挺杆间隙的设定方法及其设定装置与流程
[0001]
本发明涉及一种挺杆间隙(tappet clearance)的设定方法及其设定装置,其将气门杆端(valve stem end)和与摇臂(rocker arm)的作用端旋合的调节螺杆的端面之间的挺杆间隙设定为规定间隙。
背景技术:
[0002]
当发动机的进排气门因燃烧室的热量而膨胀并延伸时,所述进排气门的开启时间和气门升程量发生变化。设定与摇臂的作用端旋合的调节螺杆的端面和气门杆端之间的间隙(clearance)即挺杆间隙,以使该开启时间和气门升程量在发动机的通常运行温度下为最佳。
[0003]
当挺杆间隙变大时,气门打开时间变短,升程量变小,进排气的效率降低。同时,气门杆端被摇臂撞击时产生的声音(挺杆噪声)变大。相反,当挺杆间隙过小时,在通常运行温度下,气门成为始终被摇臂推压的状态,有时气门难以完全关闭。
[0004]
例如,在日本发明专利公开公报特开昭62-000610号(以下称为jpa62-000610)中,公开了与挺杆间隙的设定方法有关的技术。在该技术中,首先,通过转动由伺服马达旋转驱动的螺丝刀,使与摇臂的作用端旋合的调节螺杆进给,通过紧固扭矩的值检测摇臂的位移量到达稳定区域的部位(间隙=0[mm]的部位),停止进给旋转。
[0005]
接着,使调节螺杆回退(向后退方向旋转),当根据调节螺杆的螺距和旋转角度算出的调节螺杆的轴向的回退移动量达到规定间隙时,停止回退。在停止回退的时刻(位置)设定挺杆间隙。
技术实现要素:
[0006]
挺杆间隙被设定为发动机的型号所固有的最佳值,但挺杆间隙的值是极窄的尺寸。因此,要求相对于所要求的挺杆间隙的值的设定误差(间隙误差)更小且高精度。
[0007]
但是,调节螺杆的端面(与气门杆端抵接的抵接面,例如被进行了圆头加工的端面)包含有公差内的加工变形(或称为起伏。)等。
[0008]
因此,可知即使在通过摇臂的自重而使调节螺杆的端面与平坦面的气门杆端抵接的状态下使调节螺杆的回退,并根据调节螺杆的螺距和旋转角度而计算出的调节螺杆的轴向移动量成为与规定间隙对应的计算值,摇臂的作用端的位置(调节螺杆的端面的位置)处的挺杆间隙中也包含有由调节螺杆的端面的加工变形等原因引起的误差。
[0009]
此外,若为减小调节螺杆的端面的公差的规格,则能够减少变形,但相应地使加工技术变高,调节螺杆自身的成本大幅上升。
[0010]
本发明是考虑这样的课题而做出的,其目的在于,提供一种挺杆间隙的设定方法及其设定装置,即使存在调节螺杆的端面的加工变形等误差产生因素,也能够容易地将挺杆间隙设定为规定间隙。
[0011]
本发明的一技术方案为:一种挺杆间隙的设定方法,将与摇臂的作用端旋合的调
节螺杆的端面与气门杆端之间的挺杆间隙设定为规定间隙,其特征在于,具有:回退开始步骤,从由于所述摇臂的作用端侧的重量而使所述调节螺杆的端面与所述气门杆端抵接且对所述气门杆端推压的推压扭矩为零值的位置起,在继续所述抵接的状态下开始所述调节螺杆的回退;实测和计算步骤,在继续所述抵接的状态下回退时,将所述调节螺杆的端面的、在所述调节螺杆的轴向上向两个方向的起伏引起的移动作为起伏移动量连续地进行实测,并且将基于在所述调节螺杆的轴向上朝向回退方向的螺距和回退角度的移动作为螺杆回退移动量连续地进行计算;和回退结束步骤,在连续地取得的所述起伏移动量和所述螺杆回退移动量的合计移动量成为所述规定间隙时,结束所述调节螺杆的回退。
[0012]
