一种气缸盖组成及其装配方法、以及热力学单缸机与流程
1.本技术属于发动机技术领域,具体涉及一种气缸盖组成及其装配方法、以及热力学单缸机。
背景技术:
2.随着国家排放及油耗的法规不断加严,以及为响应汽车市场的快速需求,发动机的开发及技术升级的周期不断被压缩。而传统发动机的性能开发通常是做出各种燃烧系统优化的方案,在发动机试验台上进行大量试验对比,根据试验结果确定发动机最终配置方案。这种方法开发成本高、周期很长,在新产品方案的预测阶段,往往难于获得理想的优化配置方案,预测方案的可靠性和准确度较低。单缸试验机有着与多缸机相同的结构和工作原理,且单缸机的制造和试验成本低,易于调整;因此,单缸机开发研究对于降低发动机开发成本,缩短开发周期以及进行高性能的产品研究方面有着十分重要的意义。
3.目前的单缸机,是按照零件技术的定义去试制全套单缸机专用零件,且需准备专用的台架试验工装,后续的试验需在专用的热力学单缸机台架上进行。因此,现有技术的单缸机试验需投入较大的零件及工作试制成本以及专用的试验台架,并且仅适用于全新机型的开发,无法适用于量产机型的技术升级。
技术实现要素:
4.为解决上述技术问题,本发明提供一种气缸盖组成及其装配方法、以及热力学单缸机,可采用现有量产机型的试验台架,降低研发成本。
5.实现本发明目的所采用的技术方案为,一种气缸盖组成,适配于多缸发动机的气缸体;所述气缸盖组成包括沿所述气缸体的气缸排列方向并排设置的气缸盖和盖板,所述气缸盖与所述盖板的对接端分别设有相配合的第一对接结构和第二对接结构,所述气缸盖与所述盖板通过所述第一对接结构和所述第二对接结构定位,且所述气缸盖与所述盖板通过螺纹紧固件连接固定。
6.可选的,所述第一对接结构和所述第二对接结构上均设置有销孔,所述销孔中穿插有定位销;
7.或者,所述第一对接结构上设有定位孔,所述第二对接结构上对应设置有定位柱,所述定位柱插入于所述定位孔中。
8.可选的,所述第一对接结构为台阶结构,所述第二对接结构为倒阶梯结构。
9.可选的,所述台阶结构与所述倒阶梯结构的对接面间隙配合;所述台阶结构的棱边和/或面层与侧面的折角处设置有倒角;所述倒阶梯结构的棱边和/或面层与侧面的折角处设置有倒角;
10.所述定位销/定位柱与所述销孔/定位孔间隙配合;所述定位销/定位柱的长度小于所述销孔/定位孔的总深度。
11.可选的,所述台阶结构与所述倒阶梯结构的面层间隙为0.2~0.4mm;所述台阶结
构与所述倒阶梯结构的侧面间隙为0.2~0.5mm;所述气缸盖的对接端与所述盖板的对接端之间的间隙中填充有铝质修补剂。
12.可选的,所述盖板的对接端设置有连接侧板,所述气缸盖通过所述螺纹紧固件与所述连接侧板固定连接。
13.可选的,所述盖板设有沿所述气缸排列方向延伸的凸脊,所述连接侧板连接于所述凸脊;所述连接侧板的端面凸出于所述盖板的对接端的端面。
14.可选的,所述凸脊的远离装配密封面的端面上设置有3个以上用于安装调平螺栓的调平螺纹孔。
15.基于同样的发明构思,本技术还提供了一种适用于上述气缸盖组成的装配方法,包括如下步骤:
16.将所述气缸盖和所述盖板与气缸体固定,以对所述气缸盖和所述盖板预定位;
17.根据所述盖板的所述销孔,确定所述气缸盖的销孔的圆心位置并标记圆心点,根据所述圆心点加工所述气缸盖的销孔,且保证所述气缸盖的销孔与所述盖板的销孔的中心线偏差小于0.10mm;
