隔热罩及其加工方法、热流体通道、排气系统、交通工具与流程
1.本发明涉及一种隔热罩及其加工方法、热流体通道、排气系统、交通工具。
背景技术:
2.发动机的排气系统通过各种排气部件对由发动机产生的热的排气进行处理以减少排放污染物。各种排气部件可包括下述部件中的一个或多个:管、过滤器、阀、催化器、消声器等。例如对于柴油机而言,排气部件将排气通过进气部件引导到具有入口和出口的柴油氧化催化器(diesel oxidation catalyst,doc)中。柴油氧化催化器的下游可设置有柴油颗粒捕获器(diesel particulate filter,dpf)。柴油氧化催化器与可选的柴油颗粒过滤器的下游为具有入口和出口的选择性催化还原(scr)催化器出口将排气通至下游排气部件。以doc为例,其结构一般是包括通道以及设置于通道内的催化剂结构,热的排气流入通道内与催化剂反应,将排气中的碳氢化合物(hc)、一氧化碳(co)反应生成无污染的水和二氧化碳。
3.由于发动机排气的温度直接热传递至排气系统,所以排气系统周围的温度通常比较高,需要隔热部件来阻隔排气系统的热量传导至周围的零件,以防止热量对这些零件产生影响,因此需要在排气系统设置隔热罩将隔热材料设置于在通道的外壁,以达到隔热效果。
4.现有技术的隔热罩结构中,通常是将多段具有一定轴向长度的轴向段,在轴向上相邻的两轴向段焊接,以组成隔热罩,或者轴向相邻的两轴向段也可以采用铆钉冲压连接。但是采用焊接工艺若需要自动化,需要昂贵的焊接机械人,而铆钉冲压连接可能会导致疲劳寿命的问题;另外,铆钉冲压连接工艺也需要较高的设备投入以及需要铆钉的物料成本。
技术实现要素:
5.本发明的目的在于提供一种隔热罩。
6.本发明的目的在于提供一种热流体通道。
7.本发明的目的在于提供一种排气系统。
8.本发明的目的在于提供一种交通工具。
9.本发明的目的在于提供一种隔热罩的加工方法。
10.根据本发明一个方面的一种隔热罩,包括第一轴向段;第二轴向段,在轴向与所述第一轴向段连接;其中,所述第一轴向段的轴向端部与所述第二轴向段的轴向端部在一支撑段构成压力连接结构,在所述压力连接结构中:所述第二轴向段的轴向端部压紧所述第一轴向段的轴向端部,并且形成凹陷,所述凹陷可嵌入所述支撑段的内部空隙。
11.在所述隔热罩的一个或多个实施例中,所述第一轴向段的厚度为第一厚度,所述第二轴向段的厚度为第二厚度,所述第一厚度小于所述第二厚度。
12.在所述隔热罩的一个或多个实施例中,所述支撑段、第一轴向段的轴向端部、第二轴向段的轴向端部在轴向的重叠长度小于第一长度。
13.在所述隔热罩的一个或多个实施例中,所述支撑段包括在轴向相邻的第一支撑环、第二支撑环,所述第一支撑环、第二支撑环的截面分别至少包括弧度段,所述内部空隙为所述第一支撑环、第二支撑环之间的轴向空间,所述弧度段被所述第一轴向段的轴向端部压紧,所述第一支撑环与所述第二支撑环的轴向距离大于第一距离;嵌入所述内部空隙的所述凹陷的高度为第一高度。
14.在所述隔热罩的一个或多个实施例中,所述第一轴向段的厚度小于0.3mm,所述第二轴向段的厚度为大于0.8mm,所述第一长度为50mm,所述第一距离为5mm,所述第一高度为4mm-6mm;所述第一支撑环、第二支撑环的截面为圆形。
15.根据本发明一个方面的一种热流体通道,所述热流体通道包括通道外壁、隔热材料层以及如以上任意一项所述的隔热罩,所述隔热材料层填充于所述隔热罩的第一轴向段、所述第二轴向段与所述通道外壁的径向空间。
16.在所述热流体通道的一个或多个实施例中,所述支撑段焊接于所述通道外壁。
17.在所述热流体通道的一个或多个实施例中,所述热流体通道用于排气系统,所述第一轴向段对应排气系统的进气端锥,所述第二轴向段对应该进气端锥的下游排气部件。
18.根据本发明一个方面的一种排气系统,包括如以上任意一项所述的热流体通道,排气从所述热流体通道内流过并被进行处理。
19.根据本发明一个方面的一种交通工具,包括发动机,以及如上所述的排气系统,所述发动机工作产生的排气由所述排气系统处理。
