一种环保型微乳切削液的制作方法
1.本发明涉及一种加工用润滑剂,尤其涉及一种环保可靠的润滑剂。
背景技术:
2.金属材料加工过程通常需要切削液润滑,目前切削液主要分为水基切削液、油基切削液和微乳切削液。油基切削液润滑性较好,适用于高难度的切削、攻丝、钻孔等加工工序,但是其冷却性较差,油性成分难降解,使用后的废液难处理,限制了其应用。水基切削液冷却性能较好,但润滑性欠佳,并且容易产生霉变,夏天使用气味较重,故也受到了较大应用限制。
3.相对而言,水基微乳切削液同时具备良好的润滑性和冷却性,受到市场欢迎。然而,随着机械制造加工向高精尖方向发展,对切削液产品的环保性能、使用寿命、润滑效果等提出了新的要求,现有的微乳切削液已不能充分满足市场需求,有必要开发新型环保型长寿命高效微乳切削液。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供了一种环保型微乳切削液,以解决现有技术中切削液产品中存在的不环保、寿命短等技术问题。
5.本发明是通过以下技术方案实现的:
6.一种环保型微乳切削液,以整体为100重量份计其组成为:8-18份蓖麻油、10-25份复合有机防锈剂、0.2-0.8份纳米添加剂、3-12份脂肪醇聚氧乙烯醚-30、3-8份阴离子表面活性剂、1-3份三聚磷酸钠、0.1-0.3份聚醚酯消泡剂,其余为水;其中,所述复合有机防锈剂为三元羧酸醇胺和蓖麻油酸醇胺按2:1的质量比复合而成;所述纳米添加剂为纳米二硫化钼和石墨烯按1:1.4-1.9的质量比复合而成,所述阴离子表面活性剂为蓖麻油聚氧乙烯醚与聚乙二醇400按1:0.425-0.836的质量比复合而成。
7.进一步,所述三元羧酸醇胺具体为三己酸-6,6',6"-三聚氰胺。
8.进一步,所述纳米二硫化钼为片状结构,平均片径90-150nm,所述石墨烯平均片径110-170nm。
9.进一步,所述切削液的制备方法为:
10.步骤一、按质量百分比准备所述切削液的各组分;
11.步骤二、将步骤一中准备的蓖麻油和阴离子表面活性剂分别加入反应釜a内,设置转速200-300r/min,温度为45℃-55℃,搅拌5-15分钟,然后将溶液进行升温至65℃,再加入步骤一中准备的纳米添加剂,设置转速200-300r/min搅拌5-10分钟后,静置恢复至室温,获得溶液a;
12.步骤三、向反应釜b内加入步骤一中准备的水,加热至50℃-65℃,设置转速250-400r/min,一边搅拌一边相继缓慢加入步骤一中准备的脂肪醇聚氧乙烯醚-30、三聚磷酸钠、复合有机防锈剂和聚醚酯消泡剂,搅拌10-25分钟;
13.步骤四、使用长颈漏斗将步骤二所得溶液a缓慢滴入步骤三对应的反应釜b中,并以55-65℃、150-300r/min搅拌10-20分钟,静置,制得所述切削液。
14.本发明相比现有技术具有以下优点:
15.1.本发明的微乳切削液所有组分均是环保可降解的,对环境和操作工人更加友好,使用废液无需复杂处理,可直接排放。
16.2.本发明的微乳切削液稳定性好,不易分层,使用寿命长,通过制备工艺的控制,使各组分稳定分散切削液中,在切削液连续切削加工2个月以上不出现霉变与分层等问题。
17.3.本发明的微乳切削液润滑性能优异,摩擦系数相比现有产品降低20%以上;显著延长刀具使用寿命,相比常规连续加工40个工作周期更换刀具,本发明的使用可以连续加工65个工作周期以上才需更换。
18.4.本发明的微乳切削液能显著提高切削加工表面精度,通过多种添加剂的协同可显著提高切削液的性能和加工精度。
具体实施方式