18.根据所述盖板的连接侧板上的固定螺纹孔,确定所述气缸盖的螺纹孔的圆心位置并标记圆心点,根据所述圆心点加工所述气缸盖的螺纹孔,且保证所述气缸盖的螺纹孔与所述盖板的固定螺纹孔的中心线偏差小于0.10mm;
19.在所述气缸盖的销孔与所述盖板的销孔中插入所述定位销,在所述气缸盖的螺纹孔与所述盖板的固定螺纹孔中旋入所述螺纹紧固件,以使所述气缸盖与所述盖板形成联合体;将所述联合体从所述气缸体上取下;
20.在所述盖板上安装所述调平螺栓,将所述联合体以装配密封面朝上的姿态放置于平面上,以所述气缸盖的装配密封面为水平基准,调整各个所述调平螺栓和/或所述螺纹紧固件的旋入量,以使所述盖板的装配密封面的水平倾斜量小于0.04mm;
21.在所述气缸盖的对接端与所述盖板的对接端之间的间隙中填充铝质修补剂,所述铝质修补剂固化后将所述气缸盖与所述盖板粘合固定,构成所述气缸盖组成。
22.基于同样的发明构思,本技术还提供了一种热力学单缸机,包括:
23.气缸体;
24.上述的气缸盖组成,连接于所述气缸体,所述气缸盖组成的气缸盖盖设于所述气缸体的第一缸,所述气缸盖组成的盖板盖设于所述气缸体的其他缸;
25.气缸垫,设于所述气缸体与所述气缸盖组成之间,以密封所述气缸体与所述气缸盖组成的装配密封面。
26.由上述技术方案可知,本发明提供的气缸盖组成包括气缸盖和盖板,其中气缸盖具有发动机缸盖的所有功能结构。根据试验需求,气缸盖可以采用单缸气缸盖、双缸气缸盖、三缸气缸盖等。气缸盖和盖板沿气缸体的气缸排列方向并排设置,盖板用于封闭多缸发动机的气缸体的其他缸。由此,该气缸盖组成与量产多缸发动机的气缸体装配后,能够得到新型发动机系统,由此形成的热力学单缸发动机既具备热力学单缸机的快速、成本低、易于调整等优势,又可利用量产多缸机的现有样机边界及试验工装,最终实现其成本、周期及试验效果等各方面的最优技术效果。
27.上述的新型发动机系统,气缸盖与量产多缸发动机的气缸体之间沿用量产气缸垫
进行装配,由于气缸盖的结构与量产多缸发动机的气缸盖的结构不同,因此解决气缸盖与多缸气缸体之间的紧固联接及密封将成为新型发动机系统可靠性的关键,若气缸垫密封失效,将导致气缸体水套中的冷却液泄漏到油底壳中导致油水混合的问题。本技术的气缸盖组成中,气缸盖与盖板的对接端分别设有相配合的第一对接结构和第二对接结构,气缸盖与盖板通过第一对接结构和第二对接结构定位,且气缸盖与盖板通过螺纹紧固件连接固定,通过气缸盖与盖板的定位以及固定连接,使得气缸盖与盖板形成联合体,并且装配密封面满足平面度要求,能够与气缸体密封良好。
附图说明
28.图1为本发明实施例1中气缸盖组成的结构示意图。
29.图2为图1的气缸盖组成中气缸盖的结构示意图。
30.图3为图2的气缸盖中第一对接结构的剖视图。
31.图4为图1的气缸盖组成中盖板的结构示意图。
32.图5为图4的盖板中第二对接结构的剖视图。
33.图6为图1的气缸盖组成中第一对接结构与第二对接结构在装配状态下的剖面图。
34.图7为本发明实施例2中气缸盖组成的调平工序的结构示意图。
35.图8为图7的主视图。
36.图9为本发明实施例3中热力学单缸机的结构示意图。
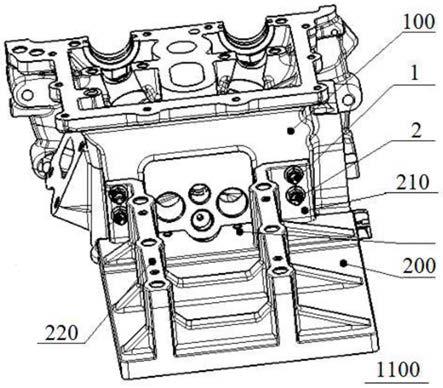
37.图10为图9热力学单缸机中气缸体与气缸盖组成的装配结构图。
38.附图标记说明:
39.1100-气缸盖组成;100-气缸盖,101-气缸盖的装配密封面,110-台阶结构,111-台阶结构的上部棱边,112-面层与侧面的折角处,113-台阶结构的下部棱边;200-盖板,201-盖板的装配密封面,210-连接侧板,211-固定螺纹孔,220-凸脊,221-调平螺纹孔,222-螺纹孔,230-倒阶梯结构,231-销孔,232-倒阶梯结构的上部棱边,233-倒阶梯结构的下部棱边;1-双头螺柱;2-螺母;3-定位销;4-铝质修补剂;5-储胶倒角;6-间隙;7-调平螺栓。
40.1000-热力学单缸机;100-气缸盖;200-盖板;300-气缸体;400-发电机;500-空调压缩机;600-冷却系统;700-润滑系统。
具体实施方式
41.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
42.相关技术中,按照零件技术的定义去试制全套单缸机专用零件,且需准备专用的台架试验工装,后续的试验需在专用的热力学单缸机台架上进行。对于已量产机型的技术升级,主要涉及如燃烧系统等局部系统的改进,其他结构及系统沿用原机型,如按上述单缸机的投入,则无法极大利用原机型的零件及边界,存在零件试验成本高、试验准备周期长的问题。且单缸机与多缸机在如冷却、润滑系统上的差异将导致试验精度存在一定的差异。由此导致目前已量产机型的技术升级缺少试验工装,升级困难。
43.为解决相关技术的问题,本技术实施例提供一种气缸盖组成及其装配方法、以及热力学单缸机,可采用现有量产机型的零件、边界以及试验台架,不仅作为单缸试验机,还
可用于已量产机型的技术升级。
44.下面结合具体实施方式对本技术的技术方案进行详细限定:
45.实施例1:
46.本发明实施例提供一种气缸盖组成1100,该气缸盖组成1100适配于多缸发动机的气缸体,也即该气缸盖组成1100能够适配于两缸发动机的气缸体、三缸发动机的气缸体、四缸发动机的气缸体、或其他缸数的多缸发动机。参见图1,该气缸盖组成1100主要包括气缸盖100和盖板200两个部件,气缸盖100和盖板200沿气缸体的气缸排列方向并排设置,分别用于覆盖气缸体的不同缸筒,气缸盖100和盖板200上均设有缸盖螺栓通孔,用于通过螺栓与气缸体连接固定。根据具体需要,该气缸盖100可以是单缸气缸盖、双缸气缸盖、三缸气缸盖等,满足气缸盖100的覆盖缸数小于发动机的总缸数即可。
47.为了满足该气缸盖组成1100的装配密封要求,气缸盖100的对接端和盖板200的对接端分别设有相配合的第一对接结构和第二对接结构,气缸盖100与盖板200通过第一对接结构和第二对接结构定位,第一对接结构和第二对接结构的作用是实现气缸盖100与盖板200的装配定位。并且,气缸盖100与盖板200通过螺纹紧固件连接固定,用于连接固定的该螺纹紧固件既可设置于对接结构上,也可设置于气缸盖100与盖板200的其他位置。第一对接结构和第二对接结构可以采用齿啮合、榫卯连接、台阶定位等定位结构,具体结构形式本技术不做限制。
48.具体参见图2至图6,本实施例中,第一对接结构和第二对接结构采用销定位结构。具体的,可在第一对接结构和第二对接结构上均设置销孔231,将定位销3穿插在连通的两个销孔231中,从而实现定位。在其他实施例中,也可在第一对接结构或第二对接结构上设置定位孔,第二对接结构或第一对接结构上对应设置定位柱,装配时定位柱插入于定位孔中,从而实现定位。
49.为简化结构,第一对接结构与第二对接结构采用台阶定位结构。具体参见图3和图5,第一对接结构为台阶结构110,第二对接结构为倒阶梯结构230,也即第二对接结构为倒置的台阶结构,台阶结构110的踏步高度为10mm
