一种碳酸镧咀嚼片的制备检测分选方法与流程
本发明涉及药物制备,尤其涉及一种碳酸镧咀嚼片的制备检测分选方法。
背景技术:
1、碳酸镧咀嚼片用于血液透析或持续非卧床腹膜透析的慢性肾功能衰竭患者高磷血症的治疗,在其生产过程中,为提高体内生物等效性试验成功率,需制定科学合理的固体制剂溶出曲线,并为将药品特征溶出曲线列入相应的质量标准提供依据,为药品批间质量的一致性、工艺变更前后药品质量的一致性提供保证;而溶出度是指药物从片剂等固体制剂在规定溶剂中溶出的速度和程度,为准确的控制碳酸镧咀嚼片的溶出度,通常采用调整制药成分的手段进行控制。
2、中国专利公开号:cn104473963a,公开了稀土化学药碳酸镧咀嚼片的制备方法,其技术点是通过对原料的精准处理,使碳酸镧咀嚼片中的碳酸镧达纳米级,提高碳酸镧咀嚼片生产质量;由此可见,在现有技术中制备碳酸镧咀嚼片,由于需准确的控制碳酸镧咀嚼片的溶出度,调整碳酸镧咀嚼片的制药成分,导致碳酸镧咀嚼片的成片效果差,药片松散易碎裂,同时在碳酸镧咀嚼片的压片生产以及包装过程中,缺少压片效果的检测,导致存在大量的松散或是破损的碳酸镧咀嚼片进行包装销售。
技术实现思路
1、为此,本发明提供一种碳酸镧咀嚼片的制备检测分选方法,用以克服现有技术中碳酸镧咀嚼片的压片效果差产出药片质量不均的问题。
2、为实现上述目的,本发明提供一种碳酸镧咀嚼片的制备检测分选方法,包括,
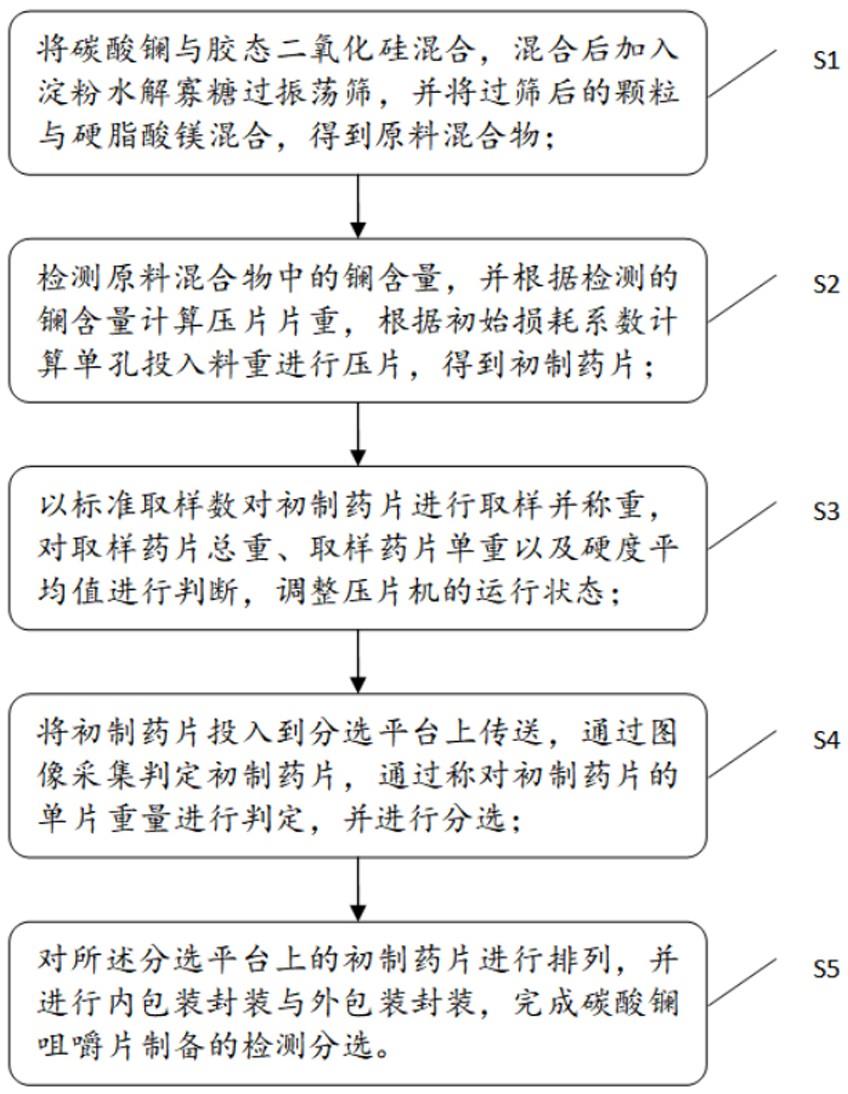
3、步骤s1,原料处理,将称量完成的碳酸镧与胶态二氧化硅加入混合机中混合,得到预混后物料,并将称量完成的淀粉水解寡糖与所述预混后物料过振荡筛,并将过筛后的颗粒与称量完成的硬脂酸镁加入混合机中混合,得到原料混合物;
4、步骤s2,原料压片,检测原料混合物中的镧含量,并根据检测的镧含量计算单片片重,将原料混合物投入至压片机中,根据计算的单片片重与设定的初始损耗系数调整所述压片机的单孔投入料重,并控制压片机以初始压制压力进行压片,得到初制药片;
5、步骤s3,抽样调整,以标准取样数对制得的初制药片进行取样并称重,对取样药片总重与各取样药片的取样药片单重进行判断,以确定是否对所述步骤s2中的初始损耗系数进行调整,并在取样药片总重在标准总重范围内时,根据各取药药片的硬度平均值与取样硬度差异值进行判断,确定是否对所述压片机的初始压制压力进行调整;
6、步骤s4,分选检测,将初制药片投入到分选平台上传送,并控制所述分选平台振动,通过设置在分选平台一侧的工业相机依次对分选平台传送的初制药片进行图像采集,根据采集的图像中初制药片部分的颜色均匀度判定对应的初制药片是否存在缺陷,并将存在缺陷的初制药片推出分选平台,通过设置在分选平台上的重量检测装置依次对分选平台传送的初制药片进行称重,并将重量超出标准单重范围的初制药片推出分选平台;