19.下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.实施例1-5中,涉及的复合有机防锈剂具体为三己酸-6,6',6"-三聚氰胺和蓖麻油酸醇胺按2:1的质量比复合而成;
21.纳米添加剂具体为纳米二硫化钼和石墨烯按1:1.5的质量比复合而成,纳米二硫化钼为片状结构,平均片径90-150nm,石墨烯平均片径110-170nm;
22.阴离子表面活性剂为蓖麻油聚氧乙烯醚与聚乙二醇400按1:0.545的质量比复合而成。
23.实施例1
24.本实施例的微乳切削液由以下成分组成,以整体为100重量份计其组成为:
25.蓖麻油15份;
26.脂肪醇聚氧乙烯醚-30 8份;
27.纳米添加剂0.2份;
28.复合有机防锈剂20份;
29.三聚磷酸钠4份;
30.阴离子表面活性剂4.5份;
31.聚醚酯消泡剂0.02份;
32.水补足至100份;
33.并采用以下制备方法制备:
34.(1)先将蓖麻油和阴离子表面活性剂分别加入反应釜a内,设置转速200r/min,温度为48℃,搅拌5分钟,将溶液进行升温至65℃,再加入纳米添加剂并在200r/min搅拌5分钟后,静置恢复至室温;
35.(2)在反应釜b内加入准备的水之后加热至60℃,设置转速300r/min,一边搅拌一
边相继缓慢加入脂肪醇聚氧乙烯醚-30、三聚磷酸钠、复合有机防锈剂、聚醚酯消泡剂,搅拌10分钟;
36.(3)使用长颈漏斗将步骤(1)所得溶液缓慢滴入步骤(2)反应釜b中,并以60℃、200r/min搅拌10分钟,静置,制得微乳切削液。
37.本实施例的微乳切削液的质量及加工效果见表1。
38.实施例2
39.本实施例的微乳切削液由以下成分组成,以整体为100重量份计其组成为:
40.蓖麻油15份;
41.脂肪醇聚氧乙烯醚-30 8份;
42.纳米添加剂0.2份;
43.复合有机防锈剂20份;
44.三聚磷酸钠4份;
45.阴离子表面活性剂4.5份;
46.聚醚酯消泡剂0.02份;
47.水补足至100份;
48.并采用以下制备方法制备:
49.(1)先将蓖麻油、阴离子表面活性剂和纳米添加剂逐一加入反应釜a内,设置转速200r/min,温度为48℃,搅拌5分钟,静置恢复至室温;
50.(2)在反应釜b内加入准备的水并加热至60℃,设置转速300r/min,一边搅拌一边相继缓慢加入脂肪醇聚氧乙烯醚-30、三聚磷酸钠、复合有机防锈剂、聚醚酯消泡剂,搅拌10分钟;
51.(3)使用长颈漏斗将步骤(1)所得溶液缓慢滴入步骤(2)反应釜中,并以60℃、200r/min搅拌10分钟,静置,制得微乳切削液。
52.本实施例的微乳切削液的质量及加工效果见表1。
53.实施例3
54.本实施例的微乳切削液由以下成分组成,以整体为100重量份计其组成为:
55.蓖麻油12份;
56.脂肪醇聚氧乙烯醚-30 6份;
57.纳米添加剂0.4份;
58.阴离子表面活性剂3.5份;
59.复合有机防锈剂25份;
60.三聚磷酸钠4份;
61.聚醚酯消泡剂0.02份;
62.水补足至100份;
63.并采用以下制备方法制备:
64.(1)先将蓖麻油和阴离子表面活性剂分别加入反应釜a内,设置转速200r/min,温度为48℃,搅拌5分钟,将溶液进行升温至65℃,再加入纳米添加剂并在200r/min搅拌5分钟后,静置恢复至室温;
65.(2)在反应釜b内加入准备的水并加热至60℃,设置转速300r/min,一边搅拌一边
相继缓慢加入脂肪醇聚氧乙烯醚-30、三聚磷酸钠、复合有机防锈剂、聚醚酯消泡剂,搅拌10分钟;
66.(3)使用长颈漏斗将步骤(1)所得溶液缓慢滴入步骤(2)反应釜b中,并以60℃、200r/min搅拌10分钟,静置,制得微乳切削液。
