对准工装以及叶片与变桨轴承对位连接方法与流程
本申请实施例属于风力发电机组,尤其涉及一种对准工装以及叶片与变桨轴承对位连接方法。
背景技术:
1、在风力发电机组的叶片安装过程中,叶片需要通过叶片螺栓与变桨轴承固定连接,这一过程也称为叶片与变桨轴承的连接组对。叶片与变桨轴承的连接组对方式主要有两种,第一种连接方式需要在叶片的叶根处钻轴向和径向孔,然后在相应的孔内安装t型螺母,最后连接与t型螺母配合的t型螺栓;第二种连接方式是在叶片成型过程中预先放置螺栓套,螺栓套与叶片一体成型,最后连接与螺栓套配合的螺栓。
2、在上述的两种连接组对方式中,都需要安装法兰以对叶根(叶片根部)进行精确定位,需要保证叶片根部的连接孔、法兰上的法兰孔以及变桨轴承上的导正孔三者中心直线对位,进而确保叶片与变桨轴承的连接精度。而在实际的对中连接过程中,由于法兰的安装是人工对孔,人工对法兰安装缺少必要的硬性限位,导致法兰在安装过程中容易偏移,最终导致叶片与变桨轴承之间的叶片螺栓位置偏移较大、法兰与变桨轴承无法准确对中,使得叶片在受风力驱动过程中,叶片与变桨轴承之间的叶片螺栓卡死、甚至折断,进而损坏叶片和变桨轴承。
技术实现思路
1、本申请实施例旨在至少解决现有技术中存在的技术问题之一。为此,本申请实施例提供了一种对准工装以及叶片与变桨轴承对位连接方法,解决叶片与变桨轴承连接时对中的技术问题。
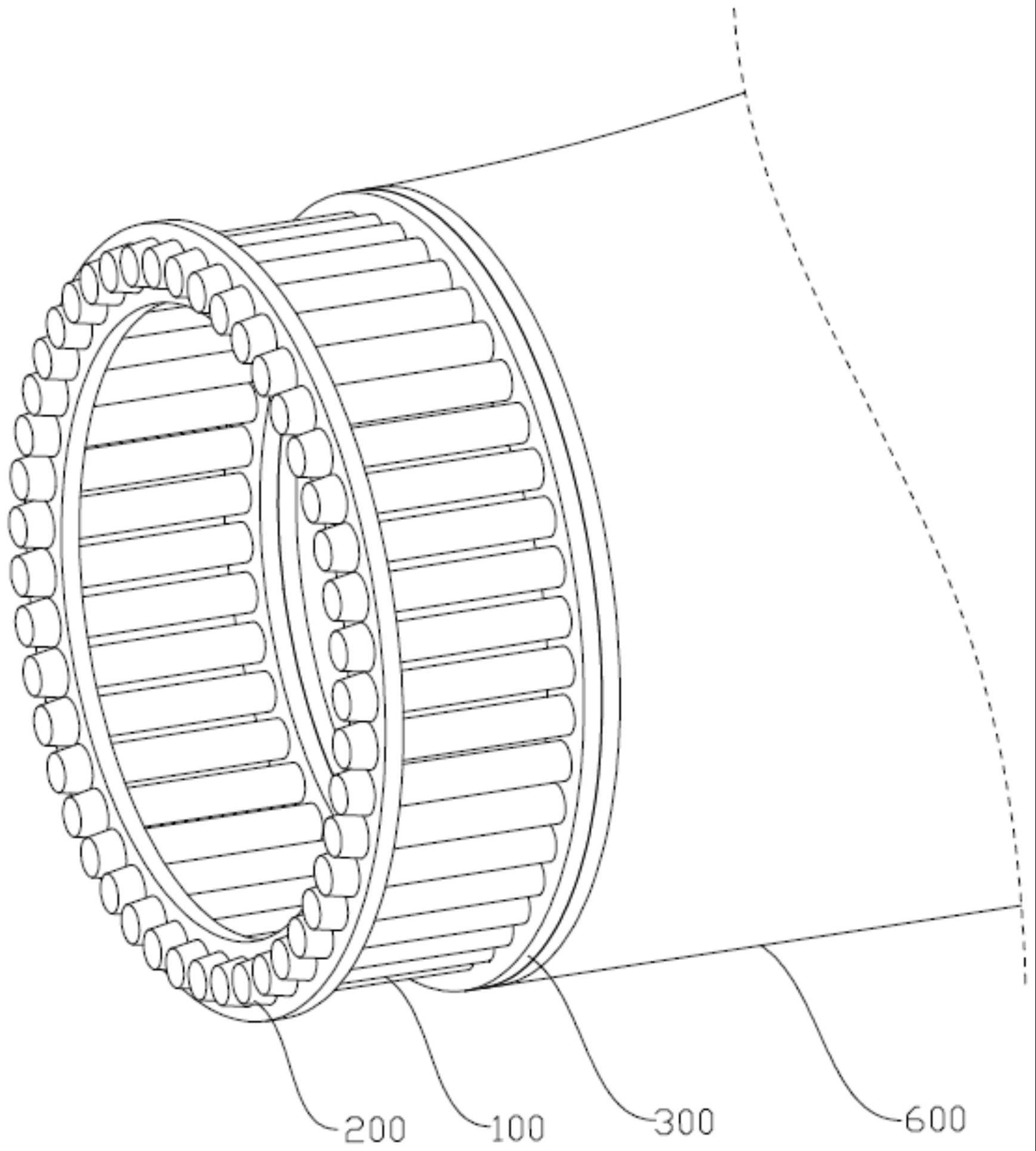
2、根据本申请实施例的一个方面,提供了一种对准工装,该对准工装用于连接叶片与法兰,对准工装包括:试装结构件,包括相对且间隔设置的第一端面和第二端面以及贯穿所述第一端面与所述第二端面的多个导正孔,多个所述导正孔沿所述试装结构件的周向间隔分布;多个导正件,所述导正件包括沿自身长度方向上分布的连接段以及限位段,所述连接段用于与叶片上的连接孔连接,所述限位段用于与所述导正孔穿设配合,所述限位段的尺寸与所述导正孔的内径尺寸适配。
3、可选择地,所述导正件的所述连接段与所述限位段为一体成型件。
4、可选择地,还包括加固结构件,所述加固结构件用于抵顶在叶片的内壁上,以对所述叶片的内壁支撑。
5、可选择地,所述试装结构件的材质为金属或塑料。
6、根据本申请实施例的另一个方面,还提供了一种叶片与变桨轴承对位连接方法,包括:
7、提供上述的对准工装;
