焊缝熔池缺陷检测和位置测量机构及其检测方法与流程
本发明涉及焊缝智能化检测设备,具体涉及一种焊缝熔池缺陷检测和位置测量机构及其检测方法。
背景技术:
1、激光技术不断发展,高功率激光焊接技术因其具有焊接效率高、焊接质量高、焊接深度大等特点得到了飞速发展,应用于金属厚板,大型零件焊接。激光焊接焊缝是指利用激光高亮度、方向性、单色性的特点,将两种相同金属或者不同金属拼接或者搭接瞬间产生高温熔化连接而成的缝,在焊接的过程中,由于焊接零件制造的复杂程度和焊接环境等不确定因素,容易产生含有气孔、飞溅和焊缝位置偏差等缺陷的焊缝。需要对焊缝进行检测,并且分析缺陷产生的原因。现有技术方案有人工检测和机器视觉检测两种,其中人工检测工作强度大,效率低等因素。传统机器视觉检测主要采用图像识别的方式,但在实际的现场工作环境中,图像质量极其容易受到光照、腐蚀产物、焊缝色差、形状等外界因素的影响,从而造成图像识别的可靠性大大下降,局限性大。
2、目前在需要对大型复杂零件焊缝熔池进行检测时,存在如下缺陷:
3、1、通常由人工控制焊缝检测仪器检测焊缝熔池。
4、2、焊缝的检测结果仅以文字、表格等书面形式记录,不能直观体现缺陷焊缝熔池的位置、长度、缺陷种类等信息。
5、3、不能通过数据分析缺陷焊缝的焊接形式、缺陷种类、缺陷长度等信息。
6、4、大型零件或者多维零件检测时需要人工操作,检测劳动强度大,危险系数高、耗费人力和时间,处理效率低下,准确性也难以保障。
7、5、焊接参数和焊接形状的变化,焊缝的状态也随之变化,在利用机器视觉检测焊缝方法中,机器视觉实现焊缝追踪,通常由于无法提取合适的特征区域,导致检测的精确度较低。
技术实现思路
1、本发明主要解决现有技术中存在的不足,提供了一种焊缝熔池缺陷检测和位置测量机构及其检测方法,其具有高速、高灵敏和高精度的特点。将检测系统安装在机器人上,由机器人按照焊缝轨迹运动,实现自动化检测。检测数据和运动轨迹由工业计算机汇总处理,及时准确的标记出焊缝缺陷的位置,状态机相关数据,做到智能化、可视化。
2、本发明的上述技术问题主要是通过下述技术方案得以解决的:
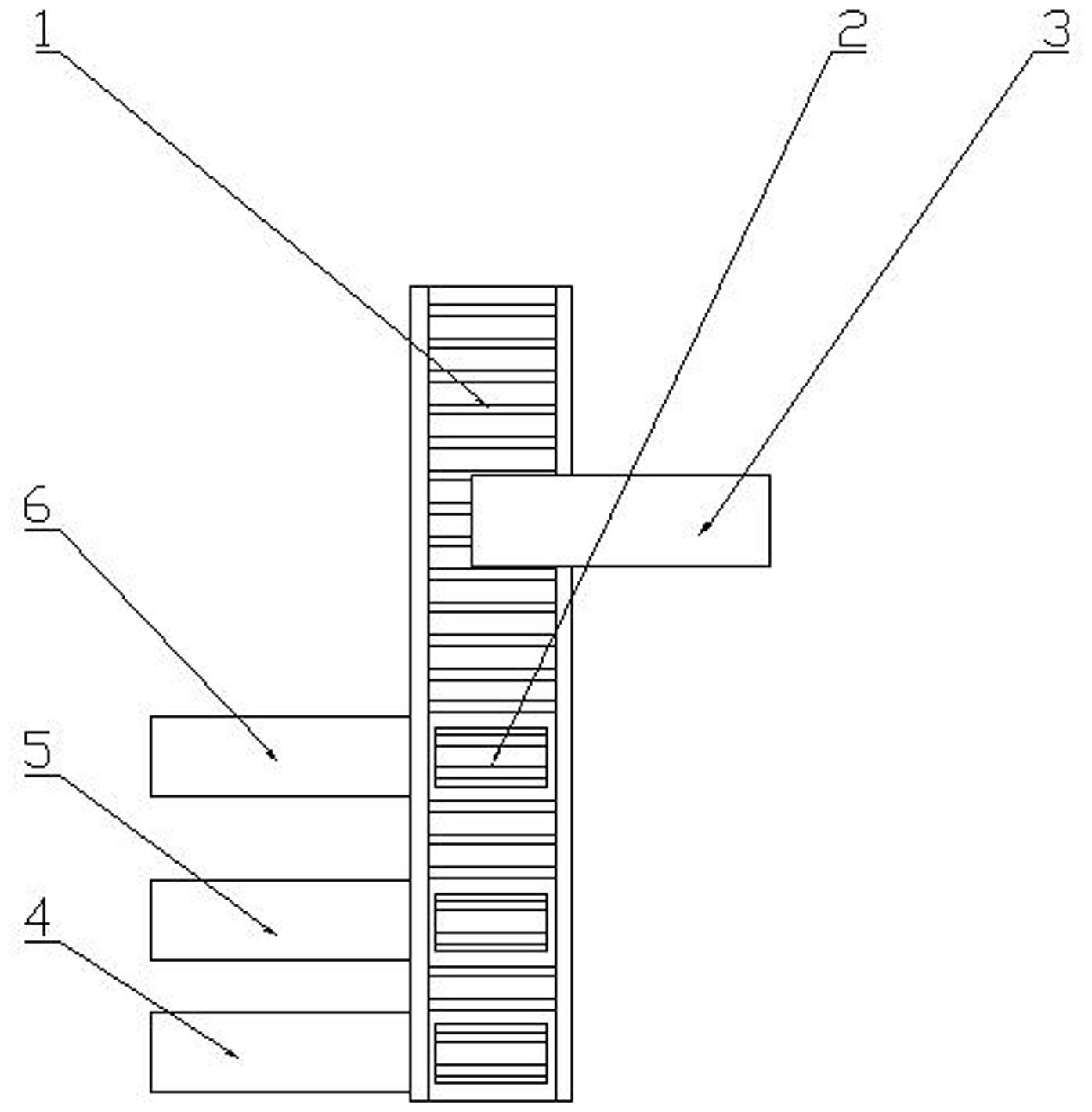
3、一种焊缝熔池缺陷检测和位置测量机构,包括辊轴传送机,所述的辊轴传送机前部侧边设有缺陷检测和位置测量组件,所述的辊轴传送机后端侧边分别设有与辊轴传送机相连通的报废分拣槽、返工分拣槽和合格分拣槽。所述的缺陷检测和位置测量组件包括六轴工业机械臂,所述的六轴工业机械臂上端设有安装架,所述的安装架上部设有与安装架相螺钉固定连接的3d激光轮廓仪,所述的安装架下部设有与安装架相螺钉固定连接的工业ccd相机。六轴工业机械臂、3d激光轮廓仪、工业ccd相机均为现有技术产品。
4、作为优选,所述的工业ccd相机前端两侧均设有与安装架相螺钉固定连接的光源。
