一种双层管状结构组装设备及其工作方法与流程
本发明涉及管状结构组装设备,特别是涉及一种双层管状结构组装设备及其工作方法。
背景技术:
1、软胶管是用于输送气体、液体、浆状或粒状物料的一类管状橡胶制品。由内外胶层和骨架层组成,骨架层的材料可用棉纤维、各种合成纤维、碳纤维或石棉、钢丝等。在软胶管加工生产过程中,需要将封套、内芯进行组装和装配,申请号为cn201922094866.4的专利公开了一种pvc软管自动组装的设备,涉及卫浴产品生产设备技术领域。其中,一种pvc软管自动组装的设备,包括机架,其特征在于,所述机架上沿着装配顺序依次设置有上料机构、用于将软管两端调节至相同高度的调高机构、封套组装机构、内芯组装机构、锁口机构、出料机构、用于将软管从上料机构的出料端依次运输至出料机构的搬运机构,以及用于控制所有机构工作的控制终端。但是该装置缺乏检测机构,无法对装配后的工件进行检测以及翻边处理,且装配容易卡顿导致效率低下,无法实现精准而快速地装配。
技术实现思路
1、(一)要解决的技术问题
2、本发明所要解决的问题是提供一种双层管状结构组装设备及其工作方法,以克服现有技术中管状结构装配容易卡顿、翻边以及装配效率低的缺陷。
3、(二)技术方案
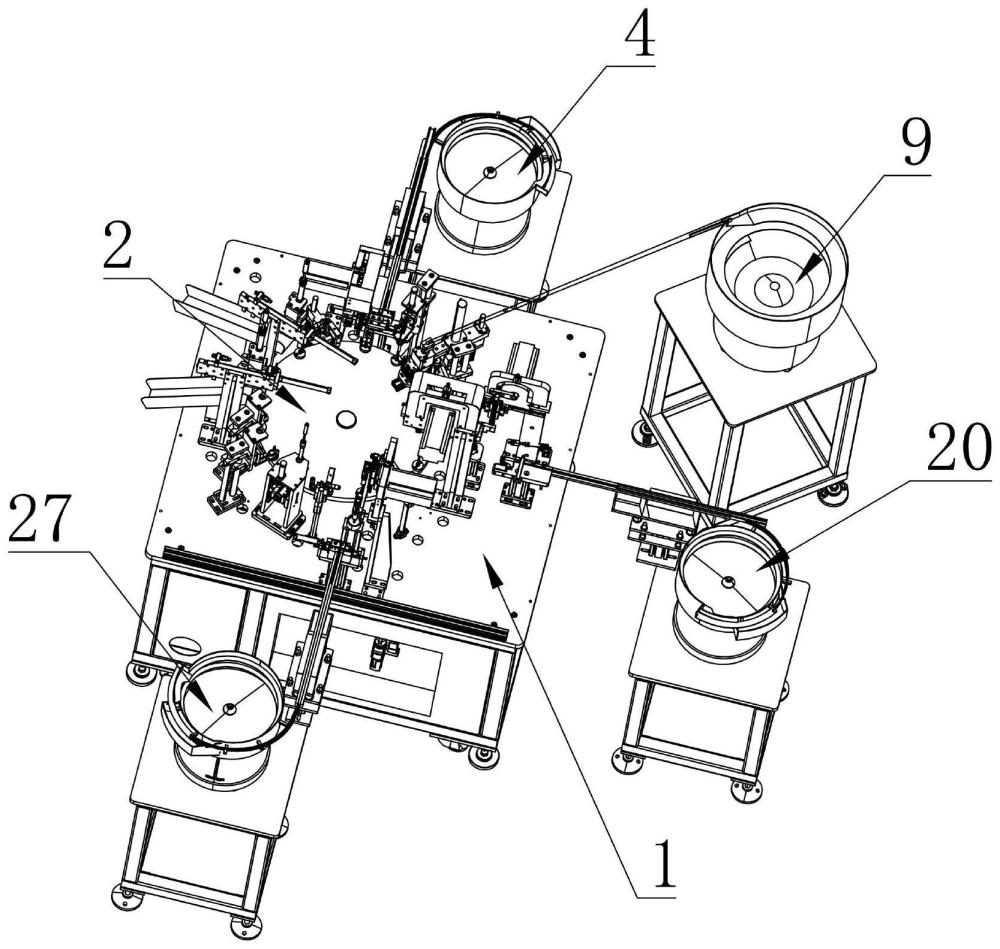
4、为解决所述技术问题,本发明提供一种双层管状结构组装设备,包括工作台以及安装在所述工作台上的转台,所述转台上设有工装座,所述工作台上围绕转台依次安装有下端盖安装机构、弹簧安装机构、软管安装机构和上端盖安装机构,所述下端盖安装机构的一侧设有成品卸料机构与次品卸料机构;所述工装座为定位柱,所述下端盖安装机构、弹簧安装机构、软管安装机构和上端盖安装机构依次将下端盖、弹簧、软管以及上端盖套装在所述定位柱上,所述上端盖安装机构的一侧还设有压合机构与翻边处理机构,分别用于压合装配管件以及处理管件翻边。
5、进一步的,所述下端盖安装机构的一侧设有下端盖振料盘,所述下端盖安装机构包括支架、伺服电机以及通过伺服电机摆动安装在所述支架上的取料台,所述下端盖安装机构的一侧设有可升降的中空管状的安装检测台。
6、进一步的,所述弹簧安装机构的一侧设有弹簧振料盘,所述弹簧安装机构包括落料管、定位气爪和导套,所述弹簧振料盘通过吹气管连接所述落料管,所述落料管中空设置,所述导套套装在所述落料管内,所述定位气爪可升降设置在一侧用于夹取所述导套,所述落料管上设有定位块,所述定位块上铰接有锁止块,所述锁止块的一端通过复位弹簧嵌入在所述定位块内,另一端的针头插入所述落料管内,所述锁止块的尾部设有升降块。