±
1mm,踏步宽度为9.5mm
±
0.5mm。本实施例中,台阶结构110和倒阶梯结构230上均设置有销孔231,销孔231的数量为2~4个。
50.为了保证发动机工作状态良好,需要确保缸体与缸盖具有优良的密封性。为了提高密封性能,本实施例中,上述台阶结构110与倒阶梯结构230的对接面(含台阶面层、台阶侧面)间隙配合,间隙6处通过填充物密封。具体的,台阶结构110与倒阶梯结构230的面层间隙为0.2~0.4mm;台阶结构110与倒阶梯结构230的侧面间隙6为0.2~0.5mm,该间隙6既能保证填充物顺利填充,又能够避免间隙过大导致气缸盖100与盖板200的连接强度降低。通过在间隙6中加入填充物,可以实现第一对接结构与第二对接结构对接面的良好密封,填充物可以采用密封领域常用的物质,本实施例中采用铝质修补剂4。
51.由于台阶的棱边、折角处会存在流阻,为了方便填充物的填充操作并且尽可能多的存储填充物,本实施例中,在台阶结构110的棱边和/或面层与侧面的折角处设置有倒角,并且倒阶梯结构230的棱边和/或面层与侧面的折角处设置有倒角。倒角可以采用斜角倒角或者圆弧倒角,本技术不做限制。具体的,本实施例中,在台阶结构110的上部棱边111以及面层与侧面的折角处112设置有1mm
×
45
°
倒角,台阶结构110的下部棱边113(靠近装配密封面)设置有1.5mm
×
30
°
倒角;倒阶梯结构230的上部棱边232设置有1.25mm
×
45
°
倒角,下部
棱边233(靠近装配密封面)设置有1.5mm
×
30
°
倒角。
52.为了进一步提高密封性能,在某些实施例中,还可以将定位销3/定位柱的长度设置为小于销孔231/定位孔的总深度,使得定位销3/定位柱的至少一端内置于销孔231/定位孔中,能够通过填充物密封销轴与孔之间的间隙。
53.为了保证第一对接结构与第二对接结构的结构强度,本实施例中,并且,气缸盖100与盖板200通过螺纹紧固件连接固定,用于连接固定气缸盖100与盖板200的螺纹紧固件设置于气缸盖100与盖板200的其他位置。具体参见图1、图2和图4,盖板200的对接端设置有连接侧板210,气缸盖100通过螺纹紧固件与连接侧板210固定连接,螺纹紧固件可以采用螺钉、螺栓、双头螺柱等紧固件。为了进一步提高密封效果,连接侧板210的端面凸出于盖板200的对接端的端面,也即连接侧板210靠近气缸盖100的端面凸出于盖板200最外端的台阶侧面,以使盖板200最外端的台阶侧面与气缸盖100对应位置处的台阶侧面保持稳定的间隙,容纳填充物。
54.为了提高连接侧板210的结构强度,盖板200的上表面设有沿气缸排列方向延伸的凸脊220,连接侧板210连接于凸脊220的端部,凸脊220一方面强化连接侧板210,另一方面,该凸脊220还可作为外部结构件的安装基础,例如凸脊220的远离装配密封面的端面上设置有3个以上调平螺栓7,调平螺栓7可在装配时调平气缸盖100与盖板200,保证气缸盖组成1100的装配密封面的平整度。凸脊220的远离装配密封面的端面上设置有螺纹孔222,用于安装发动机的其他配件。
55.具体参见图4,本实施例中,盖板200的上表面设有两条凸脊220,两条凸脊220均沿气缸排列方向延伸、且对称分布。两条凸脊220上各开设2个调平螺纹孔221,2个调平螺纹孔221具有较大间距,间距大于100mm,例如115mm,较大的间距保证了调平过程中盖板200与气缸盖100底面的平整性。两条凸脊220上还各开设3个用于安装发动机的其他配件的螺纹孔222。
