一种螺母全自动光学筛选埋设装置的制作方法
本技术属于模具螺母埋设,尤其涉及一种螺母全自动光学筛选埋设装置。
背景技术:
1、产品用模具加工时,有的产品需要将螺母埋入到模具中,通常是依靠人工将螺母放入到模具中,人工埋设螺母作业效率低,需耗费的人力成本较高,且在埋设前,需要肉眼识别螺母上的倒角方向,由于螺母上的倒角极小,在肉眼识别时容易出错导致模具成本大批量报废。
技术实现思路
1、鉴于上述现有技术中存在的问题,本实用新型的主要目的在于提供一种螺母全自动光学筛选埋设装置,可快速准确实别螺母的倒角方向,将其准确埋入模具,提高生产效率,保证产品优良率。
2、本实用新型的目的通过如下技术方案得以实现:
3、本实用新型提供一种螺母全自动光学筛选埋设装置,包括:
4、底座;
5、螺母上料机构,所述螺母上料机构设于所述底座上,包括震动盘及设于所述震动盘的末端的传送带,所述传送带具有绕设于所述震动盘外侧的第一段和延伸于所述第一段的末端的第二段;所述第一段与所述震动盘径向连接有回料槽;
6、筛选机构,所述筛选机构包括吹气组件,所述吹气组件位于所述回料槽远离所述震动盘的一端以将倒角方向错误的螺母吹回所述震动盘;
7、定位治具上料机构,所述定位治具上料机构设于所述螺母上料机构的一侧以上料定位治具;
8、转料机构,所述转料机构由驱动组件驱动以将所述传送带的第二段传送的螺母转移至所述定位治具上;
9、埋设机构,所述埋设机构设于所述定位治具上料机构的末端以将所述定位治具上的螺母埋入模具。
10、作为上述技术方案的进一步描述,所述传送带的第一段的外侧设有围板,所述筛选机构设于所述围板上。
11、作为上述技术方案的进一步描述,所述筛选机构包括第一检测相机和第二检测相机,所述第一检测相机设于所述震动盘的末端与所述吹气组件之间;
12、所述第二检测相机设于所述吹气组件与所述传送带的末端之间。
13、作为上述技术方案的进一步描述,所述定位治具上料机构包括第一滑轨和滑台,所述滑台与所述第一滑轨在水平方向上滑动连接。
14、作为上述技术方案的进一步描述,所述螺母上料机构还包括承接台,所述承接台设于所述传送带的第二段的末端。
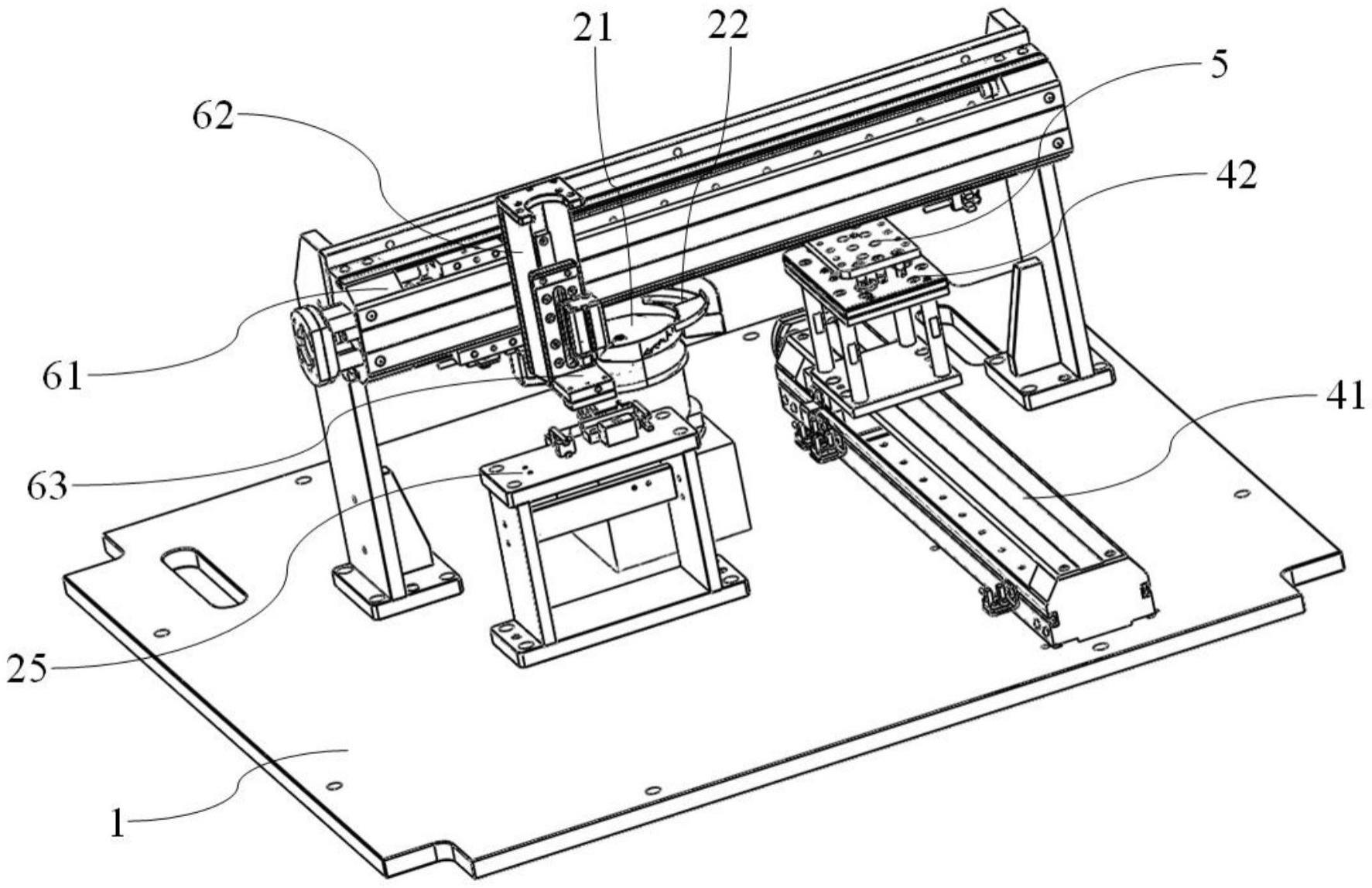
15、作为上述技术方案的进一步描述,所述转料机构包括第二滑轨和吸料组件,所述第二滑轨横设于所述承接台和所述第一滑轨的上方;所述吸料组件与所述第二滑轨滑动连接。
16、作为上述技术方案的进一步描述,所述吸料组件包括连接板和吸料嘴,所述连接板与所述第二滑轨在水平方向上滑动连接,所述吸料嘴与所述连接板在竖直方向上滑动连接。
17、作为上述技术方案的进一步描述,还包括控制机构,所述螺母上料机构、筛选机构、定位治具上料机构、转料机构及埋设机构均与所述控制机构电性连接。
18、借由以上的技术方案,本实用新型的突出效果为:
19、本实用新型所提供的螺母全自动光学筛选埋设装置中,传动带具有绕设于震动盘外侧的第一段和延伸于第一段的末端的第二段,第一段上具有与震动盘相通的回料槽,经震动盘上料至传送带第一段的螺母会经过筛选机构中两检测相机的初检和复检,倒角方向未通过两次检测的螺母均会被设于回料槽远离震动盘的一端的吹气组件吹回至震动盘中重新上料,无需人工参与,快速准确地实现了对螺母的倒角方向的识别,从而使得螺母后续埋入模具的方向准确,提高了生产效率,保证了产品优良率。
技术特征:
1.一种螺母全自动光学筛选埋设装置,其特征在于,包括:
2.根据权利要求1所述的螺母全自动光学筛选埋设装置,其特征在于,所述传送带的第一段的外侧设有围板,所述筛选机构设于所述围板上。
3.根据权利要求2所述的螺母全自动光学筛选埋设装置,其特征在于,所述筛选机构包括第一检测相机和第二检测相机,所述第一检测相机设于所述震动盘的末端与所述吹气组件之间;
4.根据权利要求1所述的螺母全自动光学筛选埋设装置,其特征在于,所述定位治具上料机构包括第一滑轨和滑台,所述滑台与所述第一滑轨在水平方向上滑动连接。
5.根据权利要求4所述的螺母全自动光学筛选埋设装置,其特征在于,所述螺母上料机构还包括承接台,所述承接台设于所述传送带的第二段的末端。
6.根据权利要求5所述的螺母全自动光学筛选埋设装置,其特征在于,所述转料机构包括第二滑轨和吸料组件,所述第二滑轨横设于所述承接台和所述第一滑轨的上方;所述吸料组件与所述第二滑轨滑动连接。
7.根据权利要求6所述的螺母全自动光学筛选埋设装置,其特征在于,所述吸料组件包括连接板和吸料嘴,所述连接板与所述第二滑轨在水平方向上滑动连接,所述吸料嘴与所述连接板在竖直方向上滑动连接。
8.根据权利要求1所述的螺母全自动光学筛选埋设装置,其特征在于,还包括控制机构,所述螺母上料机构、筛选机构、定位治具上料机构、转料机构及埋设机构均与所述控制机构电性连接。
技术总结
本技术提供了一种螺母全自动光学筛选埋设装置,包括底座,设于底座上的螺母上料机构包括震动盘及设于震动盘末端的传送带,传送带具有绕设于震动盘外侧的第一段和延伸于第一段末端的第二段;第一段与震动盘径向连接有回料槽;筛选机构包括的吹气组件位于回料槽远离震动盘的一端以将倒角方向错误的螺母吹回震动盘;定位治具上料机构设于螺母上料机构的一侧以上料定位治具;转料机构由驱动组件驱动以将传送带的第二段传送的螺母转移至定位治具上;埋设机构设于定位治具上料机构的末端以将定位治具上的螺母埋入模具。本技术的螺母全自动光学筛选埋设装置可快速准确实别螺母的倒角方向,将其准确埋入模具,提高生产效率,保证产品优良率。
技术研发人员:王斌
受保护的技术使用者:昆山新至升塑胶电子有限公司
技术研发日:20230331
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!