7、进一步的,所述弹簧安装机构的一侧设有弹簧检测机构,所述弹簧检测机构包括升降气爪以及与所述工装座对应的弹簧检测仪。
8、进一步的,所述软管安装机构的一侧设有软管振料盘,所述软管振料盘通过滑道连接有送料台,所述送料台上翻转设有闸门以及取料座,所述取料座用于将横向的软管调整为竖向,所述软管安装机构包括第一酒精台以及设置在所述第一酒精台两侧的第一气爪和第二气爪,所述软管安装机构的一侧设有光纤检测台。
9、进一步的,所述上端盖安装机构的一侧设有上端盖振料盘,所述上端盖安装机构包括设置在同一滑块上的第一取料爪与第二取料爪以及设置在所述工装座与所述上端盖振料盘之间的第二酒精台,所述工装座、第二酒精台以及所述上端盖振料盘的滑道位于同一直线上,所述上端盖安装机构的一侧安装有光纤检测台。
10、进一步的,所述压合机构包括分别设置在所述翻边处理机构两侧的第一压合台与第二压合台,所述第一压合台上设有固定的第一定位片以及活动的第二定位片,所述第一定位片与所述第二定位片对称设有与软管对应的半圆槽,所述第二定位片活动后夹持软管,所述第一压合台压合上盖;所述翻边处理机构包括与软管对应的升降气爪。
11、进一步的,所述成品卸料机构与所述次品卸料机构结构相同,包括可升降以及横移的卸料气爪,所述成品卸料机构的一侧设有成品滑道,所述次品卸料机构的一侧设有次品滑道,所述次品卸料机构的一侧还设有光纤检测台。
12、本发明还提供一种双层管状结构组装设备的工作方法,包括如下步骤:
13、步骤s001,安装下端盖,伺服电机控制取料台将下端盖振料盘中的下端盖运送至转台的工装座上;
14、步骤s002,检测下端盖,安装检测台检测下端盖是否到达指定位置或有无端盖;
15、步骤s003,安装弹簧,吹气管将弹簧振料盘中的弹簧吹入落料管,弹簧安装机构将弹簧装到工装座上;
16、步骤s004,检测弹簧,升降气爪夹持弹簧上升,弹簧检测仪检测弹簧是否到达指定位置和有无弹簧;
17、步骤s005,安装软管,第一气爪将软管振料盘中的软管运送至第一酒精台进行润滑,第二气爪将第一酒精台的软管运送至工装座上;
18、步骤s006,检测软管,光纤检测台检测软管是否到位和有无软管;
19、步骤s007,安装上端盖,第一取料爪将上端盖振料盘中的上端盖运送至第二酒精台进行润滑,第二取料爪将第二酒精台的上端盖运送至工装座上;
20、步骤s008,检测上端盖,光纤检测台检测上端盖是否到位和有无上端盖;