56.实施例2:
57.本实施例提供一种气缸盖组成1100的装配方法,用于装配上述实施例1的气缸盖组成1100。参见图7至图9,该装配方法具体包括如下步骤:
58.s1:将气缸盖100和盖板200与气缸体300固定,以对气缸盖100和盖板200预定位。
59.以单缸气缸盖100为例,将单缸气缸盖100和盖板200分别装配到气缸体300上,单缸气缸盖100安装到气缸体300前端第一缸、盖板200安装在气缸盖100之后。具体的,由于气缸盖100和盖板200的对接端分别设置有台阶结构110和倒阶梯结构230,装配时台阶结构110和倒阶梯结构230相配合,气缸盖100和盖板200上的缸盖螺栓通孔与气缸体300上缸盖螺纹孔轴线相合,用10颗气缸盖100螺栓分别穿过气缸盖100和盖板200上缸盖螺栓通孔,按从内到外交叉拧紧的顺序拧紧气缸盖100螺栓,通过气缸盖100螺栓的拧紧,实现单缸气缸盖100和盖板200的预定位。
60.s2:根据盖板200的销孔231,确定气缸盖100的销孔231的圆心位置并标记圆心点,根据圆心点加工气缸盖100的销孔231,且保证气缸盖100的销孔231与盖板200的销孔231的中心线偏差小于0.10mm。
61.具体的,预先在盖板200的倒阶梯结构230加工出两个销孔231,利用盖板200台阶上的两个销孔231的相对位置,通过水平和竖直划线的方式确定销孔231在气缸盖100台阶
结构110上的圆心位置,使用中心冲头在水平和竖直划线相交处冲压出中心点,该中心点即为圆心点。
62.根据确定的中心点进行钻φ2mm的小孔,利用卡尺检测底孔的中心到基准面的过失偏移量,经实测换算出底孔与理想中心的位置,若过失量不大于0.10mm,可在扩孔时,适当加大钻头顶角、削弱自动定心作用,向借正方向适当推动工件,逐步加大钻尖直径的方法进行补偿。若过失量大于0.10mm,可用什锦圆锉刀对底孔两侧壁进行修整,修整部分应与底孔圆弧滑润过渡相接,最终保证气缸盖100上和盖板200上的销孔231中心线偏差小于0.10mm。以上冲孔、钻孔操作必须采用立钻方位,即保证工具竖直朝下,垂直于缸盖上表面。
63.s3:根据盖板200的连接侧板210上的固定螺纹孔211,确定气缸盖100的螺纹孔的圆心位置并标记圆心点,根据圆心点加工气缸盖100的螺纹孔,且保证气缸盖100的螺纹孔与盖板200的固定螺纹孔211的中心线偏差小于0.10mm。
64.具体的,预先在盖板200的两个连接侧板210上各加工出两个固定螺纹孔211,利用步骤s2相同的方法确定气缸盖100的螺纹孔的圆心位置并标记圆心点,并通过钻孔、铰孔及攻丝等工艺形成螺纹孔,要求螺纹孔轴线与盖板200连接侧板210上的固定螺纹孔211轴线偏差小于0.10mm。
65.s4:在气缸盖100的销孔231与盖板200的销孔231中插入定位销3,在气缸盖100的螺纹孔与盖板200的螺纹孔中旋入螺纹紧固件,以使气缸盖100与盖板200形成联合体,并将联合体从气缸体300上取下。
66.具体的,s41:在与气缸体300固定好的盖板200与气缸盖100相对应的定位销3孔231中插入定位销3;在盖板200的连接侧板210的固定螺纹孔211与气缸盖100相对应的螺纹孔中旋入螺纹紧固件,本实施例中,螺纹紧固件采用螺纹规格为m6
×
