一种自动化检测电路板上线路的检测装置及方法与流程
本发明涉及检测电路板上线路的,特别是一种自动化检测电路板上线路的检测装置及方法。
背景技术:
1、当一批量的电路板生产成型后,工艺上要求检测位于电路板顶表面上的线路,以判断线路是否存在缺陷。其中,线路沿电路板的长度方向分布在电路板的顶表面上。
2、车间内检测电路板顶表面上线路是否有缺陷的方法是:s1、工人取出一个电路板,将平放在检测台上;s2、工人手持ccd镜头,并使其朝向电路板的顶表面,而后工人使ccd镜头从左往右沿电路板的长度方向运动,当ccd镜头在运动过程中,ccd镜头实时的拍摄位于电路板顶表面上的线路,若ccd镜头在移动过程中,检测到线路的某段处存在有缺陷,ccd镜头则发出电信号给控制器,控制器发出报警号,以提示被检测的电路板为不合格品,此时工人将不合格品剔除掉;若ccd镜头移动到电路板的右端部处时,ccd镜头仍然没法发出电信号给控制器,则说明被检测的电路板为合格品,此时工人将合格品放入到成品筐内;
3、s3、工人如此重复步骤s1~s2的操作,即可连续地对多个电路板顶表面上的线路进行检测。
4、然而,这种方法虽然能够实现对电路板顶表面上线路的检测,但是在技术上仍然存在以下技术缺陷:
5、i、从步骤s1~s2可知,该方法只能一个接一个的对电路板的线路进行检测,而每天待检测电路板的数量多达60~80个,而人工手动一个接一个的检测,无疑是增加了电路板线路的检测时间,进而降低了电路板线路的检测效率。
6、ii、在步骤s1中,需要人工手动将电路板平放在检测台上,这无疑是增加了工人的工作强度。
7、因此,亟需一种减轻工人工作强度、极大提高电路板线路检测效率的检测装置及方法。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供一种减轻工人工作强度、极大提高电路板线路检测效率的自动化检测电路板上线路的检测装置及方法。
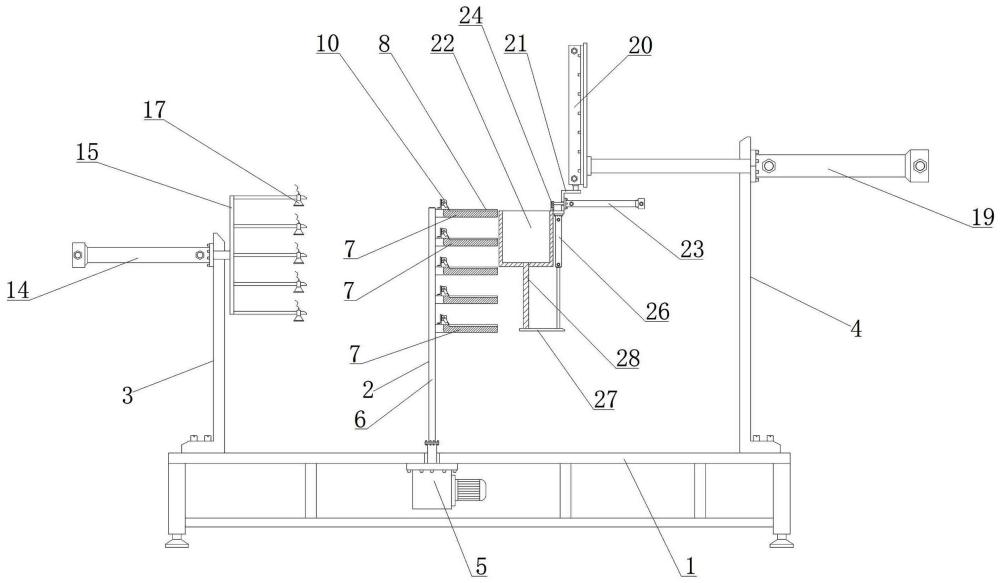
2、本发明的目的通过以下技术方案来实现:一种自动化检测电路板上线路的检测装置,它包括工作台,工作台上设置有周转及剔料机构,工作台上还设置有分别位于周转及剔料机构左右侧的检测机构和上料机构,上料机构用于将其上的电路板自动的推送到周转及剔料机构内;
3、所述周转及剔料机构包括固设于工作台底表面上的步进电机、固连于步进电机输出轴上的主轴,主轴向上贯穿工作台设置,主轴的右柱面上沿其轴向间隔焊接有多个支撑座,每个支撑座右端部的顶表面上均开设有止口,止口的纵向宽度与电路板的纵向宽度相等,止口的深度小于电路板的厚度,每个支撑座的顶表面上且位于止口的左侧均固设有立板,每个立板的右端面上均固设有旋转气缸,旋转气缸的旋转轴朝前设置,且旋转轴上固设有旋转板,旋转板的底端焊接有拨杆,拨杆与止口左右相对立;
4、所述检测机构包括固设于工作台台面上的固定板、固设于固定板左端面上的进给气缸,进给气缸的活塞杆贯穿固定板,且延伸端上固设有移动板,移动板的右端面上固设有多个分别与支撑座相对应的支板,每个支板的右端部均固设有镜头朝下的ccd镜头。
5、所述工作台的底表面上固设有多根支撑于地面上的支撑腿。
6、每相邻两个支撑座之间的间距相等。
7、所述支板内开设有与ccd镜头相对应的安装孔,所述ccd镜头的外壳嵌固于安装孔内。
8、所述上料机构包括固设于工作台台面上的固定座、固设于固定座右端面上的水平气缸,水平气缸的活塞杆贯穿固定座,且延伸端上固设有垂向气缸,垂向气缸活塞杆的作用端上固设有连接架,连接架的底部固设有料筒,料筒的顶表面与最顶层的支撑座的止口的底壁平齐;