21、步骤s009,压入上端盖,第二定位片运行配合第一定位片夹住软管,第一压合台将上端盖压入软管;
22、步骤s010,软管翻边修正,升降气爪夹住软管进行升降,对软管与上下端盖连接处的翻边进行修正;
23、步骤s011,压紧产品整体,第二压合台下压上端盖进行整体压合;
24、步骤s012,卸下成品,卸料气爪将成品工件夹取运送至成品滑道内;
25、步骤s013,卸下次品,卸料气爪将次品工件夹取运送至次品滑道内;
26、步骤s014,工装座检测,光纤检测仪检测工装座上是否存在残留物。
27、进一步的,所述步骤s003具体包括如下步骤:
28、步骤s0031,运送弹簧,所述吹气管将所述弹簧振料盘内的弹簧吹到所述落料管内进行叠放;
29、步骤s0032,解锁弹簧,升降块在气缸的带动下上顶锁止块使锁止块上的针头脱离落料管,即脱离内部叠放的弹簧;
30、步骤s0033,安装弹簧,定位气爪夹住导管向下移动,弹簧沿导管下降后套入所述工装座上。
31、进一步的,所述步骤s005具体包括如下步骤:
32、步骤s0051,软管出料,气缸带动闸门翻转打开使软管从所述软管振料盘流入送料台;
33、步骤s0052,软管取料,取料座对准送料台使软管流出后套装在取料座上,气缸带动取料座翻转使横向的软管保持竖直;
34、步骤s0053,软管润滑,第一气爪将取料座上的软管夹取至第一酒精台内;
35、步骤s0054,软管安装,第二气爪将第一酒精台内的软管夹取至工装座上。
36、进一步的,所述步骤s007具体包括如下步骤:
37、步骤s0071,上端盖润滑,第一取料抓将上端盖振料盘送料台处的上端盖夹取至第二酒精台内进行润滑;
38、步骤s0072,上端盖安装,第二取料抓将第二酒精台内的上端盖夹取至工装座上。
39、进一步的,步骤s009中气缸先带动整体下降使第一定位片与第二定位片分别位于软管两侧,再带动第二定位片移动后夹住软管,最后带动第一压合台下降压合上端盖。
40、进一步的,步骤s010中升降气爪处于打开状态,气缸先带动升降气爪下降至软管两侧,再由升降气爪运行夹住软管。
41、(三)有益效果
42、本发明提供的一种双层管状结构组装设备及其工作方法,由各个安装机构实现上端盖、弹簧、软管以及下端盖的依次自动装配,且对应工位处设有检测机构,可由压合机构与翻边处理机构在后续组装时对软管与端盖的连接处进行翻边与压合处理,另外软管与上端盖安装机构处设有酒精座,可对工件进行酒精润滑,防止装配时发生卡顿,且酒精装配后自动挥发,不影响工件本身质量,实现了快速且精准地自动化装配。
- 还没有人留言评论。精彩留言会获得点赞!