一种转子轴与调节级动叶轮的连接结构及其制造方法与流程
本发明涉及一种汽轮机叶片的,特别是涉及一种转子轴与调节级动叶轮的连接结构及制造方法的。
背景技术:
1、在汽轮机中,转动部件的组合体被称为转子,它是由转子轴、动叶轮等组成;在喷嘴配汽后的第一级动叶轮被称为调节级动叶轮;该调节级动叶轮的工作状态一般为高温高压,而且会受到复杂的激振力作用,因此要求调节级动叶轮有足够的强度裕度,有大的刚度、高阻尼的结构特点。
2、现有的调节级动叶轮大多数采用双胞胎叶片或三胞胎叶片通过拼接的方式形成,如专利cn108204248b公开一种三胞胎调节级动叶片,在围带处设置有安装槽,多个调节级动叶片通过在安装槽内设置阻尼块连接成整圈动叶轮;同样地,专利cn108590775a公开了一种二胞胎动叶片,公开了一种由围带、叶身、过渡段和叶根一体成型的单个动叶片,并且通过拼装的方式将动叶片连接成整圈的动叶轮;因此现有技术中的动叶轮均为拼接结构,成圈刚度差,抗震动能力差。
3、另外,现有的调节级动叶片一般是通过机械连接的方式固定于转子轴上。如在专利cn108204248b中,三胞胎调节级动叶片的三叉叶根通过销钉固定于轮槽内;专利cn108590775a则公开了“叶根通过销钉固定在轮盘上,工作时,叶根和销钉接触压紧,起到定位作用。”现有转子轴与调节级动叶轮的连接结构不但连接刚度差,而且连接强度也不高,在复杂运行工况时,难以保证机组的安全运行。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明要解决的一个技术问题是提供一种转子轴与调节级动叶轮的连接结构,用于解决现有技术中调节级动叶轮自身刚度不足、以及调节级动叶轮和转子轴之间连接强度不足的问题。
2、为解决上述技术问题,本发明提供一种转子轴与调节级动叶轮的连接结构,包括:转子轴和调节级动叶轮,所述调节级动叶轮包括呈环形的围带和轮毂;所述围带设于外圈,所述轮毂设于内圈,多个动叶片设于所述围带和所述轮毂之间;所述调节级动叶轮由环形锻坯经机加工一体成型;所述轮毂套在所述转子轴上并通过一整圈环形焊缝与所述转子轴固定连接。
3、优选地,所述环形焊缝贯穿所述轮毂的整个轴向厚度。
4、本发明要解决的另一个技术问题是提供一种上述连接结构的制造方法,包括以下步骤:
5、步骤一、使用整体环形锻件,采用机加工的方式加工出所述调节级动叶轮,并在所述轮毂的顶面和底面预留加工余量;
6、步骤二、将所述调节级动叶轮套在已经加工好的所述转子轴的轴肩上,使得所述轮毂内表面与所述轴肩外表面之间形成环形坡口,在所述环形坡口的底部,所述轮毂与所述轴肩之间设有过盈配合的卡口,所述轴肩的顶面和底面也预留有加工余量;
7、步骤三、在所述环形坡口底部的所述卡口处进行对称点焊,使所述轮毂与所述轴肩固定连接在一起;
8、步骤四、对所述环形坡口的底部进行打底焊;
9、步骤五、对所述环形坡口进行焊接填充,直至焊材填充满所述环形坡口,所述焊材形成所述环形焊缝;
10、步骤六、对所述调节级动叶轮和所述转子轴连接处进行局部焊后热处理;
11、步骤七、对所述轮毂和所述轴肩的顶面和底面进行机加工,去除所述加工余量。
12、优选地,在步骤二中,所述环形坡口的开口宽度w为13-16mm,坡口角度θ为1-3°。
13、优选地,在步骤四中,打底焊的电流为250a-300a之间;并且大于步骤五所用的电流。
14、优选地,所述步骤五进行逐层焊接填充,焊接过程中的层间温度不超过300℃。
15、优选地,在所述轴肩的底部设有一圈环形凸起,所述环形凸起与所述轮毂底部的一圈环形凹槽过盈配合形成所述卡口,所述环形凸起形成所述环形坡口的底部。
