一种残次品剔除方法、系统、装置及电子设备与流程
本技术涉及缺陷检测,特别是涉及一种残次品剔除方法、系统、装置及电子设备。
背景技术:
1、受限制于各种条件,生产出的产品中难免存在一定数量的残次品,为保证产品的质量,需要尽可能剔除这些残次品,以避免这些残次品进入后续流程(如加工、打包等)。
2、相关技术中,不合格产品在点数机前(未到达点数机)就被在线气吹或机械剔除机构从手模上分离下来,保证进入点数机(生产运输线)的产品都是合格产品。
3、但是,一些产品在生产过程中需要使用模具,如手套的生产过程中需要使用手模。产品与模具之间的摩擦力较大,往往存在部分不合格的产品无法被在线气吹或机械剔除机构从手模上分离下来,导致不合格品进入生产运输线。
技术实现思路
1、本技术实施例的目的在于提供一种残次品剔除方法、系统、装置及电子设备,以实现提高残次品手套剔除成功率。具体技术方案如下:
2、第一方面,本技术实施例提供了一种残次品剔除方法,所述方法包括:
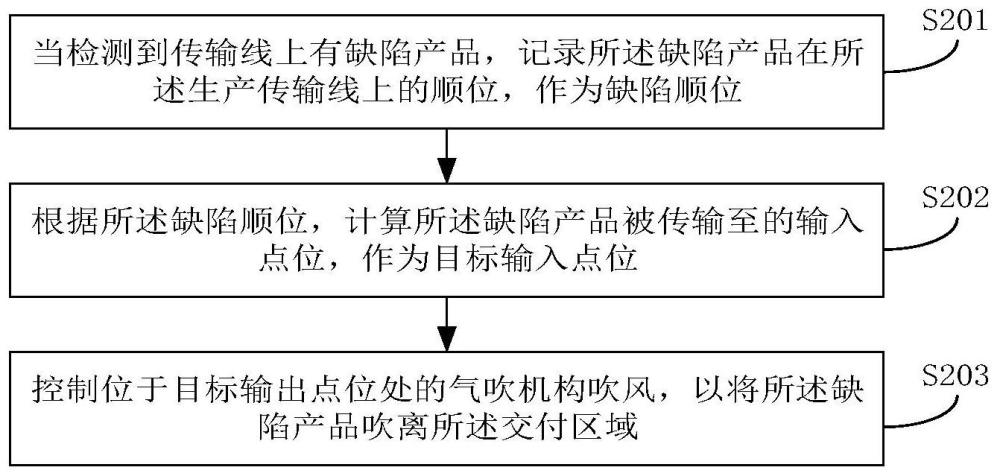
3、当检测到生产传输线上有缺陷产品,记录所述缺陷产品在所述生产传输线上的顺位,作为缺陷顺位,其中,所述生产传输线用于将未脱模的产品依次传输至脱模机构的各输入点位,所述脱模机构用于周期性地对各输入点位的产品进行脱模,并按照输入点位将脱模后的产品分别放置于交付区域中对应的输出点位,各所述预设点位设置有气吹机构;
4、根据所述缺陷顺位,计算所述缺陷产品被传输至的输入点位,作为目标输入点位;
5、控制位于目标输出点位处的气吹机构吹风,以将所述缺陷产品吹离所述交付区域,其中,所述目标输出点位为所述目标输入点位对应的输出点位。
6、在一种可能的实施方式中,所述计算所述缺陷产品被传输至的输出点位,作为目标输出点位,包括:
7、响应于所述脱模机构在完成脱模准备后发送的复位信号,根据所述脱模机构上次脱模的各产品在所述传输线上的顺位,计算所述脱模机构本次脱模的各产品在所述传输线上的顺位,作为待脱模顺位;
8、若所述待脱模顺位中存在所述缺陷顺位,则计算所述缺陷顺位在各所述待脱模顺位中的顺位,作为气吹顺位;
9、在各所述输入点位中确定位于所述气吹顺位的输入点位,作为目标输入点位。
10、在一种可能的实施方式中,所述计算所述脱模机构本次脱模的各产品在所述传输线上的顺位,作为待脱模顺位,包括:
11、计算所述脱模机构本次脱模的、顺位最靠前的产品在所述传输线上的顺位,作为待脱模顺位;
12、所述若所述待脱模顺位中存在所述缺陷顺位,则计算所述缺陷顺位在各所述待脱模顺位中的顺位,作为气吹顺位,包括:
13、针对记录的每个缺陷顺位,计算所述缺陷顺位与所述待脱模顺位的差值;
14、若所述差值不大于输入点位的个数,则删除所述缺陷顺位的记录并将所述差值确定为待脱模顺位。
15、在一种可能的实施方式中,所述若所述差值不大于输入点位的个数,则删除所述缺陷顺位的记录并将所述差值确定为待脱模顺位,包括:
16、若所述差值不小于0且不大于输入点位的个数,则删除所述缺陷顺位的记录并将所述差值确定为待脱模顺位;