7、步骤s5,包装入库,对所述分选平台上的初制药片进行排列,并进行内包装封装与外包装封装,完成碳酸镧咀嚼片制备的检测分选。
8、进一步地,在所述步骤s2中,所述压片机采用多孔式斜平圆形模具压片,在将所述原料混合物投入至压片机前,检测原料混合物的镧含量百分比,并根据设定的主药重量计算单片片重,再根据设定的初始损耗系数与单片片重计算所述模具压片的单孔投入料重;
9、其中,md=mz/a,mt=md×(1+c),md为计算得出的单片片重,mz为设定的主药重量,a为检测的原料混合物中镧含量百分比,mt为模具压片的单孔投入料重,c为设定的初始损耗系数。
10、进一步地,在所述步骤s3中,设定有总重偏差系数,根据总重偏差系数、标准取样数以及所述步骤s2中计算的单片片重计算最大总重与最小总重,由最大总重与最小总重构成标准总重范围,在所述压片机进行原料压片时,每经过取样间隔时长后以标准取样数对制得的初制药片进行取样并称重,获得取样药片总重,并根据标准总重范围对取样药片总重进行判定,
11、若取样药片总重在标准总重范围内,将判定取样药片重量合格,将进行硬度检测判定;
12、若取样药片总重不在标准总重范围内,将对取样药片进行片重差异检测,以确定是否对所述步骤s2中的初始损耗系数进行调整;
13、其中,my1=b×md×(1+e),my2=b×md×(1-e),my1为最大总重,my2为最小总重,b为标准取样数,md为计算得出的单片片重,e为设定的总重偏差系数。
14、进一步地,在所述步骤s3中,还设定有标准硬度范围,当取样药片总重在标准总重范围内时,将分别对各取样药片进行硬度检测,并计算各取样药片硬度检测结果的硬度平均值,根据标准硬度范围对硬度平均值进行判定,
15、若硬度平均值在标准硬度范围内,将判定各取样药片的硬度检测合格,不对所述步骤s2中的压片机运行状态进行调整;
16、若硬度平均值低于标准硬度范围,将对各取样药片硬度检测结果进行判定,以确定各取样药片的硬度差异状态;
17、若硬度平均值高于标准硬度范围,将根据硬度平均值将所述步骤s2中的压片机的初始压制压力pc调整为pc’;
18、其中,pc’=pc-pc×[(hi-hb)/hi], pc为压片机的初始压制压力,pc’为调整后的压片机的压制压力,hi为各取样药片的硬度平均值,hb为设定的标准硬度范围的中间值。
19、进一步地,在判定各取样药片的硬度平均值低于标准硬度范围时,将根据标准硬度范围的标准硬度最大值与标准硬度最小值计算标准硬度差异值,并在各取样药片硬度检测结果中选取检测硬度最大值与检测硬度最小值进行做差,得到取样硬度差异值并进行判定,
20、若取样硬度差异值小于等于标准硬度差异值,将根据硬度平均值将所述压片机的初始压制压力pc调整为pc’;
