一种切削液及其制备方法和应用与流程
1.本发明属于金属加工技术领域,具体涉及一种切削液及其制备方法和应用。
背景技术:
2.切削液(cutting fluid,coolant)是一种用在金属切削、磨加工过程中,用来冷却、润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。水基的切削液可分为乳化液、半合成切削液和全合成切削液。
3.在铸铁加工行业中切削液对加工和模具机械的运行非常重要。它们是降低加工系统中的热量、摩擦力,并保护金属表面的关键。在选择切削液时,切削液使用寿命问题一直是企业的关注点。但是传统切削液容易被污染,污染源主要有流淌溢出的设备油包括液压油、导轨油、主轴油,切屑,溶解的矿物质和其他碎屑。传统切削液中含有的乳化剂会源源不断的把混入的污染源乳化,给细菌滋生提供了营养源,当条件充足时,细菌大量繁殖,切削液的性能和使用寿命将显着降低。通过延长切削液的使用寿命为企业减少换液成本及废液产生量对于加工行业具有重要意义。
4.因此开发一种具有抗杂油能力和抗菌性能,使用寿命长的切削液,一直是业内关注的问题。
技术实现要素:
5.本发明旨在至少解决上述现有技术中存在的技术问题之一。为此,本发明提出一种切削液,本发明的切削液,制备原料包括一种切削液,按重量份计,制备原料包括,ph调节剂10~15份,ap型破乳剂5~10份,丙三醇3~5份和硬度调节剂0.5~1份;所述ap型破乳剂包括聚氧乙烯醚,在保证正常的润滑、冷却、清洗性能的同时,通过提升切削液的抗杂油能力来延长切削液的使用寿命。
6.本发明还提出一种切削液的制备方法。
7.本发明还提出了一种切削液在金属加工的应用。
8.本发明还提出了一种切削液在铸铁机加工工艺中的应用。
9.本发明的第一个方面,提出了一种切削液,按重量份计,制备原料包括,一种切削液,按重量份计,制备原料包括,ph调节剂10~15份,ap型破乳剂5~10份,丙三醇3~5份和硬度调节剂0.5~1份;
10.所述ap型破乳剂包括聚氧乙烯醚。
11.本发明的切削液,至少具有以下有益效果:
12.ap型破乳剂分子结构式为:d(po)x(eo)y(po)z h,式中:eo-聚氧乙烯;po-聚氧丙烯;r-脂肪醇;d-多乙烯多胺:x、y、z-聚合度(x:8-12,y:8-12,z:10)。ap型结破乳剂用于石蜡基原油乳状液的破乳,适合于切削液在使用过程中因设备油的混入而乳化的液破乳,并能在低温条件下达到快速破乳的效果。ap型破乳剂只需在切削液正常工作条件下、1.5h内
沉降破乳。
13.ap型破乳剂是以多乙烯多胺为引发剂的聚氧乙烯聚氧丙烯聚醚,引发剂多乙烯多胺决定了分子的结构形式:分子链长且支链多,亲水能力强。多支链的特点决定了ap型破乳剂具有较高的润湿性能和渗透性能,当乳状液破乳时,ap型破乳剂的分子能迅速的渗透到油水界面膜上,比sp型破乳剂分子的直立式单分子膜排列占有更多的表面积,因而用量少,破乳效果明显。利用其破乳性能有效的把混入到切削液里的设备油及时分离,从来切断细菌的营养源,保证切削液的正常性能长期稳定。
14.在本发明的一些实施方式中,所述ph调节剂包括,二甘醇胺和异丙醇胺中的至少一种。
15.二甘醇胺具有较高的碱值储备能力和ph缓冲性能,可以有效的保证切削液的ph值长期稳定;硬水适应性好,结合硬度调节剂可以有效提升切削液的抗杂油性能。利用其以上优点可以有效防止切削液发臭,同时提供辅助防锈的性能,间接提高切削液的寿命,其结构如下式所示。
[0016][0017]
在本发明的一些实施方式中,所述ap型破乳剂包括,聚氧乙烯聚氧丙烯聚醚。