9、所述连接架的右端部固设有推送气缸,推送气缸的活塞杆贯穿连接架,且延伸端上固设有推块,推块的左端面上开设有凹槽,凹槽的纵向宽度与电路板的纵向宽度相等;所述连接架的底部固设有顶料气缸,顶料气缸的活塞杆向下延伸于料筒的下方,且延伸端上固设有抬板,抬板的顶表面上固设有顶料杆,顶料杆贯穿料筒的底壁且延伸于料筒内。
10、所述料筒的内腔与电路板的外轮廓相配合。
11、该检测装置还包括控制器,所述控制器与水平气缸、垂向气缸、推送气缸、进给气缸、旋转气缸、步进电机以及ccd镜头经信号线电连接。
12、一种自动化检测电路板上线路的检测方法,它包括以下步骤:
13、s1、工人预先在上料机构的料筒内堆叠多个待检测的电路板;
14、s2、将料筒内的多个电路板分别填装到周转及剔料机构的各层支撑座的止口内,其具体操作步骤为:
15、s21、控制上料机构的顶料气缸的活塞杆向上缩回,活塞杆带动抬板向上运动,抬板带动顶料杆向上运动,顶料杆带动料筒内的各个电路板同时向上运动,当最顶层的电路板从料筒内顶出后,控制顶料气缸关闭;
16、s22、控制上料机构的推送气缸的活塞杆向左伸出,活塞杆带动推块向左运动,推块的凹槽先扣合在最顶层电路板的右端部上,而后推块将最顶层的电路板从右往左将其推送到最顶层的支撑座的止口内,当推送气缸的活塞杆完全伸出后,电路板刚好全部进入到止口内;
17、s23、控制推送气缸的活塞杆向右缩回,活塞杆带动推块向右运动,当推块复位后,即可实现将最顶层的电路板推送到最顶层的支撑座的止口;
18、s24、控制垂向气缸的活塞杆向下伸出,活塞杆带动连接架向下运动,连接架带动料筒和顶料气缸同步向下运动,料筒带动其内的电路板同步向下运动,当垂向气缸的活塞杆向下伸出到设定距离后,控制器控制垂向气缸关闭;重复步骤s21~s23的操作,即可将料筒内的第二层电路板推送到第二层支撑座的止口内;
19、s25、如此重复步骤s24的操作多次,即可在各层支撑座的止口内分别填装一个电路板,进而最终完成了将料筒内的多个电路板分别填装到周转及剔料机构的各层支撑座的止口内;
20、s3、控制上料机构的水平气缸的活塞杆向右缩回,活塞杆带动垂向气缸的活塞杆向右运动,垂向气缸带动连接架和料筒同步向右运动,料筒带动其内的剩余电路板向右运动,以使料筒与支撑座留出间隙;
21、s4、控制步进电机启动,步进电机的输出轴带动主轴旋转,主轴带动其上的各个支撑座同步旋转,支撑座带动对应填装在其内的电路板同步旋转,当主轴旋转180°后,控制器控制步进电机关闭,此时,各个支撑座内的电路板进入到检测机构的检测工位,即各个支撑座内的电路板分别与检测机构的各个ccd镜头相对应;
22、s5、控制检测机构的进给气缸的活塞杆向右伸出,活塞杆带动移动板向右运动,移动板带动各个支板同步向右运动,各个支板带动对应的ccd镜头同步向右运动,当 ccd镜头沿着电路板的长度方向继续运动时,ccd镜头实时的检测电路板顶表面上的线路是否有缺陷;
23、若 ccd镜头检测到对应的电路板的线路存在缺陷,则ccd镜头发出电信号给控制器,控制器控制与ccd镜头相对应的旋转气缸启动,旋转气缸带动旋转板做顺时针旋转,旋转板带动拨杆旋转,拨杆将不合格品向左推,以使不合格品从止口内推出;
24、若各个ccd镜头运动到电路板的右端部时,ccd镜头仍然没有检测到对应的电路板的线路存在缺陷,则ccd镜头不发出电信号给控制器,说明了所有的电路板上的线路是合格的,此时,工人将止口内的合格品从止口内取走,取走后,将合格品放入到成品筐内,从而最终实现了多个电路板上线路的检测;
25、s6、如此重复步骤s2~s5的操作,即可连续地对料筒内的其余电路板的线路进行检测。
26、本发明具有以下优点:减轻工人工作强度、极大提高电路板线路检测效率。
- 还没有人留言评论。精彩留言会获得点赞!