17、所述方法还包括:
18、若所述差值小于0,则删除所述缺陷顺位的记录。
19、在一种可能的实施方式中,所述根据所述缺陷顺位,计算所述缺陷产品被传输至的输入点位,作为目标输入点位,包括:
20、通过第一线程根据所述缺陷顺位,计算所述缺陷产品被传输至的输入点位,作为目标输入点位
21、所述控制位于目标输出点位处的气吹机构吹风,包括:
22、通过所述第一线程,在计算得到所述目标输入点位后,控制位于目标输出点位处的气吹机构开始吹风;
23、通过与所述第一线程异步的第二线程,预估所述脱模机构完成本次脱模的延迟时刻;
24、通过所述第二线程,在所述延迟时刻之后控制所有气吹机构停止吹风。
25、第二方面,本技术实施例提供了一种残次品剔除系统,所述系统包括控制器、脱模机构、缺陷检测机构、多个气吹机构;
26、所述缺陷检测机构和所述脱模机构设置于生产传输线,且所述缺陷检测机构位于所述脱模机构的上游,所述生产传输线用于将未脱模的产品依次传输至所述脱模机构的各输入点位;
27、所述脱模机构,用于周期性地对各输入点位的产品进行脱模,并按照输入点位将脱模后的产品分别放置于交付区域中对应的输出点位;
28、各气吹机构分别设置于各所述输出点位;
29、所述缺陷检测机构,用于检测所述传输线上传输的产品是否存在缺陷,并在检测到缺陷产品时向所述控制器发送缺陷消息;
30、所述控制器,用于响应于所述缺陷消息,记录缺陷产品在所述传输线上的顺位,作为缺陷顺位;根据所述缺陷顺位,计算所述缺陷产品被传输至的输入点位,作为目标输入点位;控制位于目标输出点位处的气吹机构吹风,以将所述缺陷产品吹离所述交付区域,其中,所述目标输出点位为所述目标输入点位对应的输出点位。
31、在一种可能的实施方式中,所述系统还包括感应器,且所述感应器设置于所述脱模机构的上游;
32、所述感应器,用于响应于新的产品进入所述感应器的感应区域,向所述控制器发送光电信号;
33、所述控制器,还用于响应于所述光电信号,根据已经接收到的光电信号的数量,确定新进入所述感应区域的产品在所述生产传输线上的顺位;
34、所述控制器响应于所述缺陷消息,记录缺陷产品在所述传输线上的顺位,作为缺陷顺位,包括:
35、响应于所述缺陷消息,将最新确定的顺位记录为缺陷顺位。
36、第三方面,本技术实施例提供了一种残次品剔除装置,所述装置包括:
37、记录模块,用于当检测到生产传输线上有缺陷产品,记录所述缺陷产品在所述生产传输线上的顺位,作为缺陷顺位,其中,所述生产传输线用于将未脱模的产品依次传输至脱模机构的各输入点位,所述脱模机构用于周期性地对各输入点位的产品进行脱模,并按照输入点位将脱模后的产品分别放置于交付区域中对应的输出点位,各所述预设点位设置有气吹机构;
38、计算模块,用于根据所述缺陷顺位,计算所述缺陷产品被传输至的输入点位,作为目标输入点位;
39、气吹模块,用于控制位于目标输出点位处的气吹机构吹风,以将所述缺陷产品吹离所述交付区域,其中,所述目标输出点位为所述目标输入点位对应的输出点位。