本发明的另一技术方案为:一种挺杆间隙设定装置,其将与摇臂的作用端旋合的调节螺杆的端面和气门杆端之间的挺杆间隙设定为规定间隙,其特征在于,具有螺丝刀、回退开始机构、实测机构、回退移动量计算机构和回退结束机构,其中,所述螺丝刀能够使所述调节螺杆旋转;所述回退开始机构从由于所述摇臂的作用端侧的重量而使所述调节螺杆的端面与所述气门杆端抵接且对所述气门杆端推压的推压扭矩为零值的位置起,在继续所述抵接的状态下,通过所述螺丝刀使所述调节螺杆开始回退;所述实测机构在继续所述抵接的状态下回退时,将所述调节螺杆的端面的、在所述调节螺杆的轴向上向两个方向的起伏引起的移动作为起伏移动量连续地进行实测;所述回退移动量计算机构将基于在所述调节螺杆的轴向上朝向回退方向的螺距和回退角度的移动作为螺杆回退移动量连续地进行计算;所述回退结束机构在连续地取得的所述起伏移动量和所述螺杆回退移动量的合计移动量成为所述规定间隙时,使所述调节螺杆的回退结束。
[0013]
根据本发明,由于构成为,即使在由于与气门杆端抵接的调节螺杆的端面的变形(起伏)等原因,相对于调节螺杆的回退角度,调节螺杆的端面从调节螺杆的推压扭矩为零的位置起的移动量存在非线性的起伏移动量的情况下,也能够连续地实测该起伏移动量,并且连续地计算基于所述调节螺杆的螺距和回退角度的螺杆回退移动量,当实测出的起伏移动量和计算出的螺杆回退移动量的合计移动量成为规定间隙时结束回退,因此,能够在短时间内容易、正确且可靠地将挺杆间隙设定为规定间隙。
[0014]
上述目的、特征和优点根据参照附图说明的以下实施方式的说明应容易地理解。
附图说明
[0015]
图1是表示具有进行实施方式所涉及的挺杆间隙的设定方法的实施方式所涉及的挺杆间隙设定装置的挺杆间隙设定系统的结构的一例的示意图。图2a是表示图像上的间隙的示意图,图2b是表示实际间隙的示意图,图2c是表示间隙为零的状态的示意图,图2d是表示气门弹簧开始收缩变形而使气门下降的状态的示意图。图3是用于说明挺杆间隙设定方法的工序的示意图。图4是用于说明挺杆间隙设定装置的动作的波形图。图5是示意性地表示挺杆间隙设定装置的主要部分处理的说明图。
具体实施方式
[0016]
下面,列举实施方式,参照附图对本发明所涉及的挺杆间隙的设定方法及其设定装置详细地进行说明。
[0017]
[结构]图1是表示具有挺杆间隙设定装置10的挺杆间隙设定系统12的结构的一例的示意图,其中,挺杆间隙设定装置10是对实施方式所涉及的挺杆间隙的设定方法进行实施的实施方式所涉及的装置。
[0018]
挺杆间隙设定装置10由装置主体14和控制该装置主体14的控制盘等控制装置16构成。
[0019]
挺杆间隙设定系统12除了挺杆间隙设定装置10之外,构成还包括发动机输送台20和立柱22,其中,发动机输送台20设置在沿箭头b方向(水平方向)延伸的基板18上;立柱22支承挺杆间隙设定装置10的装置主体14。立柱22可以由工业用机器人构成。
[0020]
在装置主体14上设置有滑动件(滑动致动器)26。滑动件26能够在相对于立柱22的箭头a方向(铅垂方向)向箭头d方向(倾斜方向)倾斜的臂部24上沿其倾斜方向d(箭头d方向)移动,并在设定挺杆间隙时被定位并固定支承于立柱22。
[0021]
另一方面,在发动机输送台20上定位载置有省略一部分而描绘的发动机e。
[0022]
在发动机e的气缸盖100上设置有机械地打开进气口和排气口的气门机构200。
[0023]
在气缸盖100上固定安装有气门座(valve seat)102、气门导管(valve guide)104和弹簧座(气门弹簧座)106,在弹簧座106与保持架108之间夹装有作为压缩弹簧发挥功能的气门弹簧110。
[0024]