20.根据本发明一个方面的一种隔热罩的加工方法,包括:s1.将具有第一轴向长度的第一轴向段的内壁面抵靠于一支撑段,所述第一轴向段与所述支撑段抵靠的轴向长度为第一轴向段的轴向端部;s2.将具有第二轴向长度的第二轴向段的内壁面抵靠于所述第一轴向段的轴向端部的外壁面,所述第二轴向段与所述第一轴向段抵靠的轴向长度为第二轴向段的端部;s3.在第二轴向段的外壁面施加压力,使得所述第二轴向段的轴向端部、所述第一轴向段的轴向端部向所述支撑段的内部空隙压入形成嵌入该内部空隙的凹陷,构成压力连接结构,所述第一轴向段与所述第二轴向段通过两者的端部的连接而在轴向连接。
21.在所述加工方法的一个或多个实施例中,在所述s3中,采用液压系统通过一随形工装对所述第二轴向段的外壁面施加压力。
22.在所述加工方法的一个或多个实施例中,所述支撑段焊接于一通道壁的外壁,所述支撑段包括至少两轴向相邻的支撑环,所述内部空隙为两轴向相邻的所述支撑环之间的轴向空间;所述第一轴向段的厚度为第一厚度,所述第二轴向段的厚度为第二厚度,所述第一厚度小于所述第二厚度。
23.在所述加工方法的一个或多个实施例中,所述第一轴向段的厚度小于0.3mm,所述第二轴向段的厚度为大于0.8mm,所述第一轴向段与第二轴向段在轴向的重叠长度小于50mm,两轴向相邻的所述支撑环之间的轴向距离大于5mm,所述凹陷的高度为4mm-6mm;所述支撑环的截面为圆形。
24.综上,本发明的进步效果包括但不限于:
25.通过第一轴向段、第二轴向段两者的轴向端部的压力连接以及压力连接形成的凹陷结构,实现了避免采用焊接或者铆钉冲压工艺进行隔热罩的第一轴向段、第二轴向段的连接,压力连接采用较小的安装扭矩即可实现,无需采用铆钉冲压工艺、机器人焊接工艺的
昂贵的设备,同时也避免了采用铆钉冲压可能存在的疲劳寿命的问题,提高了隔热罩的寿命,也有利于包括其的热流体通道、排气系统、交通工具的可靠性;同时,采用压力连接以及形成凹陷结构,还可以满足薄板与厚板的连接需求,在无需厚板的位置,可以采用薄板,如此不但降低了隔热罩的物料成本,也有利于隔热罩以及包括其的热流体通道、排气系统、交通工具的轻量化。
附图说明
26.本发明的上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变得更加明显,需要注意的是,附图均仅作为示例,其并非是按照等比例的条件绘制的,并且不应该以此作为对本发明实际要求的保护范围构成限制,其中:
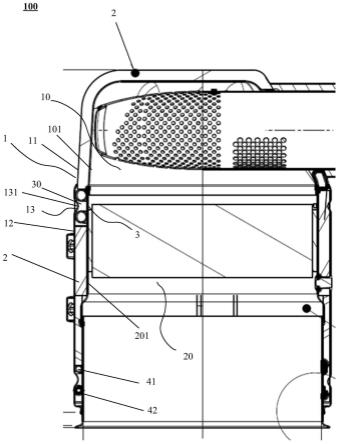
27.图1是根据一实施例的热流体通道的结构示意图。
28.图2是根据一实施例的隔热罩的压力连接结构的结构示意图。
29.图3是根据一实施例的隔热罩加工方法的流程图。
30.附图标记:
31.100-热流体通道
32.10-进气端锥
33.101-进气端锥的外壁
34.20-柴油氧化催化器
35.201-柴油氧化催化器的外壁
36.1-隔热罩
37.11-第一轴向段
38.111-第一轴向段的轴向端部
39.110-第一轴向段的内壁面
40.12-第二轴向段
41.120-第二轴向段的内壁面
42.121-第二轴向段的轴向端部
43.122-第二轴向段的外壁面
44.2-隔热材料层
45.13-压力连接结构
46.131-凹陷
47.3-支撑段
48.30-内部空隙
49.31-第一支撑环
50.32-第二支撑环
51.41、42-加强筋
具体实施方式
52.下述公开了多种不同的实施所述的主题技术方案的实施方式或者实施例。为简化公开内容,下面描述了各元件和排列的具体实例,当然,这些仅仅为例子而已,并非是对本
发明的保护范围进行限制。“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一替代性实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
53.交通工具,例如汽车,采用发动机,例如柴油机提供动力,发动机工作产生的排气需要通过排气系统进行处理,以达到满足排放法规的要求。以上交通工具指广义的交通工具,除了车、船之外,还包括工程机械,例如装载机。