21、若取样硬度差异值大于标准硬度差异值,将判定所述压片机异常,将进行停机检查;
22、其中,pc’=pc+pc×[(hb-hi)/hb], pc为压片机的初始压制压力,pc’为调整后的压片机的压制压力,hi为各取样药片的硬度平均值,hb为设定的标准硬度范围的中间值。
23、进一步地,在所述步骤s3中,设置有单片偏差系数,根据单片偏差系数与单片片重计算最大单片重与最小单片重,由最大单片重与最小单片重构成标准单重范围,分别对各取样药片进行称重,根据标准单重范围对各取样药片单重进行判定,
24、若各取样药片单重均在标准单重范围内,将判定各取样药片重量合格,不对所述步骤s2中的初始损耗系数进行调整;
25、若存在任意一取样药片单重不在标准单重范围内,将确定取样药片单重不在标准单重范围内的取样药片,以确定是否对所述步骤s2中的初始损耗系数进行调整;
26、其中,md1=md×(1+r),md2= md×(1-r),md1为最大单片重,md2为最小单片重,md为计算得出的单片片重,r为设定的单片偏差系数,且r大于总重偏差系数e。
27、进一步地,在所述步骤s3中,还设定有标准超出占比,在判定存在任意一取样药片单重不在标准单重范围内时,将获取不在标准单重范围内的取样药片数量,并计算不在标准单重范围内的取样药片数量占标准取样数的实时占比,并将实时占比与标准超出占比进行对比,
28、若实时占比小于等于标准超出占比,将不对所述步骤s2中的初始损耗系数进行调整;
29、若实时占比大于标准超出占比,将根据取样药片总重与标准总重范围对所述步骤s2中的初始损耗系数进行调整;
30、其中,当取样药片总重低于标准总重范围时,将初始损耗系数c调整为c’, c’=c×[1+(mu-ma)/ mu];
31、当取样药片总重高于标准总重范围时,将初始损耗系数c调整为c’, c’=c×[1-(ma-mu)/ mu];
32、式中,c为设定的初始损耗系数,c’为调整后的初始损耗系数,ma为取样药片总重,mu为标准总重范围中间值,即mu=(my1+my2)/2。
33、进一步地,在所述步骤s4中,设定有标准均匀度,通过工业相机采集任意一张初制药片的图像,并通过控制计算机对图像中初制药片部分进行裁剪,并计算图像中初制药片部分的实时颜色均匀度,并在图像中初制药片部分的实时颜色均匀度低于标准均匀度时,判定该图像对应的初制药片存在缺陷,通过所述分选平台一侧设置的电动挡片将对应的初制药片推出分选平台。
34、进一步地,在计算图像中初制药片部分的实时颜色均匀度时,根据图像中初制药片部分的平均颜色值设定标准色彩范围,获取图像中初制药片部分中在标准色彩范围内的图像面积,计算在标准色彩范围内的图像面积占图像中初制药片部分总面积的比值作为实时颜色均匀度的计算结果。