并且,在气缸盖100上设置有气门116。气门116由气门面114(valve face)、气门杆112、垫圈109、保持架108、和气门导管104构成,其中,气门面114开闭气缸室;垫圈109嵌合于气门杆112的小径部(未图示);保持架108通过垫圈109保持气门杆112;气门导管104引导气门杆112。
[0025]
气门杆112在被保持架108保持的状态下,由气门导管104引导而能够沿气门杆112的轴向移动。在该情况下,气门面114构成为当气门116关闭时气门面114可就位于气门座102。
[0026]
气门杆112的气门杆端120向保持架108的上侧突出。
[0027]
在进排气时抵接的调节螺杆122的端面(规格上例如为球面精加工的凸面、圆头面)124面对被加工成平坦面的气门杆端120。
[0028]
调节螺杆122与摇臂130的作用端136的螺纹槽旋合,当挺杆间隙设定为规定间隙时,该调节螺杆122通过锁紧螺母134被固定在摇臂130的作用端136。
[0029]
气门机构200是端枢轴型(摆臂式),由凸轮53、摇臂130和所述气门116构成,其中,凸轮53与曲轴(未图示)的旋转联动;摇臂130伴随着凸轮53的旋转而通过滚子142进行摇动;上述气门116伴随着摇臂130的摇动而通过调节螺杆122的端面124直线移动来开闭。
[0030]
摇臂130除了具有与调节螺杆122旋合的作用端136之外,还具有枢轴140(支点端)、和支承传递上述凸轮53的摇动的滚子142(力点)的滚子轴143。
[0031]
在立柱22上所描绘的d方向是与调节螺杆122的轴向平行的臂部24的斜面的方向。
[0032]
在滑动件26上设置有齿轮收纳部28,该齿轮收纳部28与滑动件26一体构成,且沿与d方向正交的f方向延伸。
[0033]
在齿轮收纳部28中,沿箭头f方向排列设置有滚动轴承30和花键轴承32,被嵌合安装于滚动轴承30的外圈的齿轮36和被嵌合安装于花键轴承32的外侧面的齿轮34构成为相
互啮合。
[0034]
在齿轮36的d方向下方侧的底面固定安装有与该齿轮36一体旋转的圆筒状的套筒51的上端侧,在套筒51的下端侧内周面设置有能够与锁紧螺母134卡合的卡合部52。
[0035]
花键轴承32的花键轴与螺母扳手马达(nutrunner motor)44的旋转轴46轴连接。伺服马达等螺母扳手马达44的旋转轴46沿与箭头d方向平行的方向延伸。
[0036]
在螺母扳手马达44上设置有扭矩传感器48和旋转传感器50。
[0037]
通过使螺母扳手马达44的旋转轴46旋转,能够通过花键轴承32、齿轮34、36使套筒51旋转,紧固或旋松与套筒51的卡合部52卡合的锁紧螺母134。
[0038]
另一方面,作为电动螺丝刀马达54的旋转轴且沿d方向延伸的螺丝刀(刀头)56与滚动轴承30的内圈隔开间隙地松旷嵌合。通过电动螺丝刀马达54的旋转,螺丝刀56能够一边旋转一边沿d方向(调节螺杆122的轴向)进退。
[0039]
螺丝刀56的顶端与调节螺杆122的头部123卡合连接。
[0040]
在电动螺丝刀马达54上设置有扭矩传感器58和旋转传感器60。
[0041]
这样一来,通过由电动螺丝刀马达54旋转驱动螺丝刀56,仅调节螺杆122旋转,另一方面,通过螺母扳手马达44的旋转驱动,仅锁紧螺母134旋转(旋松或紧固)。
[0042]
此外,控制装置16控制电动螺丝刀马达54和螺母扳手马达44的旋转驱动。
[0043]
当电动螺丝刀马达54或螺母扳手马达44旋转时,滑动件26和齿轮收纳部28被固定于立柱22的臂部24的斜面。
[0044]
