为了提高产品质量,规避功能性不良等缺陷,本技术提供一种ccd自动追标和随线检测装置。
5.本技术提供一种ccd自动追标和随线检测装置,采用如下的技术方案:
6.ccd自动追标和随线检测装置,包括转盘、环形架、输入传送带、输出传送带、u型板和ccd摄像组件,所述环形架的两端分别通过固定板与所述输入传送带和所述输出传送带的两侧固定连接,所述转盘设置在所述输入传送带和所述输出传送带之间,所述转盘的下方设有电控箱,所述电控箱内设有驱动机构,所述u型板固定在所述环形架上,所述ccd摄像组件固定安装在所述u型板上,所述u型板的底部和右侧分别设有剔除机构和下料机构。
7.可选的,所述ccd摄像组件包括固定在所述u型板上的ccd摄像头,所述ccd摄像头的两侧且在所述u型板的底部对称固定有两个固定支架,两个所述固定支架的底部均固定安装有侧光源,两个所述侧光源分别位于所述ccd摄像头的相对两侧。
8.通过采用上述技术方案,ccd摄像组件识别传送过来的模切产品,数据采集精度高,可精确替换,速度快,准确度高,节省成品材料,大幅提高检验及处理的速度。
9.可选的,所述剔除机构包括第一安装板、剔除气缸和第一推板,所述第一安装板固定在所述u型板的底部,所述剔除气缸固定在所述第一安装板靠近所述ccd摄像组件的一侧,所述第一推板与所述剔除气缸的伸缩端固定。
10.通过采用上述技术方案,通过剔除机构在遇到不合格的产品时可以自动进行剔除,避免手工挑除。
11.可选的,所述下料机构包括第二安装板、下料气缸和第二推板,所述第二安装板固定在所述u型板的中间位置处,所述下料气缸固定在所述第二安装板靠近所述输出传送带的一侧,所述第二推板与所述下料气缸的伸缩端固定。
12.通过采用上述技术方案,下料机构可以将合格的产品推到输出传送带上,流转到
下一工序。
13.可选的,所述驱动机构包括步进电机和转轴,所述步进电机固定安装在所述电控箱的内部,所述转轴的底端通过联轴器与所述步进电机的输出端固定连接,所述转轴的外侧通过轴承与所述电控箱的顶部转动连接,所述转轴的顶端穿过所述电控箱的顶部并与所述转盘的底部中心位置处固定连接。
14.通过采用上述技术方案,通过驱动机构可以便于转盘的转动,保障产品的生产效率。
15.可选的,所述电控箱的一侧设有接料箱。
16.通过采用上述技术方案,通过接料箱可以对次品进行存储收集,便于后续回收处理。
17.综上所述,本技术的有益技术效果:通过设计的转盘、环形架、输入传送带、输出传送带、u型板和ccd摄像组件的相互配合,可以实现机器自动检测有问题的成品片,通过识别,可精确替换,速度快,准确度高,节省成品材料,大幅提高检验及处理的速度,可以保证高质量的成品无缺陷,使功能性不良得以规避,避免重大损失。
附图说明
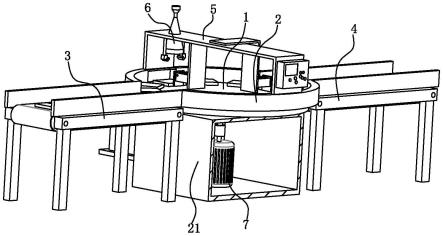
18.图1是本技术整体结构示意图;
19.图2是本技术ccd摄像组件结构示意图;
20.图3是图1在另一视角下结构示意图;
21.图4是本技术驱动机构结构示意图;
22.图5是图2中a区域放大图;
23.图6是图2中b区域放大图。
24.附图标记说明:1、转盘;2、环形架;3、输入传送带;4、输出传送带;5、u型板;6、ccd摄像组件;7、驱动机构;8、剔除机构;9、下料机构;10、ccd摄像头;11、固定支架;12、侧光源;13、第一安装板;14、剔除气缸;15、第一推板;16、第二安装板;17、下料气缸;18、第二推板;19、步进电机;20、转轴;21、电控箱;22、接料箱。
具体实施方式
25.以下结合附图对本技术作进一步详细说明。
26.本技术实施例公开一种ccd自动追标和随线检测装置。
27.实施例1