[0018]
在本发明的一些实施方式中,所述ap型破乳剂包括,以多乙烯多胺为引发剂的聚氧乙烯聚氧丙烯聚醚。
[0019]
在本发明的一些实施方式中,所述硬度调节剂包括,氯化钙,硝酸钙和氯化镁中的至少一种。
[0020]
本发明中所用硬度调节剂为氯化钙、硝酸钙、氯化镁,其中的ca
2+
、mg
2+
离子与混入到切削液中的乳化剂结合形成皂化物析出,降低切削液对设备油(杂质)的乳化能力,设备油浮于切削液上层易于分离清理,延长切削液的使用寿命。
[0021]
在本发明的一些实施方式中,按重量份计,切削液的制备原料包括,ph调节剂13~15份,ap型破乳剂9~10份和硬度调节剂0.5~0.6份。
[0022]
在本发明的一些实施方式中,按重量份计,切削液的制备原料还包括,水40~60份和防锈剂10~20份。
[0023]
在本发明的一些优选的实施方式中,按重量份计,切削液的制备原料包括,ph调节剂13~15份,ap型破乳剂9~10份,硬度调节剂0.5~0.6份,水58~59份,防锈剂14~16份和丙三醇3~5份。
[0024]
在本发明的一些实施方式中,所述防锈剂包括,硼酸、癸二酸和十二碳二元酸中的至少一种。
[0025]
本发明的第二个方面,提出了一种切削液的制备方法,包括以下步骤:
[0026]
s1:将所述ph调节剂分散后得到混合液。
[0027]
s2:将所述ap型破乳剂和所述硬度调节剂分散后加入到步骤s1中所述混合液中即得。
[0028]
在本发明的一些优选的实施方式中,提出了一种切削液的制备方法,包括以下步骤:
[0029]
s1:将水、所述ph调节剂、防锈剂混合得到混合液。
[0030]
s2:将所述ap型破乳剂、丙三醇、所述硬度调节剂加入到步骤s1中所述混合液中即得。
[0031]
在本发明的一些优选的实施方案中,步骤s1中,将水、所述ph调节剂、防锈剂、依次混合得到混合液。
[0032]
在本发明的一些实施方式中,步骤s1中的述混合的温度为75~90℃。
[0033]
本发明的第三个方面,提出了一种切削液在金属加工的应用。
[0034]
本发明的第四个方面,提出了一种切削液在铸铁机加工工艺中的应用。
[0035]
本发明提供的铸铁机加工的切削液,具有优秀的抗杂油能力和抗菌性能,可以有效延长切削液的使用寿命。
具体实施方式
[0036]
以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
[0037]
实施例1
[0038]
本实施例制备了一种切削液,具体过程为:
[0039]
s1:按重量份计将50份水,14份二甘醇胺,15份十二碳二元酸依次加入到搅拌器皿中,于温度80℃,边加边搅拌,拌至溶液均匀透明,得混合液。
[0040]
s2:按重量份计,将8份聚氧乙烯聚氧丙烯聚醚,4份丙三醇,0.5份氯化钙加入到步骤s1得到的混合液中继续搅拌至溶液成均匀透明液体即得。
[0041]
实施例2
[0042]
本实施例制备了一种切削液,具体过程为:
[0043]
s1:按重量份计将52.3份水,15份二甘醇胺,17份十二碳二元酸依次加入到搅拌器皿中,于温度80℃,边加边搅拌,搅拌至溶液均匀透明,得混合液。
[0044]
s2:按重量份计,将10份聚氧乙烯聚氧丙烯聚醚,5份丙三醇,0.7份氯化钙加入到步骤s1得到的混合液中继续搅拌至溶液成均匀透明液体即得。
[0045]
对比例1
[0046]
本对比例制备了一种切削液,该切削液同实施例比,将实施例中的二甘醇胺替换成了三乙醇胺。
[0047]