1的平端不对称双头螺柱1,将双头螺柱1的短端旋入螺纹孔中,然后在双头螺柱1的长端旋入螺母2并预紧,预紧力矩为10
±
1n
·
m,气缸盖100与盖板200通过双头螺柱1加螺母2固连形成联合体。采用双头螺柱1加螺母2组合紧固方式,在预紧前可以利用双头螺柱1在缸盖与盖板200之间进行预定位,也便于后续调平各结合面时的频繁拆解。
67.s42:由外到内交叉拆解气缸盖100螺栓,从气缸体300上取出气缸盖100与盖板200的联合体。
68.s5:在盖板200上安装调平螺栓7,将联合体以装配密封面朝上的姿态放置于平面上,以气缸盖100的装配密封面101为水平基准,调整各个调平螺栓7和/或螺纹紧固件的旋入量,以使盖板200的装配密封面201的水平倾斜量小于0.04mm。
69.具体的,在盖板200的顶面调平螺纹孔221中旋入调平螺栓7,并使气缸盖100顶面朝下紧贴检具台表面a,如图7和图8所示。调整各个调平螺栓7的旋入量,并利用水平仪测量盖板200的装配密封面201与气缸盖100的装配密封面101的整体平整度,当水平仪倾斜量小于0.04mm时,则认为盖板200与缸盖底面水平。若在0.04mm以上,则需通过调整盖板200与气缸盖100的双头螺柱1,实现盖板200与单缸气缸盖100底面的平整要求,便于后续气缸垫的密封。
70.s6:在气缸盖100的对接端与盖板200的对接端之间的间隙6中填充铝质修补剂4,铝质修补剂4固化后将气缸盖100与盖板200粘合固定,构成气缸盖组成1100。
71.具体的,保持步骤s5的联合体姿态,即盖板200与单缸气缸盖100底面朝上,在盖板
200与气缸盖100底面结合处的、由台阶棱边倒角所形成的储胶倒角5上,沿进排气方向均匀涂抹铝质修补剂4,铝质修补剂4为液态,可随着盖板200与单缸气缸盖100结合处的台阶间隙6扩散,保证盖板200与气缸盖100之间的间隙填满铝质修补剂4。
72.用刮刀抚平底面储胶倒角5处的铝质修补剂4,静置样件60分钟,待铝质修补剂4完全固化后,用细砂纸打磨底面储胶倒角5处,并利用刀口尺校核储胶倒角5局部与底面的不平整度,确保小不平整度于0.02mm。铝质修补剂4完全固化后,具有较强的粘合能力,并填补了盖板200与气缸盖100之间因加工精度原因而预留的装配间隙。铝质修补剂4与双头螺柱1共同连接盖板200与气缸盖100,使盖板200与气缸盖100固连为一体,并且具有较好的结构强度,联合体的装配密封面具有较高的平整度。在上述的底面修整步骤后,可保证在装配状态下封堵气缸垫上的水压及油压,保证气缸垫的密封。
73.实施例3:
74.基于同样的发明构思,本实施例提供一种热力学单缸机1000,该热力学单缸机1000是由量产多缸机改进而成。参见图9和图10,该热力学单缸机1000包括气缸体300、气缸盖组成1100和气缸垫,气缸垫设于气缸体300与气缸盖组成1100之间,以密封气缸体300与气缸盖组成1100的装配密封面。气缸盖组成1100为上述实施例1的气缸盖组成1100,由实施例2的装配方法所装配得到,具体内容参见实施例1和实施例2。
75.参见图9,该热力学单缸机1000还包括发电机400、空调压缩机500、冷却系统600、润滑系统700等必要附件,冷却系统600主要包括水泵、散热器等,用于实现冷却液在发动机中的循环流通,用于冷却气缸体300、气缸盖组成1100。润滑系统700主要包括机油泵、机油冷却器、机油滤清器等,用于实现机油在发动机中的循环流通,用于润滑发动机的各运动副。上述各附件为发动机系统的常规配置,本实施例未做改进,详细内容可参照现有技术的相关公开,此处不展开说明。