在滑动件26的f方向的上表面定位固定有激光位移计62。在此,激光位移计62作为测长传感器、实测机构等发挥功能。
[0045]
另一方面,在电动螺丝刀马达54的螺丝刀56上,以同轴固定的方式安装有与螺丝刀56一体旋转的薄壁圆柱状(薄圆盘状)的测定对象物64。测定对象物64具有沿垂直于该螺丝刀56的轴的方向(与d方向正交的f方向)延伸的平面(平坦面)66。
[0046]
测定对象物64(平面66)伴随着螺丝刀56的旋转所引起的轴向的移动(调节螺杆122的轴向的移动),而沿d方向与螺丝刀56一体地移动。
[0047]
在该情况下,被固定于滑动件26的位移计62将激光l照射到测定对象物64(平面66)上,并基于测定对象物64(平面66)的反射激光,高精度地实测(测定)箭头d方向、换言之,调节螺杆122的轴向的两个方向的移动量。
[0048]
控制装置16是包括cpu(处理器)、与该cpu连接的存储器以及作为计时部的计时器等的计算机。所述cpu通过执行被记录在所述存储器中的程序,来控制滑动件26、螺母扳手马达44、电动螺丝刀马达54和位移计62,并控制挺杆间隙设定装置10,以使调节螺杆122的端面124与气门杆端120之间的挺杆间隙c成为规定间隙cs。
[0049]
在该情况下,如后所述,控制装置16通过由所述cpu执行程序,而作为回退开始机构72、回退移动量计算机构74和回退结束机构76等发挥功能。
[0050]
[挺杆间隙(摇臂的运动)]如图2a所示,图像上的挺杆间隙(以下,也简称为间隙)c成为在气门116关闭时摇臂130的滚子142与凸轮53的凸轮圈53b接触的状态下的调节螺杆122的端面124与气门杆端120之间的间隙。
[0051]
但是,实际上,如图2b所示,摇臂130的作用端136因摇臂130的自重而下垂,使调节
螺杆122的端面124和气门杆端120成为抵接状态,因此,在凸轮圈53b和滚子142之间产生间隙c'(c'<c,c'是与c成正比的值)。在该情况下,调节螺杆122的端面124与气门杆端120之间的间隙c为c=0的状态。
[0052]
当从该间隙c、c'为c=0且c'>0的状态使调节螺杆122正转(进给)时,在气门弹簧110的压缩力超过推压扭矩期间,如图2c所示,摇臂130的作用端136仅沿调节螺杆122的轴向上升,直到间隙c'成为c'=0为止。
[0053]
当使调节螺杆122进一步正转,调节螺杆122的推压扭矩超过气门弹簧110的压缩力时,如图2d所示,气门弹簧110开始收缩变形,使气门杆112下降,即气门116打开。
[0054]
此外,除了圆弧部分的凸轮圈53b之外,凸轮53还具有凸轮尖(cam nose)53r,该凸轮尖53r是通过摇臂130打开气门116的突出部。
[0055]
[动作]接着,参照图3的工序示意图和图4的波形图来说明进行实施方式所涉及的挺杆间隙的设定方法的挺杆间隙设定装置10的控制装置16的动作。
[0056]
在图4的波形图中,上段的波形表示由电动螺丝刀马达54的扭矩传感器58实测的对调节螺杆122的推压(进给)扭矩tr。从0值向下的方向表示推压扭矩大的方向。
[0057]
中段的起伏波形是位移计62的实测值,表示处于抵接状态的气门杆端120和调节螺杆122的端面(接触面)124之间的伴随着调节螺杆122的旋转的起伏移动量du(向d方向的两个方向的移动量)。由控制装置16观测并存储起伏移动量du。
[0058]
下段的波形表示根据由控制装置16的回退移动量计算机构74计算出的调节螺杆122的螺距p和回退角度θ计算出的调节螺杆122的轴向的螺杆回退移动量ds(计算值),该螺杆回退移动量ds(计算值)如下面的式(1)所示。ds=p