s1:按重量份计将58.5份水,14份三乙醇胺,15份十二碳二元酸依次加入到搅拌器皿中,于温度80℃,边加边搅拌,搅拌至溶液均匀透明,得混合液。
[0048]
s2:按重量份计,将8份聚氧乙烯聚氧丙烯聚醚,4份丙三醇,0.5份氯化钙加入到步骤s1得到的混合液中继续搅拌至溶液成均匀透明液体即得。
[0049]
对比例2
[0050]
本对比例制备了一种切削液,该切削液同实施例比,没有加入ap型破乳剂,具体过程为:
[0051]
s1:按重量份计将60份水,15份二甘醇胺,20份十二碳二元酸依次加入到搅拌器皿中,于温度80℃,边加边搅拌,搅拌至溶液均匀透明,得混合液。
[0052]
s2:按重量份计,将4份丙三醇,1份氯化钙加入到步骤s1得到的混合液中继续搅拌至溶液成均匀透明液体即得。
[0053]
对比例3
[0054]
本对比例制备了一种切削液,该切削液同实施例比,没有加入氯化钙,具体过程为:
[0055]
s1:按重量份计将60份水,15份二甘醇胺,10份十二碳二元酸依次加入到搅拌器皿中,于温度80℃,边加边搅拌,拌至溶液均匀透明,得混合液。
[0056]
s2:按重量份计,将10份聚氧乙烯聚氧丙烯聚醚,5份丙三醇加入到步骤s1得到的混合液中继续搅拌至溶液成均匀透明液体即得。
[0057]
试验例1
[0058]
本试验例1测试了实施例1~2以及对比例1~3所得切削液的抗杂油性能。
[0059]
向干净的量简内倒入40ml待测切削液,然后倒入杂油(选用长城68号导轨油)40ml至量简刻度为80ml处,使用搅拌装置充分搅匀后静置30分钟后观察并记录量筒内分离的油、切削液和乳化层体积数。数据列于表1。
[0060]
表1测试结果
[0061]
实施例与对比例油层体积,ml乳化层体积,ml切削液层体积,ml实施例140040实施例240040对比例138537对比例2292526对比例3331235
[0062]
对比例1中的三乙醇胺及其他乳化剂会把混入的设备油乳化,对比例2中不包括ap型破乳剂,因此无法保证有效的把混入到切削液里的设备油及时分离,导致设备油乳化,对比例3中没有加入氯化钙,因此乳化剂(多元醇胺及其他外来乳化剂)无法结合形成皂化物析出,设备油浮于切削液上层不易于分离清理。
[0063]
试验例2
[0064]
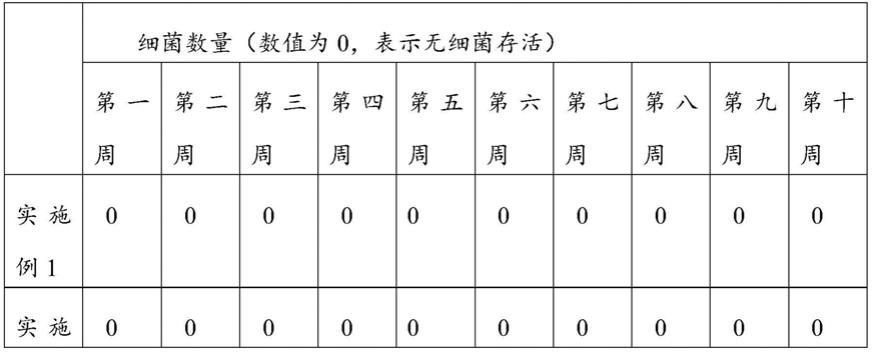
本试验例2测试了实施例1~2以及对比例1~3所得切削液的抗菌性能。
[0065]
配置100ml,5%的待测液,每周引入0.1ml菌种,放置恒温箱内恒温35℃。每周测试一次待测液中的菌落繁殖情况,数据列于表2。
[0066]
表2测试结果
[0067][0068][0069]
从表2实验结果显示对对比例1、2、3分别从第五周、第三周、第四周出现细菌,抗菌性能基本丧失,随后几周细菌数量继续增加。细菌的滋生会使切削液的性能急速下滑,直至完全丧失最基本的防锈、润滑性能,且随之细菌的滋生切削液ph也会急速降低至7以下,加速工件生锈。而实施例1、2从第一周至第十周均未出现菌落,说明在第十周的时候依然具有抗菌性能。
[0070]
以上所述仅为本发明的具体实施例,不能因此来限制本发明保护的范围。凡是利用本发明所作的非实质变换、在本发明所述的构思和具体实施例的启示下,推导出某些工艺技术的变化,或相关技术的替代等非实质性改动、或直接或间接运用在其它相关的技术领域,均属于本发明所要求的保护范畴内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1