8、在叶片的叶根端面处安装多个所述导正件,将所述导正件的连接段插设连接于所述叶片的叶根端面上的连接孔内,并使导正件的限位段伸出所述连接孔外;
9、将法兰上的法兰孔穿过对应的导正件并使得法兰的端面贴合在叶片的叶根端面上;
10、将试装结构件上的导正孔套设在所述导正件的限位段上并使试装结构件的第一端面贴合在法兰远离叶片一侧的端面上,以使连接孔、法兰孔以及导正孔同轴对中,以进行对位;
11、将与所述叶片对位后的法兰固定在叶片的叶根端面上,并将所述对准工装拆卸去除;
12、通过叶片螺栓将变桨轴承与叶片对位连接。
13、可选择地,所述试装结构件上可拆卸地设有多个定位销,所述法兰上开设有多个定位销孔,所述叶片上设有多个对位孔;
14、所述将与叶片对位后的法兰固定在叶片的叶根端面上的步骤包括:
15、将定位销依次穿过并连接所述定位销孔和所述对位孔,以使法兰固定在叶片的叶根端面上;将所述对准工装拆卸去除。
16、可选择地,所述将与叶片对位后的法兰固定在叶片的叶根端面上,并将所述对准工装拆卸去除步骤之后还包括:
17、将叶片螺栓的一端穿过法兰孔后插设连接于所述连接孔内,并使叶片螺栓的另一端伸出于法兰远离叶片的端面;
18、将所述试装结构件上的导正孔套设在叶片螺栓上并使试装结构件的第一端面贴合在法兰远离叶片一侧的端面上,以检测所述叶片螺栓和所述法兰孔以及所述连接孔的对位是否偏移。
19、可选择地,还包括提供加固结构件对叶片的内壁加固。
20、可选择地,所述加固结构件为支撑柱,所述支撑柱的两端可分别沿径向抵顶在所述叶片的内壁上;
21、可选择地,所述加固结构件包括基盘以及沿周向设置在所述基盘上的多根支撑杆,所述支撑杆与所述基盘可拆卸连接,所述支撑杆远离基盘的一端用于固定连接于所述叶片螺栓或固定于叶片的内壁上。
22、根据本申请实施例的对准工装以及叶片与变桨轴承对位连接方法,至少具有如下有益效果:
23、本申请实施例提供的对准工装以及叶片与变桨轴承对位连接方法,通过预先设计试装结构件、并通过导正件的设计,可先借助导正件的导向以及定位作用,使得法兰与叶片装配过程中法兰上的法兰孔能够与叶片上的连接孔一一精准对位,然后借助试装结构件来模拟变桨轴承的装配,进而使得当试装结构件、法兰以及叶片依次端面贴合时试装结构件上的导正孔、法兰上的法兰孔以及叶片上的连接孔一一对位,而后再将法兰固定在叶片上,避免法兰在叶片上偏移或错位,以达到对试装结构件上的导正孔、法兰上的法兰孔以及叶片上的连接孔三者准确对中的效果,有效消除了后续叶片在受风力驱动过程中叶片与变桨轴承之间的叶片螺栓卡死、折断,进而损坏叶片和变桨轴承结构等不良隐患。