5、作为优选,所述的工业ccd相机前端设有与工业ccd相机相螺纹式套接固定的镜头。
6、作为优选,所述的六轴工业机械臂下端设有机械臂基座,所述的机械臂基座与六轴工业机械臂间设有与机械臂基座相活动式导轨连接固定的机械臂横移底座。
7、作为优选,所述的报废分拣槽、返工分拣槽和合格分拣槽前端设有位于辊轴传送机下方且与辊轴传送机相贯穿式活动套接的分拣组件。
8、作为优选,所述的分拣组件包括固定板,所述的固定板上端设有顶板,所述的顶板上端设有若干从动辊,所述的固定板后部下端设有与顶板相活动式触接的顶升气缸,所述的顶升气缸与顶板间设有与顶升气缸相卡嵌式套接固定的顶升连接接头。
9、作为优选,所述的固定板左右两侧设有与辊轴传送机连接固定的安装座。所述的顶升气缸左右两侧均设有与固定板相活动式套接的导向柱,所述的导向柱与固定板间均设有直线轴承,所述的导向柱与顶板间设有耳板座。
10、一种焊缝熔池缺陷检测和位置测量机构的检测方法,包括如下操作步骤:
11、第一步:零件放置在检测位置,通过辊轴传送机先将焊接好的零件输送至缺陷检测和位置测量组件。
12、第二步:在缺陷检测和位置测量组件处,通过六轴机械臂按照焊接轨迹移动,3d激光轮廓仪和工业ccd相机开始拍照采集数据。
13、第三步:将3d激光轮廓仪和工业ccd相机拍照采集的数据通过工业计算机处理图片,并且进行数值化。
14、第四步:然后对数据进行对比判断,接着数据存储和终端显示;
15、第五步:经过检测后的零件,通过分拣组件进行分拣作业,分拣组件通过顶升气缸拉伸,驱动顶板上的从动辊单侧抬高,使得零件分别进入报废分拣槽、返工分拣槽和合格分拣槽。
16、当零件焊缝基准线居中并且无缺陷,此时进入合格分拣槽;当零件焊缝基准线居中但存在咬边、凹陷、凸起或内部气孔的缺陷时,进入返工分拣槽;当零件焊缝基准线不居中,无论是否存在缺陷均进入报废分拣槽。
17、作为优选,焊缝表面缺陷检测采用3d激光轮廓仪和六轴工业机械臂相结合的方法,六轴工业机械臂按照零件图纸预设的程序沿焊缝轨迹进行多维度运动,3d激光轮廓仪与工业计算机组成焊缝缺陷检测模块,3d激光轮廓仪发射线激光扫描零件表面焊缝进行采样,采样数据通过软件处理形成点云图,结合六轴工业机械臂运动轨迹,获得焊缝的三维立体图形,与零件表面基体进行对比,判断焊缝表面缺陷。
18、作为优选,焊缝的检测,采用的是机器视觉检测法。通过在六轴工业机械臂上安装工业ccd相机、镜头和光源,按照设定长度l,采样点n对零件表面焊缝拍摄,在机器视觉位置检测系统中,通过计算机软件对图片中熔池和非熔池区域进行对比,确定出整个熔池的l左边缘和l右边缘,l左边缘1+l左边缘2+...l左边缘n/n=l左边缘平均值,l右边缘1+l右边缘2+...l右边缘n/n=l右边缘平均值与l极限值进行对比,l左边缘平均值>l极限值且l右边缘平均值<l极限值则焊缝偏左,l左边缘平均值≦l极限值l、右边缘平均值≦l极限值焊缝标准,l右边缘平均值>l极限值且l左边缘平均值<l极限值则焊缝偏右;由于焊缝熔池的形状受焊接机焊接参数、焊接工艺与外界因素影响,会出现各种不规则形状,机器视觉位置检测系统采用人工智能技术对焊缝熔池形状进行深度学习,提高检测的准确性和可靠性。
