一种组合螺丝的次品检测装置的制作方法
本发明属于紧固件次品检测,尤其涉及一种组合螺丝的次品检测装置。
背景技术:
1、组合螺丝在生产过程中偶尔会出现垫片未能组装的情况,导致成品中出现次品,成品与次品的结构如图1所示,为了解决成品中出现次品的问题,现有的设备厂家在搓丝前通过在送料滑轨上设置了一个开口,让未组装垫片的螺丝从开口处落下,从而降低次品率,但在输送过程中会出现两个或者多个螺丝重叠的现象,当出现螺丝重叠时,未组装垫片的螺丝就无法从开口处掉落,且由于送料滑轨的输送速度过快,目前的组合螺丝出厂的次品率大概在0.05%,因此需要设计一款能够精准区分并收集组合螺丝成品和次品的装置。
技术实现思路
1、本发明的目的是针对上述存在的技术问题,提供一种组合螺丝的次品检测装置,结构巧妙,使用成本低,次品检测精度高,产品中掺杂的次品率低。
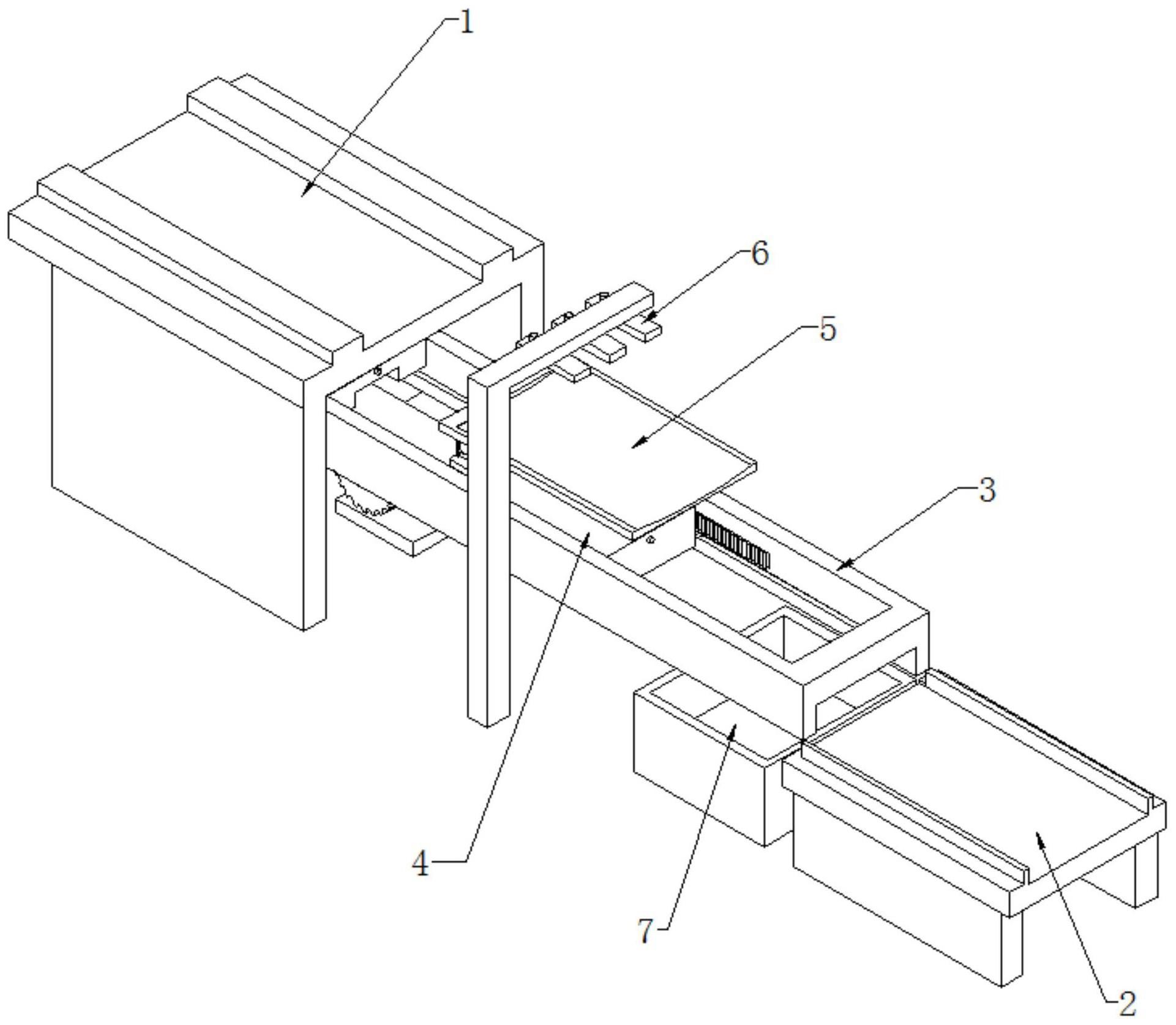
2、有鉴于此,本发明提供一种组合螺丝的次品检测装置,包括上件单元、收件单元、筛件单元,筛件单元设在上件单元与收件单元之间,筛件单元包括:
3、输送轨道,输送轨道从上件单元下方延伸至收件单元上方;
4、载件体,载件体能在输送轨道上移动,载件体上设有承载盘和翻转组件,承载盘能在翻转组件的驱动下发生翻转;
5、检测探头,检测探头设在输送轨道一侧用于检测承载盘上的组合螺丝;
6、次品收集区,次品收集区设在输送轨道上靠近收集单元一端的下方,组合螺丝可穿过输送轨道进入次品收集区;
7、止停组件,止停组件能控制载件体在输送轨道上停止移动;
8、其中,上件单元能将组合螺丝送至承载盘上,检测探头能在载件体移动过程中检测承载盘上的组合螺丝是否为次品。
9、在本技术方案中,载件体先来到上件单元下方,上件单元将一个组合螺丝送到承载盘上,载件体带着组合螺丝在输送轨道上朝收件单元方向移动,移动过程中经过检测探头处,检测探头对承载盘上的组合螺丝进行检测,判断组合螺丝为次品还是成品,若为次品,则止停组件启动使载件体在次品收集区附近停下,翻转组件启动使承载盘发生翻转,次品从承载盘上脱离穿过输送轨道进入次品收集区被收集;若为成品,则载件体移动至收件单元上方时停止,翻转组件启动使承载盘发生翻转,成品从承载盘上脱离掉落到收件单元上。
10、在上述技术方案中,进一步的,载件体在驱动组件的驱动下实现在输送轨道上移动,驱动组件包括:
11、驱动齿条,驱动齿条设在载件体上;
12、传动齿轮,传动齿轮与驱动齿条啮合连接;
13、驱动电机,驱动电机用于驱动传动齿轮转动,驱动电机相对输送轨道位置固定。