×
θ/360
°…
(1)
[0059]
因此,首先,在图3所示的螺母旋松工序a中,控制装置16使挺杆间隙设定装置10的套筒51的位置与设置在发动机输送台20上的发动机e的调节螺杆122的锁紧螺母134对准,来驱动滑动件26,在外插套筒51的位置,使螺母扳手马达44向反转方向旋转,由此使锁紧螺母134旋松。以后,在工序b~工序g中,为了避免繁杂,省略了锁紧螺母134的图示。
[0060]
接着,在正转驱动工序b中,从图2b所示的摇臂130因自重而下垂的状态开始,控制装置16从时刻t1(图4)起利用电动螺丝刀马达54经由螺丝刀56使调节螺杆122正转并进给。在该情况下,如参照图2b、图2c说明的那样,在气门弹簧110的压缩力超过推压扭矩tr期间,如图2c所示,仅是摇臂130的作用端136沿调节螺杆122的轴向上升。
[0061]
在正转驱动工序b中的时刻t1~时刻t2之间,如图2d所示,当调节螺杆122的推压扭矩tr超过气门弹簧110的压缩力时,气门杆112开始下降。
[0062]
接着,在正转驱动停止工序c中,在推压扭矩tr成为预定的小扭矩即基准扭矩ts(气门弹簧110稍微产生弹性变形的扭矩)时,停止电动螺丝刀马达54的正转,从而使调节螺杆122的旋转停止。
[0063]
在使旋转停止的时刻t3,调节螺杆122的端面124与气门杆端120之间的挺杆间隙c为c<0值(气门弹簧110弹性变形而收缩的状态)。
[0064]
接着,在第1反转工序(第1旋松动作工序)d中,在时刻t2,通过使电动螺丝刀马达54反转,而使调节螺杆122向回退方向(d方向上的向上方向)移动。
[0065]
此时,推压扭矩tr逐渐小于基准扭矩ts,在时刻t3,推压扭矩tr释放而成为零值(ts=0)的位置在第1反转停止工序(零点检测设定工序)e中经由扭矩传感器58而被控制装置16检测到。
[0066]
在该第1反转停止工序(零点检测设定工序)e中,换言之,在由于摇臂130的作用端136侧的重量而使调节螺杆122的端面124与气门杆端120抵接且对气门杆端120推压的推压扭矩tr为零值的位置,控制装置16的回退开始机构72将作为位移计62的实测值的起伏移动量du复位为零值,且将调节螺杆122的螺杆回退移动量ds复位为零值。即,将调节螺杆122的端面124与气门杆端120之间的间隙c设为c=0值。
[0067]
接着,在第2反转工序(间隙设定工序)f中,控制装置16反转驱动电动螺丝刀马达54而使螺丝刀56反转,在该反转过程中,控制装置16的回退移动量计算机构74如下面的式(2)所示那样,连续(实时)地计算间隙c,该间隙c是连续(实时)地检测出的起伏移动量du与上述式(1)所示的连续(实时)地计算出的螺杆回退移动量ds的合计移动量。c=du+ds
…
(2)
[0068]
在此,起伏移动量du是位移计62的实测值,该位移计62的实测值是将由于调节螺杆122的端面124的变形等原因而使调节螺杆122的旋转中的端面124从气门杆端120上下(在调节螺杆122的轴向上向两个方向移动)的移动量作为与螺丝刀56一体旋转并向d方向的两个方向移动的测定对象物64的位移而检测出的值。在该情况下,需要注意的是,调节螺杆122的端面124相对于气门杆端120继续抵接状态。
[0069]
这样,在第2反转工序(间隙设定工序)f中,即在位移计62连续地实测起伏移动量du,回退移动量计算机构74连续地计算基于在调节螺杆122的轴向上朝向回退方向的螺距p和回退角度θ的螺杆回退移动量ds,并连续地计算合计移动量即间隙c的工序中,同时,回退结束机构(回退监视机构)76在第2反转工序(间隙设定工序)f期间,连续地比较合计移动量c和规定间隙cs的大小。