19、本发明能够达到如下效果:
20、本发明提供了一种焊缝熔池缺陷检测和位置测量机构及其检测方法,与现有技术相比较,具有高速、高灵敏和高精度的特点。将检测系统安装在机器人上,由机器人按照焊缝轨迹运动,实现自动化检测。检测数据和运动轨迹由工业计算机汇总处理,及时准确的标记出焊缝缺陷的位置,状态机相关数据,做到智能化、可视化。
技术特征:
1.一种焊缝熔池缺陷检测和位置测量机构,其特征在于:包括辊轴传送机(1),所述的辊轴传送机(1)前部侧边设有缺陷检测和位置测量组件(3),所述的辊轴传送机(1)后端侧边分别设有与辊轴传送机(1)相连通的报废分拣槽(4)、返工分拣槽(5)和合格分拣槽(6);所述的缺陷检测和位置测量组件(3)包括六轴工业机械臂(12),所述的六轴工业机械臂(12)上端设有安装架(8),所述的安装架(8)上部设有与安装架(8)相螺钉固定连接的3d激光轮廓仪(7),所述的安装架(8)下部设有与安装架(8)相螺钉固定连接的工业ccd相机(9)。
2.根据权利要求1所述的焊缝熔池缺陷检测和位置测量机构,其特征在于:所述的工业ccd相机(9)前端两侧均设有与安装架(8)相螺钉固定连接的光源(11)。
3.根据权利要求1所述的焊缝熔池缺陷检测和位置测量机构,其特征在于:所述的工业ccd相机(9)前端设有与工业ccd相机(9)相螺纹式套接固定的镜头(10)。
4.根据权利要求1所述的焊缝熔池缺陷检测和位置测量机构,其特征在于:所述的六轴工业机械臂(12)下端设有机械臂基座(14),所述的机械臂基座(14)与六轴工业机械臂(12)间设有与机械臂基座(14)相活动式导轨连接固定的机械臂横移底座(13)。
5.根据权利要求1所述的焊缝熔池缺陷检测和位置测量机构,其特征在于:所述的报废分拣槽(4)、返工分拣槽(5)和合格分拣槽(6)前端设有位于辊轴传送机(1)下方且与辊轴传送机(1)相贯穿式活动套接的分拣组件(2)。
6.根据权利要求5所述的焊缝熔池缺陷检测和位置测量机构,其特征在于:所述的分拣组件(2)包括固定板(21),所述的固定板(21)上端设有顶板(16),所述的顶板(16)上端设有若干从动辊(17),所述的固定板(21)后部下端设有与顶板(16)相活动式触接的顶升气缸(19),所述的顶升气缸(19)与顶板(16)间设有与顶升气缸(19)相卡嵌式套接固定的顶升连接接头(18)。