14、在上述技术方案中,进一步的,输送轨道呈回字型,载件体在输送轨道内部移动,驱动齿条位于载件体靠近上件单元的一侧,载件体与输送轨道靠近收件单元的一端之间形成次品收集区。
15、在上述技术方案中,进一步的,载件体内部开设有安装槽,输送轨道相对的两个侧壁上设有限位母齿条,安装槽与限位母齿条位置相对的两个侧壁上开设有平移槽,两个平移槽的垂线方向上开设有驱动槽;止停组件包括:
16、两个平移块,两个平移块分别滑动连接在两个平移槽中,两个平移块靠近限位母齿条的一侧设有限位子齿条,两个平移块相互靠近的一侧均设有平移斜面,平移斜面位于平移块靠近驱动槽的一端;
17、锁紧弹簧,锁紧弹簧的两端分别与两个平移块连接;
18、推块,推块设在安装槽中靠近驱动槽的一侧,推块的两端均设有与平移斜面配合的驱动斜面;
19、驱动气缸,驱动气缸用于驱动推块靠近或者远离平移块;
20、当推块远离平移块时,限位子齿条远离限位母齿条;当推块靠近平移块移动时会驱动两个平移块做相离运动,使限位子齿条靠近限位母齿条,限位子齿条与限位母齿条相互卡合时能限制载件体移动。
21、在上述技术方案中,进一步的,承载盘的第一端与载件体转动连接,翻转组件包括成品翻转组件和次品翻转组件,成品翻转组件与次品翻转组件互不干涉,成品翻转组件用于在载件体位于收件单元上方时驱动承载盘翻转,次品翻转组件用于载件体停止在次品收集区处时驱动承载盘翻转。
22、在上述技术方案中,进一步的,成品翻转组件包括翻转气缸,翻转气缸设在载件体上,翻转气缸输出端的活塞杆朝上且与承载盘的第二端接触。
23、在上述技术方案中,进一步的,次品翻转组件包括:
24、随动槽,随动槽开设在载件体上表面,随动槽与安装槽连通;
25、随动块,随动块与推块连接,随动块的上端穿过随动槽后延伸至载件体上方;
26、随动杆,随动杆设在随动块的上端侧壁上;
27、固定内杆,固定内杆设在载件体上;
28、活动外杆,活动外杆沿竖直方向套设在固定内杆外壁上;
29、升降架,升降架设在活动外杆的上端,升降架上端与称重盘的第二端接触,升降架上设有倾斜开设的升降槽,随动杆位于升降槽中,随动杆的外壁与升降槽的侧壁贴合,随动杆能沿升降槽的开设方向移动;
30、当推块朝平移块方向移动时,随动杆在升降槽中倾斜向下移动。
31、在上述技术方案中,进一步的,升降架与活动外杆的上端转动连接,活动外杆的外壁上设有固定柱,固定柱远离活动外杆的一端设有调节套,调节套内壁上开设有内螺纹;
32、升降架上设有连接柱,连接柱远离升降架的一端外壁上开设有外螺纹,连接柱与调节套螺纹连接;
33、当调节套转动时,连接柱能靠近或者远离固定柱从而改变升降槽的倾斜角度。