16、优选地,所述环形凸起的厚度t3为8~10mm,且小于所述轴肩底面的加工余量。
17、优选地,在步骤一中,所述轮毂的顶面预留加工余量t1为3-5mm;所述轮毂的底面预留加工余量t2为3-5mm,且大于所述环形凹槽的深度。
18、优选地,步骤六中通过一个上下两半式热处理工装将所述调节级动叶轮和所述转子轴的所述轴肩包在中间进行局部焊后热处理。
19、本发明具有以下有益效果:
20、本发明由环形锻件经机加工一体成型,形成整体式调节级动叶轮,极大地增强了调节级动叶轮的刚度,通过将整体式调节级动叶轮与转子轴进行整圈焊接的方式,从而获得更大的刚性和更强的连接强度,具有更好的抗震动能力,能适应更加复杂的运行工况。
技术特征:
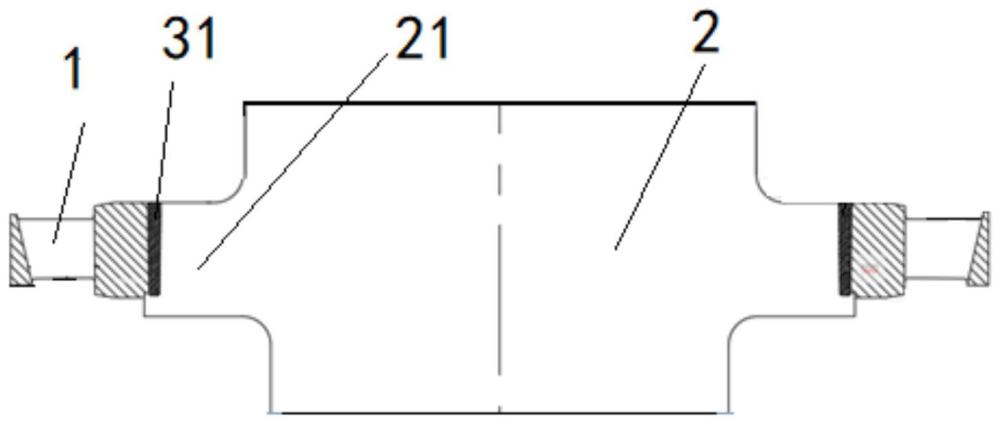
1.一种转子轴与调节级动叶轮的连接结构,其特征在于,包括:转子轴(2)和调节级动叶轮(1),所述调节级动叶轮(1)包括呈环形的围带(11)和轮毂(13);所述围带(11)设于外圈,所述轮毂(13)设于内圈,多个动叶片(12)设于所述围带(11)和所述轮毂(13)之间;所述调节级动叶轮(1)由环形锻坯经机加工一体成型;所述轮毂(13)套在所述转子轴(2)上并通过一整圈环形焊缝(31)与所述转子轴(2)固定连接。
2.根据权利要求1所述一种转子轴与调节级动叶轮的连接结构,其特征在于,所述环形焊缝(31)贯穿所述轮毂(13)的整个轴向厚度。
3.根据权利要求1所述连接结构的制造方法,其特征在于,包括以下步骤:
4.根据权利要求3所述制造方法,其特征在于,在步骤二中,所述环形坡口(3)的开口宽度w为13-16mm,坡口角度θ为1-3°。
5.根据权利要求3所述制造方法,其特征在于,在步骤四中,打底焊的电流为250a-300a之间;并且大于步骤五所用的电流。
6.根据权利要求3所述制造方法,所述步骤五进行逐层焊接填充,焊接过程中的层间温度不超过300℃。
7.根据权利要求3所述制造方法,其特征在于,在所述轴肩(21)的底部设有一圈环形凸起(22),所述环形凸起(22)与所述轮毂(13)底部的一圈环形凹槽(132)过盈配合形成所述卡口(5),所述环形凸起(22)形成所述环形坡口(3)的底部。
8.根据权利要求3所述制造方法,其特征在于,所述环形凸起(22)的厚度t3为8~10mm,且小于所述轴肩(21)底面的加工余量。
9.根据权利要求8所述制造方法,其特征在于:在步骤一中,所述轮毂(13)的顶面预留加工余量t1为3-5mm;所述轮毂(13)的底面预留加工余量t2为3-5mm,且大于所述环形凹槽(132)的深度。
10.根据权利要求3所述制造方法,其特征在于:步骤六中通过一个上下两半式热处理工装(4)将所述调节级动叶轮(1)和所述转子轴(2)的轴肩(21)包在中间进行局部焊后热处理。
技术总结
本发明提供一种转子轴与调节级动叶轮的连接结构及其制造方法,包括:转子轴和调节级动叶轮,调节级动叶轮包括呈环形的围带和轮毂;围带设于外圈,轮毂设于内圈,多个动叶片设于围带和轮毂之间;调节级动叶轮由环形锻坯经机加工一体成型;轮毂套在转子轴上并通过一整圈环形焊缝与转子轴固定连接。本发明通过将动轮毂和转子轴进行焊接方式取代了现有的机械连接方式,从而具有更大的刚性和更强的抗震动能力,应对更加复杂的运行工况;另外,本发明通过设置环形凹槽和环形凸起卡嵌的方式,能在焊接时转子轴能够对调节级动叶轮形成一定的向上支撑。
技术研发人员:霍鑫,范曼杰,丁玉明,何易,杨仁杰
受保护的技术使用者:上海电气电站设备有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!