[0070]
在第2反转停止工序(回退结束工序、规定间隙设定结束工序)g中,在与连续地取得的起伏移动量du和螺杆回退移动量ds的合计移动量对应的间隙c成为规定间隙cs(c=cs=ds+du)时的时刻t4,控制装置16的回退结束机构76结束基于电动螺丝刀马达54的经由螺丝刀56的调节螺杆122的回退(反转)。
[0071]
如图4所示,在时刻t4,挺杆间隙c被设定(调整)为规定间隙cs(cs=ds+du)。
[0072]
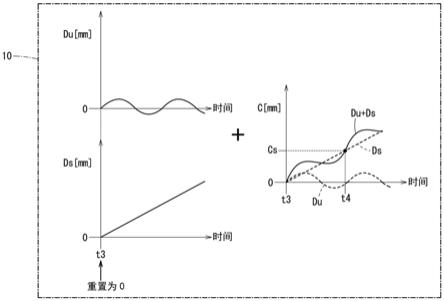
图5是示意性地表示具有控制装置16的挺杆间隙设定装置10的主要部分处理的说明图,其中,该主要部分处理为将从第2反转工序(间隙设定工序)f的开始时刻t3到第2反转停止工序(回退结束工序、规定间隙设定结束工序)g的结束时刻t4的间隙c设定为规定间隙cs为止的处理。
[0073]
在图5中,在将挺杆间隙c复位为c=0的时刻t3以后,连续地计算由位移计62实测的起伏移动量du、基于调节螺杆122的轴向上朝向回退方向的螺距p和回退角度θ的螺杆回退移动量ds,并且连续地计算合计移动量即间隙c(c=du+ds),在合计移动量即间隙c成为规定间隙cs的时刻t4停止调节螺杆122的旋转,由此使间隙(挺杆间隙)c被设定为规定间隙cs。
[0074]
返回图3,在将间隙c设定为规定间隙cs后的螺母紧固工序h中,控制装置16使套筒51的位置与调节螺杆122的锁紧螺母134对准,并使螺母扳手马达44向规定方向旋转,由此
以规定扭矩(由扭矩传感器48实测。)紧固锁紧螺母134,从而将调节螺杆122的位置固定在规定间隙cs的位置。
[0075]
[从实施方式可掌握的技术方案]在此,从上述实施方式可掌握的技术方案记载如下。此外,为了便于理解,对结构要素标注了在上述实施方式中使用的标记,但该结构要素并不限定于标注了该标记的结构要素。
[0076]
本发明所涉及的挺杆间隙的设定方法将与摇臂130的作用端136旋合的调节螺杆122的端面124与气门杆端120之间的挺杆间隙c设定为规定间隙cs,其具有:回退开始步骤d,从由于所述摇臂130的作用端136侧的重量而使所述调节螺杆122的端面124与所述气门杆端120抵接且对所述气门杆端120推压的推压扭矩tr为零值的位置起,在继续所述抵接的状态下开始所述调节螺杆122的回退;实测和计算步骤f,在继续所述抵接的状态下回退时,将所述调节螺杆122的端面124的、在所述调节螺杆122的轴向上向两个方向的起伏引起的移动作为起伏移动量du连续地进行实测,并且将基于在所述调节螺杆122的轴向上朝向回退方向的螺距p和回退角度θ的移动作为螺杆回退移动量ds连续地进行计算;和回退结束步骤g,在连续地取得的所述起伏移动量du和所述螺杆回退移动量ds的合计移动量(du+ds)成为所述规定间隙cs时,结束所述调节螺杆122的回退。
[0077]
这样,由于构成为,即使在由于与气门杆端120抵接的调节螺杆122的端面124的变形等原因,相对于调节螺杆122的回退角度θ,调节螺杆122的端面124从调节螺杆122的推压扭矩tr为零的位置起的移动量存在非线性的起伏移动量du的情况下,也能够连续地实测该起伏移动量du,并且连续地计算基于所述调节螺杆122的螺距p和回退角度θ的螺杆回退移动量ds,当实测出的起伏移动量du和计算出的螺杆回退移动量ds的合计移动量(du+ds)成为规定间隙cs时结束回退,因此,能够在短时间内容易、正确且可靠地将挺杆间隙c设定为规定间隙cs。