40、在一种可能的实施方式中,所述计算模块,包括:
41、计算第一子模块,用于响应于所述脱模机构在完成脱模准备后发送的复位信号,根据所述脱模机构上次脱模的各产品在所述传输线上的顺位,计算所述脱模机构本次脱模的各产品在所述传输线上的顺位,作为待脱模顺位;
42、计算第二子模块,用于若所述待脱模顺位中存在所述缺陷顺位,则计算所述缺陷顺位在各所述待脱模顺位中的顺位,作为气吹顺位;
43、计算第三子模块,用于在各所述输入点位中确定位于所述气吹顺位的输入点位,作为目标输入点位。
44、在一种可能的实施方式中,所述计算第一子模块,包括:
45、计算第一单元,用于计算所述脱模机构本次脱模的、顺位最靠前的产品在所述传输线上的顺位,作为待脱模顺位;
46、所述计算第二子模块,包括:
47、计算第二单元,用于针对记录的每个缺陷顺位,计算所述缺陷顺位与所述待脱模顺位的差值;
48、计算第三单元,用于若所述差值不大于输入点位的个数,则删除所述缺陷顺位的记录并将所述差值确定为待脱模顺位。
49、在一种可能的实施方式中,所述计算第三单元,包括:
50、计算第三子单元,用于若所述差值不小于0且不大于输入点位的个数,则删除所述缺陷顺位的记录并将所述差值确定为待脱模顺位;
51、所述计算第三子单元,还用于:
52、若所述差值小于0,则删除所述缺陷顺位的记录。
53、在一种可能的实施方式中,所述计算模块,包括:
54、计算第四子模块,用于通过第一线程根据所述缺陷顺位,计算所述缺陷产品被传输至的输入点位,作为目标输入点位;
55、所述气吹模块,包括:
56、气吹第一子模块,用于通过所述第一线程,在计算得到所述目标输入点位后,控制位于目标输出点位处的气吹机构开始吹风;
57、气吹第二子模块,用于通过与所述第一线程异步的第二线程,预估所述脱模机构完成本次脱模的延迟时刻;
58、气吹第三子模块,用于通过所述第二线程,在所述延迟时刻之后控制所有气吹机构停止吹风。
59、第四方面,本技术实施例提供了一种电子设备,包括处理器、通信接口、存储器和通信总线,其中,处理器,通信接口,存储器通过通信总线完成相互间的通信;
60、存储器,用于存放计算机程序;
61、处理器,用于执行存储器上所存放的程序时,实现上述任一所述的残次品剔除方法步骤。
62、第五方面,本技术实施例还提供了一种计算机可读存储介质,所述计算机可读存储介质内存储有计算机程序,所述计算机程序被处理器执行时实现上述任一所述的残次品剔除方法步骤。
63、本技术实施例有益效果:
64、本技术实施例提供的残次品剔除方法,可以通过缺陷产品在生产传输线上的顺位,预测得到脱模机构将脱模后的缺陷产品放置于的目标输出点位,并控制设置于目标输出点位的气吹机构通过吹风将脱模后的缺陷产品吹离交付区域,从而避免缺陷产品由交付区域进入后续流程,由于气吹机构是在缺陷产品脱模后再对缺陷产品进行吹风,因此能够适用于丁腈手套等难以通过普通在线气吹或机械剔除机构从模具上分离的产品。
- 还没有人留言评论。精彩留言会获得点赞!