67.本实施例的微乳切削液的质量及加工效果见表1。
68.实施例4
69.本实施例的微乳切削液由以下成分组成,以整体为100重量份计其组成为:
70.蓖麻油15份;
71.脂肪醇聚氧乙烯醚-30 8份;
72.纳米石墨烯0.2份;
73.复合有机防锈剂20份;
74.三聚磷酸钠4份;
75.阴离子表面活性剂4.5份;
76.聚醚酯消泡剂0.02份;
77.水补足至100份;
78.并采用以下制备方法制备:
79.(1)按照上述质量份,先将蓖麻油和阴离子表面活性剂分别加入反应釜a内,设置转速200r/min,温度为48℃,搅拌5分钟,将溶液进行升温至65℃,再加入纳米石墨烯并在200r/min搅拌5分钟后,静置恢复至室温;
80.(2)向反应釜b内加入准备的水并加热至60℃,设置转速300r/min,一边搅拌一边相继缓慢加入脂肪醇聚氧乙烯醚-30、三聚磷酸钠、复合有机防锈剂、聚醚酯消泡剂,搅拌10分钟;
81.(3)使用长颈漏斗将步骤(1)所得溶液缓慢滴入步骤(2)反应釜b中,并以60℃、200r/min搅拌10分钟,静置,制得微乳切削液。
82.本实施例的微乳切削液的质量及加工效果见表1。
83.实施例5
84.本实施例的微乳切削液由以下成分组成,以整体为100重量份计其组成为:
85.蓖麻油13份;
86.脂肪醇聚氧乙烯醚-30 8份;
87.纳米添加剂0.4份;
88.复合有机防锈剂22份;
89.三聚磷酸钠3份;
90.阴离子表面活性剂5.5份;
91.聚醚酯消泡剂0.04份;
92.水补足至100份;
93.并采用以下制备方法制备:
94.(1)按照上述质量份,先将蓖麻油和阴离子表面活性剂分别加入反应釜内,设置转速200r/min,温度为48℃,搅拌5分钟,将溶液进行升温至65℃,再加入纳米添加剂并在200r/min搅拌5分钟后,静置恢复至室温;
95.(2)按照上述质量份,在反应釜加入准备的水并加热至60℃,设置转速300r/min下搅拌,一边搅拌一边相继缓慢加入脂肪醇聚氧乙烯醚-30、三聚磷酸钠、复合有机防锈剂、聚醚酯消泡剂,搅拌10分钟;
96.(3)将步骤(1)溶液使用长颈漏斗缓慢滴入步骤(2)反应釜中,并以60℃、200r/min搅拌10分钟,静置,制得微乳切削液。
97.本实施例的微乳切削液的质量及加工效果见表1。
98.对照例1
99.本对照例采用市场现有常规微乳切削液作为对照,所用对照为阔福润kr-0018切削液;对照例切削液的质量及加工效果见表1。
[0100][0101][0102]
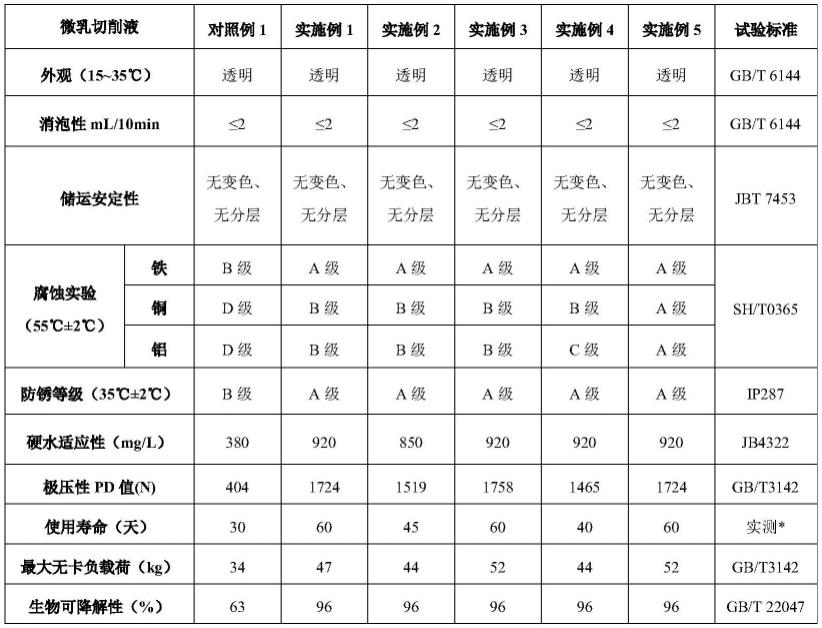
表1
[0103]
注:表中实测*条件为硬质合金刀具进行材料为45钢轴类零件表面加工,机床转速n=1400r/min,进给速度vf=1.87mm/s,进给量f=0.08mm/r。
[0104]
由表1中实验结果可知,本发明通过成分的优化、纳米添加剂的加入以及特殊的加工工艺完善了微乳切削液高效、环保、长寿命问题,从对照例1和5组实验例对比,可以看出纳米添加剂有效提高了切削液的润滑性和杀菌性,更好保护刀具,延长使用寿命。在成分比例上,对比实验例1和实验例2,通过加工工艺更好释放纳米试剂的抑菌性。对比实例3、4、5,通过成分比例的调整,不同实验例对金属的防锈性、自身的极压性也会产生不同的变化。
[0105]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精
神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1