技术特征:
1.一种对准工装,用于连接叶片与法兰,其特征在于,包括:
2.根据权利要求1所述的对准工装,其特征在于,所述导正件的所述连接段与所述限位段为一体成型件。
3.根据权利要求1所述的对准工装,其特征在于,还包括加固结构件,所述加固结构件用于抵顶在叶片的内壁上,以对所述叶片的内壁支撑。
4.根据权利要求1所述的对准工装,其特征在于,所述试装结构件的材质为金属或塑料。
5.一种叶片与变桨轴承对位连接方法,其特征在于,包括:
6.根据权利要求5所述的叶片与变桨轴承对位连接方法,其特征在于,所述试装结构件上可拆卸地设有多个定位销,所述法兰上开设有多个定位销孔,所述叶片上设有多个对位孔;
7.根据权利要求5所述的叶片与变桨轴承对位连接方法,其特征在于,所述将与叶片对位后的法兰固定在叶片的叶根端面上,并将所述对准工装拆卸去除步骤之后还包括:
8.根据权利要求5所述的叶片与变桨轴承对位连接方法,其特征在于,还包括提供加固结构件对叶片的内壁加固。
9.根据权利要求8所述的叶片与变桨轴承对位连接方法,其特征在于,所述加固结构件为支撑柱,所述支撑柱的两端可分别沿径向抵顶在所述叶片的内壁上。
10.根据权利要求8所述的叶片与变桨轴承对位连接方法,其特征在于,所述加固结构件包括基盘以及沿周向设置在所述基盘上的多根支撑杆,所述支撑杆与所述基盘可拆卸连接,所述支撑杆远离基盘的一端用于固定连接于所述叶片螺栓或固定于叶片的内壁上。
技术总结
本申请实施例公开了一种对准工装以及叶片与变桨轴承对位连接方法,对准工装用于连接叶片与法兰,对准工装包括:试装结构件,包括相对且间隔设置的第一端面和第二端面以及贯穿第一端面与第二端面的多个导正孔,多个导正孔沿试装结构件的周向间隔分布;多个导正件,导正件包括沿自身长度方向上分布的连接段以及限位段,连接段用于与叶片上的连接孔连接,限位段用于与导正孔穿设配合,限位段的尺寸与导正孔的内径尺寸适配。本申请实施例提供的对准工装以及叶片与变桨轴承对位连接方法,能够有效消除了后续叶片在受风力驱动过程中叶片与变桨轴承之间的叶片螺栓卡死、折断,进而损坏叶片和变桨轴承结构等不良隐患。
技术研发人员:李正浛,付磊
受保护的技术使用者:江苏金风科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!