76.以量产四缸发动机改进成为热力学单缸机1000为例,气缸盖组成1100包括单缸气缸盖100和盖板200两个部件,单缸气缸盖100盖设于四缸气缸体300的第一缸,盖板200盖设于四缸气缸体300的二三四缸。气缸体300采用的是量产四缸发动机的气缸体300,结构未做改进,具体内容可以参考现有技术的相关公开,此处不展开说明。
77.通过上述实施例,本技术具有以下有益效果或者优点:
78.1)本技术提供一种气缸盖组成1100的联接密封结构及装配方法,解决基于量产多缸机缸体而使用热力学单缸气缸盖100搭建而成的热力学发动机所涉及到的联接和密封问题,提高了该种快速改进型热力学单缸机1000的可靠性,并提供了一种低成本热力学发动机缸盖低成本的开发思路。
79.2)本技术提供的气缸盖组成1100,通过在气缸盖100后端台阶结构110以及盖板200倒阶梯结构230定位配合状态下,设置定位销3实现进排气方向精准定位,并在缸盖后端面与盖板200前端通过双头螺柱1与螺母2的组合紧固实现前后方向的紧固,上述两种方向的约束提升了气缸盖100与盖板200之间的连接强度。
80.3)本技术提供的气缸盖组成1100,气缸盖100后端台阶结构110的顶面棱边、底面棱边设置储胶倒角5,并与盖板200倒阶梯结构230前端面段棱边及底平面棱边设置的储胶倒角5相配合,并通过铝质修补剂4粘合锁固,既增加了气缸盖100与盖板200直接的连接强度,又填补了两者之间的装配间隙;相比于硅胶,使用铝质修补剂4固化后可抵抗发动机水
套的冷却液压力,提高了缸盖与盖板200的密封能力。
81.4)本技术提供的气缸盖组成1100,通过在盖板200的凸脊220上分别设置调平螺纹孔221,并使调平螺纹孔221的跨距尽量大,通过使用调平螺栓7的调整和支撑,可以使盖板200与缸盖的底面实现较高的整体平面度,便于后续的涂抹金属修补剂工序,最终实现盖板200与缸盖之间的紧固联接。
82.5)本技术提供的气缸盖组成1100装配方法,在气缸盖100与盖板200按要求固定到气缸体300上后,通过盖板200的倒阶梯结构230预加工的定位销3孔231,在气缸盖100台阶结构110上分步进行冲孔、钻孔,并通过定位销3相连,保证气缸盖100与盖板200在进排气方向上的精准定位。
83.6)本技术提供的热力学单缸机1000,采用单缸气缸盖100与量产多缸机边界组合形成的新型热力学发动机系统,既具备热力学单缸机1000的快速、成本低、易于调整等优势,又可利用量产多缸机的现有样机边界及试验工装,最终实现其成本、周期及试验效果等各方面的最优效果,并且可用于量产多缸机燃烧系统的优化升级。
84.7)本技术提供的热力学单缸机1000,是由单缸气缸盖100与量产多缸机组合形成的新型热力学发动机系统,单缸气缸盖100与量产气缸体300之间沿用量产气缸垫进行装配,避免气缸垫密封失效,气缸体300水套中的冷却液泄漏到油底壳中导致油水混合的问题,由此解决单缸气缸盖100与多缸缸体之间的紧固联接及密封问题,提高该热力学发动机的可靠性。
85.尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
86.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1