35、进一步地,将存在缺陷的初制药片推出分选平台,收集后加入粉碎装置,并将粉碎后的初制药片粉末作为原料混合物加入所述压片机中;将重量超出标准单重范围的初制药片推出分选平台,收集后加入周转桶内,加盖封装并进行称重与储存。
36、与现有技术相比,本发明的有益效果在于,通过检测原料混合物中的镧含量计算单片片重,能够准确的控制制成的碳酸镧咀嚼片的有效成分,同时通过设定初始损耗系数计算压片机的单孔投入料重,能够有效地消除压片过程中的重量损失,并根据取样药片总重与各取样药片的取样药片单重进行判断,对应调整初始损耗系数,能够保证制备的初制药片重量均衡,且由于是根据取样药片总重进行整体调整,进一步保障合格药片的产出比例,提高碳酸镧咀嚼片的良品率以及生产效率,同时通过图像采集以及重量检测再次对初制药片进行分选,极大程度地保障了碳酸镧咀嚼片的压片效果,同时保障产出药片的质量与均匀性,也使碳酸镧咀嚼片在包装和运输中不易松散或是破损,防止片剂在裂开或破损后发生药物外溢。
37、进一步地,通过在计算模具压片的单孔投入料重时加入初始损耗系数,有效的降低了由于原料混合物的状态以及压片机与模具压片运行方式带来的原料损耗,通过准确设定损耗系数能够有效的提高压片后的药片重量控制精准性。
38、尤其,通过设定总重偏差系数计算标准总重范围,对抽样的取样药片总重进行判定,快速确定初制药片的实际生产状态,在取样药片总重在标准总重范围内时,表示取样整体达标,因此不对各取样药片进行单独判断,减少检测判定时长,在取样药片总重不在标准总重范围内时,表示取样药片总重出现较大偏差,因此通过对取样药片进行片重差异检测,具体分析药片重量的分布占比情况,及时对初始损耗系数进行调整,保障原料重量投入的准确性,同时提高了碳酸镧咀嚼片生成的质量均匀性。
39、进一步地,通过设定标准硬度范围,根据标准硬度范围对硬度平均值进行判定,快速判断出取样部分的整体情况,由于取样的部分多为压片机一次压片动作下的产物,或是连续的压片动作下产生的,因此其硬度值相差较小,因此仅需进行硬度平均值的判定即可快速确定合格状态的取样药片,提高了检测效率。
40、尤其,在各取样药片的硬度平均值高于标准硬度范围时,通过计算取样硬度差异值进行判定,可确定各取样药片中的差异程度,在差异程度较高时,表示压片机的压制受力不均,或是存在故障异常,因此进行停机检查,避免了由于压片机长时间运行或是模具压片摆放不正、变形等影响因素造成的生产质量下降;在判定压片机不存在异常时,根据各取样药片的硬度平均值对应的调整压片机的初始压制压力,进一步保障碳酸镧咀嚼片的生产质量。
41、进一步地,通过在分选时采集初制药片图像,并进行裁剪,对图像的颜色均匀度进行判定,可以准确地确定缺陷初制药片,同时能够实现自动检测,减少人为干预,在完成缺陷检测后的初制药片经过重量检测后完成最终筛选,保障碳酸镧咀嚼片生产质量的均匀性。
- 还没有人留言评论。精彩留言会获得点赞!