54.发动机的排气系统通过各种排气部件对由发动机产生的热的排气进行处理以减少排放污染物。如图1所示的热流体通道100,即包括排气系统的进气端锥10以及与其连接的下游排气部件,下游排气部件以柴油氧化催化器20(diesel oxidation catalyst,doc)为例,但不以此为限。由于发动机排气的温度直接热传递至排气系统,所以排气系统周围的温度通常比较高,需要隔热组件来阻隔排气系统的热量传导至周围的零件以及周围环境,以防止热量对这些零件产生影响。隔热组件包括隔热罩1、隔热材料层2,隔热材料层2填充于进气端锥10的外壁101与隔热罩1之间的径向空间,以及柴油氧化催化器20的外壁201与隔热罩1之间的径向空间。隔热材料层2可以石棉、玻璃纤维、岩棉、硅酸盐等等,也可以是真空板;若隔热要求不高,隔热材料层可以是部分采用隔热材料,部分填充空气。
55.继续参考图1以及图2,在一实施例中,隔热罩1包括第一轴向段11、第二轴向段12,第二轴向段12在轴向与第一轴向段11连接,第一轴向段11、第二轴向段12的材料一般是不锈钢,例如3系以及4系不锈钢。第一轴向段11的轴向端部111与第二轴向段12的轴向端部121在一支撑段3构成压力连接结构13。如图1所示的,第一轴向段11对应的是进气端锥10的外壁101设置,隔热材料层2填充于第一轴向段11与进气端锥10的外壁101之间的径向空间,而第二轴向段12对应的是进气端锥10的下游排气部件,即柴油氧化催化器20的外壁201,隔热材料层2填充于第二轴向段12与柴油氧化催化器20的外壁201之间的径向空间,而支撑段3可以是在压力连接之前先焊接于进气端锥10的外壁101以及柴油氧化催化器20的外壁201。
56.继续参考图1以及图2,在压力连接结构13中,第二轴向段12的轴向端部121压紧第一轴向段11的轴向端部111,并且轴向端部121压紧轴向端部111形成了凹陷131,凹陷131可嵌入支撑段3的内部空隙30,如此通过压力连接的方式实现了轴向相邻的两段隔热罩的轴向段的连接。实现压力连接的工艺可以采用在第二轴向段12的外表面设置随形工装,利用液压系统对随形工装施加压力即可,安装扭矩可以低至15n.m,易于作业生产和过程质量管控,相比于铆钉连接需要专业设备和专门的高压力系统,采用实施例方案的加工过程更为安全、简便、精益,使得压力连接的设备成本低,同时,也易于实现自动化操作,避免了采用焊接工艺需要昂贵的焊接机器人才能实现的缺点。同时,也避免了铆钉连接可能存在的疲劳寿命的问题。
57.继续参考图2,在一些实施例中,采用以上的压力连接结构,可以实现薄板与厚板的连接,尤其是厚度小于0.3mm的薄板。即图2所示的,第一轴向段11的厚度为第一厚度t1,第二轴向段12的厚度为第二厚度t2,第一厚度t1小于第二厚度t2,其原因在于,发明人在实践中发现,对于铆钉冲压连接工艺,其会对薄板的冲压孔造成破坏,因此采用铆钉冲压工艺
极难实现采用薄板的第一轴向段11与采用厚板的第二轴向段12的连接。另外,发明人在实践中发现,对于焊接工艺而言,也很难在自动焊接程序中得到适合薄板的第一轴向段与厚板的第二轴向段焊接参数,而发明人经过大量研发终于得到以上的压力连接结构,可以实现薄板的第一轴向段11与厚板的第二轴向段12的连接。如此的意义在于在无需厚板的位置,可以采用薄板,如此不但降低了隔热罩的物料成本,也有利于隔热罩以及包括其的热流体通道、排气系统、交通工具的轻量化。可以理解到,以上介绍的实施例是为了说明以上压力连接结构实现了现有技术的铆钉冲压连接以及自动焊接技术很难实现的薄板与厚板的连接,但并非限制本案的该压力连接结构只能用于薄板与厚板的连接。
58.继续参考图1以及图2所示,在一些实施例中,支撑段3、第一轴向段11的轴向端部111、第二轴向段12的轴向端部121在轴向的重叠长度应小于一定长度,该长度定义为第一长度。其有益效果在于,避免压力连接需要的压力过大,而导致对设备的要求高,以及过高的压力可能导致薄板的破坏。第一长度的具体值以第一轴向段的厚度、第二轴向段的厚度以及采用的材料种类等因素决定,可选地,当第一轴向段11的厚度小于0.3mm,第二轴向段12的厚度为大于0.8mm,第一长度l为50mm,即重叠长度小于50mm。