28.如图1和图2所示,图示中的ccd自动追标和随线检测装置,包括转盘1、环形架2、输入传送带3、输出传送带4、u型板5和ccd摄像组件6,环形架2的两端分别通过固定板与输入传送带3和输出传送带4的两侧固定连接,转盘1设置在输入传送带3和输出传送带4之间,转盘1的下方设有电控箱21,电控箱21内设有驱动机构7,u型板5固定在环形架2上,ccd摄像组件6固定安装在u型板5上,u型板5的底部和右侧分别设有剔除机构8和下料机构9,通过设计的转盘1、环形架2、输入传送带3、输出传送带4、u型板5和ccd摄像组件6的相互配合,可以实现机器自动检测有问题的成品片,通过识别,可精确替换,速度快,准确度高,节省成品材料,大幅提高检验及处理的速度,可以保证高质量的成品无缺陷,使功能性不良得以规避,
避免重大损失。
29.其中,如图1和图2所示,为了便于产品的识别,ccd摄像组件6包括固定在u型板5上的ccd摄像头10,ccd摄像头10的两侧且在u型板5的底部对称固定有两个固定支架11,两个固定支架11的底部均固定安装有侧光源12,侧光源12用于为ccd摄像头10提供拍摄用的光,以使ccd能清楚地拍摄模切产品,两个侧光源12分别位于ccd摄像头10的相对两侧,通过ccd摄像组件6识别传送过来的模切产品,数据采集精度高,可精确替换,速度快,准确度高,节省成品材料,大幅提高检验及处理的速度。
30.同时,如图2和图5所示,为了避免手工挑除,剔除机构8包括第一安装板13、剔除气缸14和第一推板15,第一安装板13固定在u型板5的底部,剔除气缸14固定在第一安装板13靠近ccd摄像组件6的一侧,第一推板15与剔除气缸14的伸缩端固定,在识别到不合格产品时通过剔除气缸14带动第一推板15运动,将ccd摄像组件6检测过的不合格的产品自动进行剔除。
31.另外,如图3所示,为了便于次品的收集,电控箱21的一侧设有接料箱22,通过第一推板15可以将次品推进接料箱22内进行存储收集。
32.同时,转盘1采用丙烯酸酯塑料板制作而成,该材质的转盘1强度高,而且透明度高。
33.具体的工作流程:成品片通过输入传送带3逐步进入到转盘1上,转盘1每隔一端时间转动一定的角度,每转动一次,将成品片转动到ccd摄像组件6下方,ccd摄像组件6对成品片进行拍摄,拍摄完成后,ccd摄像组件6将拍摄的信息发送至控制装置,控制装置通过接受的图片信息分析的正面或背面的质量是否合格,并将分析后所得的控制指令信息发送给转盘1和剔除机构8,如果成品片合格,那么转盘1接着转动一个角度,让下一个待检测产品转动到ccd摄像组件6下方进行检测;如果成品片不合格,那么转盘1暂不转动,剔除气缸14工作,剔除气缸14带动第一推板15运动,将ccd摄像组件6检测过的不合格的产品推进接料箱22内进行存储收集。
34.实施例2
35.如图2和图6所示,本实施方式对实施例1进一步说明,图示中的下料机构9包括第二安装板16、下料气缸17和第二推板18,第二安装板16固定在u型板5的中间位置处,下料气缸17固定在第二安装板16靠近输出传送带4的一侧,第二推板18与下料气缸17的伸缩端固定,通过下料机构9可以将合格的产品推到输出传送带4上。
36.本实施例中:当转盘1上的成品片转动到与第二推板18相配合的位置时,第二推板18便会识别到该处的成品片,启动下料气缸17工作,下料气缸17带动第二推板18运动,将成品片从转盘1推到输出传送带4上实现自动下料的过程。
37.实施例3
38.如图4所示,本实施方式对实施例1进一步说明,图示中的驱动机构7包括步进电机19和转轴20,步进电机19固定安装在电控箱21的内部,转轴20的底端通过联轴器与步进电机19的输出端固定连接,转轴20的外侧通过轴承与电控箱21的顶部转动连接,转轴20的顶端穿过电控箱21的顶部并与转盘1的底部中心位置处固定连接,通过驱动机构7可以便于转盘1的转动。
39.本实施例中:步进电机19采用gkf47的型号,步进电机19可以控制转盘1按照一定
的角度进行间歇转动,从而实现转盘1的步进运动。
40.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1