7.根据权利要求6所述的焊缝熔池缺陷检测和位置测量机构,其特征在于:所述的固定板(21)左右两侧设有与辊轴传送机(1)连接固定的安装座(15);所述的顶升气缸(19)左右两侧均设有与固定板(21)相活动式套接的导向柱(23),所述的导向柱(23)与固定板(21)间均设有直线轴承(22),所述的导向柱(23)与顶板(16)间设有耳板座(20)。
8.根据权利要求7所述的焊缝熔池缺陷检测和位置测量机构的检测方法,其特征在于包括如下操作步骤:
9.根据权利要求8所述的焊缝熔池缺陷检测和位置测量机构的检测方法,其特征在于:焊缝表面缺陷检测采用3d激光轮廓仪(7)和六轴工业机械臂(12)相结合的方法,六轴工业机械臂(12)按照零件图纸预设的程序沿焊缝轨迹进行多维度运动,3d激光轮廓仪(7)与工业计算机组成焊缝缺陷检测模块,3d激光轮廓仪(7)发射线激光扫描零件表面焊缝进行采样,采样数据通过软件处理形成点云图,结合六轴工业机械臂(12)运动轨迹,获得焊缝的三维立体图形,与零件表面基体进行对比,判断焊缝表面缺陷。
10.根据权利要求8所述的焊缝熔池缺陷检测和位置测量机构的检测方法,其特征在于:焊缝的检测,采用的是机器视觉检测法;通过在六轴工业机械臂(12)上安装工业ccd相机(9)、镜头(10)和光源(11),按照设定长度l,采样点n对零件表面焊缝拍摄,在机器视觉位置检测系统中,通过计算机软件对图片中熔池和非熔池区域进行对比,确定出整个熔池的l左边缘和l右边缘,l左边缘1+l左边缘2+...l左边缘n/n=l左边缘平均值,l右边缘1+l右边缘2+...l右边缘n/n=l右边缘平均值与l极限值进行对比,l左边缘平均值>l极限值且l右边缘平均值<l极限值则焊缝偏左,l左边缘平均值≦l极限值l、右边缘平均值≦l极限值焊缝标准,l右边缘平均值>l极限值且l左边缘平均值<l极限值则焊缝偏右;由于焊缝熔池的形状受焊接机焊接参数、焊接工艺与外界因素影响,会出现各种不规则形状,机器视觉位置检测系统采用人工智能技术对焊缝熔池形状进行深度学习,提高检测的准确性和可靠性。
技术总结
本发明涉及一种焊缝熔池缺陷检测和位置测量机构及其检测方法,所属焊缝智能化检测设备技术领域,包括辊轴传送机,所述的辊轴传送机前部侧边设有缺陷检测和位置测量组件,所述的辊轴传送机后端侧边分别设有与辊轴传送机相连通的报废分拣槽、返工分拣槽和合格分拣槽。所述的缺陷检测和位置测量组件包括六轴工业机械臂,所述的六轴工业机械臂上端设有安装架,所述的安装架上部设有与安装架相螺钉固定连接的3D激光轮廓仪,所述的安装架下部设有与安装架相螺钉固定连接的工业CCD相机。具有高速、高灵敏和高精度的特点。检测数据和运动轨迹由工业计算机汇总处理,及时准确的标记出焊缝缺陷的位置,状态机相关数据,做到智能化、可视化。
技术研发人员:沈华勤,王哲晗,李刚
受保护的技术使用者:杭州雷神激光技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!