[0078]
在该情况下,优选在将所述调节螺杆122的端面124的、在所述调节螺杆122的轴向上向两个方向的起伏引起的移动作为起伏移动量du连续地进行实测时,连续地实测使所述调节螺杆122回退的螺丝刀56的轴向移动量。
[0079]
据此,在回退时,螺丝刀56与调节螺杆122一体地旋转,因此,通过连续地测定螺丝刀56的轴向的移动量,能够容易地实测所述起伏移动量du。
[0080]
此外,可以为:当通过马达54使所述螺丝刀56回退时,基于设置在所述马达54上的旋转传感器60的输出来实测所述起伏移动量du。
[0081]
能够基于设置在马达54上的旋转传感器60,容易地以低成本且高精度地测定起伏移动量du。
[0082]
另外,更优选在所述螺丝刀56上安装测定对象物64,该测定对象物64具有沿垂直于所述螺丝刀56的轴的方向延伸的平面66,并与所述螺丝刀56一体地旋转,用测长传感器62实测伴随着所述螺丝刀56的回退的所述测定对象物64的所述平面66的轴向移动量,并将其作为所述起伏移动量du。
[0083]
据此,能够由测长传感器62进一步正确地测定起伏移动量du。
[0084]
在该情况下,可以为:所述测长传感器62是激光位移计。
[0085]
本发明所涉及的挺杆间隙设定装置10将与摇臂130的作用端136旋合的调节螺杆
122的端面124和气门杆端120之间的挺杆间隙c设定为规定间隙cs,该挺杆间隙设定装置10具有螺丝刀56、回退开始机构72、实测机构62、回退移动量计算机构74和回退结束机构76,其中,所述螺丝刀56能够使所述调节螺杆122旋转;所述回退开始机构72从由于所述摇臂130的作用端136侧的重量而使所述调节螺杆122的端面124与所述气门杆端120抵接且对所述气门杆端120推压的推压扭矩tr为零值的位置起,在继续所述抵接的状态下,通过所述螺丝刀56使所述调节螺杆122开始回退;所述实测机构62在继续所述抵接的状态下回退时,将所述调节螺杆122的端面124的、在所述调节螺杆122的轴向上向两个方向的起伏引起的移动作为起伏移动量du连续地进行实测;所述回退移动量计算机构74将基于在所述调节螺杆122的轴向上朝向回退方向的螺距p和回退角度θ的移动作为螺杆回退移动量ds连续地进行计算;所述回退结束机构76在连续地取得的所述起伏移动量du和所述螺杆回退移动量ds的合计移动量(du+ds)成为所述规定间隙cs时,使所述调节螺杆122的回退结束。
[0086]
据此,由于构成为,即使在由于与气门杆端120抵接的调节螺杆122的端面124的变形等原因,相对于调节螺杆122的回退角度θ,调节螺杆122的端面124从调节螺杆122的推压扭矩tr为零的位置起的移动量存在非线性的起伏移动量du的情况下,也能够连续地实测该起伏移动量du,并且连续地计算基于所述调节螺杆122的螺距p和回退角度θ的螺杆回退移动量ds,当实测出的起伏移动量du和计算出的螺杆回退移动量ds的合计移动量(du+ds)成为规定间隙cs时结束回退,因此,能够在短时间内容易、正确且可靠地将挺杆间隙c设定为规定间隙cs。
[0087]
此外,本发明不限于上述实施方式,根据本说明书的记载内容,当然可以采用各种结构,例如将作为非接触型位移计的激光位移计等位移计62替换为探针与测定对象物64的平面66接触的接触型位移计等。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1