34、在上述技术方案中,进一步的,输送轨道的两端均设有行程开关,载件体上与两个行程开关位置相对处均设有触发块。
35、本发明同时公开了一种适于前述组合螺丝的次品检测装置的使用方法,使用方法包括以下步骤:
36、x1、调试:根据推块移动的距离与承载盘翻转角度之间的关联,调节升降架的角度从而改变升降槽的倾斜角度;
37、x2、送件:载件体移动到上件单元下方,上件单元将一个组合螺丝送到承载盘上;
38、x3、检测:载件体带着组合螺丝朝收件单元方向移动,经过检测探头处时,检测探头识别组合螺丝是否为次品;
39、x4、次品收集:若检测为次品时,驱动气缸启动带着推块靠近两个平移块,两个平移块在推块的驱动下做相离运动,使两个限位子齿条与两个限位母齿条相互卡合,此时载件体在输送轨道上停止移动,在推块移动过程中随动杆驱动升降架上升使承载盘翻转,使次品脱离承载盘进入次品收集区;
40、x5、成品收集:若检测为成品,载件体带着组合螺丝来到收件单元上方,此时成品翻转组件驱动承载盘翻转,使成品脱离承载盘来到收件单元上;
41、x6、复位:承载盘翻转至水平状态,载件体返回到上件单元下方。
42、本发明的有益效果是:
43、1.通过设置输送轨道、载件体、承载盘、翻转组件、检测探头、次品收集区、止停组件相互配合,使得每个组合螺丝可以被精准区分为成品还是次品,并输送至相应的位置被收集,提高了对组合螺丝区别收集的精准性。
44、2.通过设置限位母齿条、平移块、限位子齿条、锁紧弹簧、推块、驱动气缸相互配合,使得组合螺丝被检测为次品时,限位子齿条与限位母齿条相互卡合能限制载件体继续移动,保证次品不会混入成品中,降低组合螺丝出厂时的次品率。
45、3.通过将次品翻转组件设置成随动槽、随动块、随动杆、固定内杆、活动外杆、升降架、升降槽相互配合,通过一个驱动气缸驱动,就能同时实现止停组件限制载件体移动和驱动承载盘翻转卸料,结构巧妙,使用成本更低,检修也更加方便。
46、4.通过改变升降架与活动外杆的连接方式,并在升降架与活动外杆之间设置固定柱、调节套、连接柱相互配合,这样在改变推块的移动距离后,可以调节升降架的倾斜角度,从而改变推块相同移动距离下升降架的升降距离,进而保证组合螺丝可以正常脱离承载盘。
47、5.通过在输送轨道的两端设置行程开关,并在载件体上设置两个触发块,当载件体到达相应的位置后触发块能够触发行程开关,这样可以控制上件单元上件的时间节点,也可以控制收件单元收件的时间节点,通过控制系统来控制整个检测过程,实现对批量组合螺丝进行自动化且连续的检测。
- 还没有人留言评论。精彩留言会获得点赞!