59.继续参考图1以及图2,在一个或多个实施例中,支撑段3的具体结构可以是包括第一支撑环31、第二支撑环32,第一支撑环31、第二支撑环32的截面分别至少包括弧度段,例如图1、图2所示的截面为圆形。第一支撑环31、第二支撑环32的尺寸一般根据隔热材料层2的厚度而定,例如图1中第一支撑环31、第二支撑环32的尺寸大于加强筋41、42。支撑段3的内部空隙30即为两弧度段之间的轴向空间,设置弧度段的有益效果在于,使得凹陷131的形成以及嵌入空隙30的结构变化导致的形变更为平缓,也可以减少应力集中。尤其对于薄板而言,有益效果尤其明显,发明人在实践中发现,在压力连接工艺中,为了保证压力连接的可靠性,第一支撑环31、第二支撑环32之间的轴向距离需要大于一定距离,定义为第一距离d,对于第一轴向段11的厚度小于0.3mm,第二轴向段12的厚度为大于0.8mm而言,第一距离为5mm,即第一支撑环31、第二支撑环32之间的轴向距离需要大于5mm,而为了保证薄板不被压力损坏以及尽量减小压力连接需要的压力,对于第一轴向段11的厚度小于0.3mm,第二轴向段12的厚度为大于0.8mm而言,在保证连接可靠性的基础上,凹陷131的高度h限制在4mm-6mm为较佳。另外,虽然图1中示出了支撑段包括两个支撑环,但支撑环的数量可以是大于两个,例如三个支撑环,满足相邻支撑环的轴向距离大于5mm即可。
60.参考图1至图3所示的,承上所述,在一实施例中,隔热罩1的加工方法可以包括以下步骤:
61.s1.将具有第一轴向长度的第一轴向段11的内壁面110抵靠于一支撑段3,第一轴向段11与支撑段3抵靠的轴向长度为第一轴向段11的轴向端部111,第一轴向段11的厚度为第一厚度t1;
62.s2.将具有第二轴向长度的第二轴向段12的内壁面120抵靠于第一轴向段11的轴向端部111的外壁面,第二轴向段12与第一轴向段11抵靠的轴向长度为第二轴向段的端部121;
63.s3.在第二轴向段12的外壁面122施加压力,使得第二轴向段12的轴向端部121、第一轴向段11的轴向端部111向支撑段3的内部空隙30压入形成嵌入该内部空隙30的凹陷131,第二轴向段12的轴向端部121、第一轴向段11的轴向端部111在支撑段3构成压力连接
结构,使得第一轴向段11与第二轴向段12通过两者的端部的连接而在轴向连接。
64.在一些实施例中,在s3中,可以采用液压系统通过一随形工装对第二轴向段12的外壁面122施加压力。
65.在一些实施例中,支撑段3可以是焊接于一通道壁的外壁,支撑段3包括至少两轴向相邻的支撑环,例如第一支撑环31、第二支撑环32,内部空隙30为两轴向相邻的支撑环之间的轴向空间。第一轴向段的厚度为第一厚度,所述第二轴向段的厚度为第二厚度,第一厚度小于所述第二厚度。具体地,在一些实施例中,所述支撑环的截面为圆形,对于第一轴向段11的厚度小于0.3mm,第二轴向段12的厚度为大于0.8mm,则在s2、s3中的工艺参数可以是,第一轴向段11与第二轴向段12在轴向的重叠长度小于50mm,两轴向相邻的第一支撑环31、第二支撑环32之间的轴向距离大于5mm,凹陷131的高度为4mm-6mm。如此可以避免厚度小的第一轴向段11的损坏,并且保证压力连接的可靠性。
66.综上,采用上述实施例提供的隔热罩及其加工方法、热流体通道、排气系统、交通工具的有益效果包括但不限于,通过第一轴向段、第二轴向段两者的轴向端部的压力连接以及压力连接形成的凹陷结构,实现了避免采用焊接或者铆钉冲压工艺进行隔热罩的第一轴向段、第二轴向段的连接,压力连接采用较小的安装扭矩即可实现,无需采用铆钉冲压工艺、机器人焊接工艺的昂贵的设备,同时也避免了采用铆钉冲压可能存在的疲劳寿命的问题,提高了隔热罩的寿命,也有利于包括其的热流体通道、排气系统、交通工具的可靠性;同时,采用压力连接以及形成凹陷结构,还可以满足薄板与厚板的连接需求,在无需厚板的位置,可以采用薄板,如此不但降低了隔热罩的物料成本,也有利于隔热罩以及包括其的热流体通道、排气系统、交通工具的轻量化。
67.本发明虽然以上述实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本发明权利要求所界定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1