尾气后处理装置的进气组件的制作方法
1.本发明涉及一种尾气后处理装置的进气组件,属于发动机尾气后处理技术领域。
背景技术:
2.发动机尾气后处理装置的进气组件通常包括进气管,所述进气管通常在其壁面上开设有若干气流通孔,以使气流穿过这些气流通孔而流出所述进气管。然而,这种设计往往导致背压较大。为了降低背压,所属技术领域的技术人员会增大气流通孔的尺寸或者增加气流通孔的数量,这又将导致所述进气管的结构强度减弱,无法满足设计需要。
3.因此,有必要对现有技术中的进气组件进行改进。
技术实现要素:
4.本发明的目的在于提供一种结构强度较好且背压较低的尾气后处理装置的进气组件。
5.为实现上述目的,本发明采用如下技术方案:一种尾气后处理装置的进气组件,其包括进气挡板、进气管组件以及将所述进气管组件固定在所述进气挡板上的支架,所述进气挡板包括安装面以及贯穿所述安装面的进气孔,所述进气管组件包括进气腔体,所述支架包括第一安装杆、与所述第一安装杆相对的第二安装杆、连接所述第一安装杆和所述第二安装杆的连接杆、以及至少部分位于所述第一安装杆、所述第二安装杆和所述第三安装杆之间的气流开口,所述气流开口与所述进气腔体连通,流入所述进气腔体中的气流被配置为在穿过所述气流开口后流入所述进气孔。
6.作为本发明进一步改进的技术方案,所述支架呈u型。
7.作为本发明进一步改进的技术方案,所述第一安装杆与所述第二安装杆相互平行,所述连接杆连接所述第一安装杆的底部以及所述第二安装杆的底部。
8.作为本发明进一步改进的技术方案,所述连接杆向外偏离所述第一安装杆以及所述第二安装杆,所述连接杆焊接固定于所述进气挡板的安装面。
9.作为本发明进一步改进的技术方案,所述第一安装杆、所述第二安装杆以及所述连接杆均为横截面是圆形的钢管。
10.作为本发明进一步改进的技术方案,所述进气管组件包括进气管以及与所述进气管固定连接的基部,所述基部包括至少部分收容所述进气管的安装环以及自所述安装环延伸的若干延伸部,所述若干延伸部包括第一延伸部、与所述第一延伸部间隔设置的第二延伸部、以及位于所述第一延伸部和所述第二延伸部之间的倒u型开口,所述第一安装杆固定于所述第一延伸部,所述第二安装杆固定于所述第二延伸部。
11.作为本发明进一步改进的技术方案,所述进气管与所述安装环焊接固定,所述第一安装杆焊接固定于所述第一延伸部,所述第二安装杆焊接固定于所述第二延伸部。
12.作为本发明进一步改进的技术方案,所述基部还包括自所述第一延伸部相对设置的两个边缘进行折弯的第一翻边部以及自所述第二延伸部相对设置的两个边缘进行折弯
的第二翻边部,所述第一安装杆位于所述第一翻边部之间,所述第二安装杆位于所述第二翻边部之间。
13.作为本发明进一步改进的技术方案,所述第一延伸部设有靠近所述进气挡板的安装面且与所述安装面不接触的第一末端部,所述第二延伸部设有靠近所述进气挡板的安装面且与所述安装面不接触的第二末端部。
14.作为本发明进一步改进的技术方案,所述支架为若干个且沿所述进气管组件的周向间隔分布,所述第一延伸部以及所述第二延伸部均为若干个且沿所述进气管组件的周向间隔分布。
15.相较于现有技术,本发明通过支架将进气组件固定于进气挡板上,在确保结构强度的同时,有利于扩大进气面积,从而降低背压。
附图说明
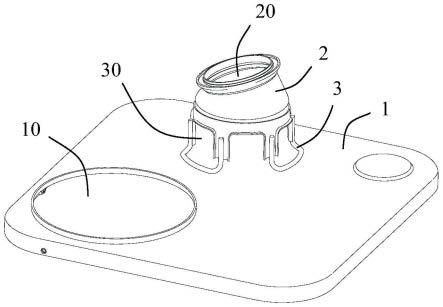
16.图1是本发明尾气后处理装置的进气组件在一种实施方式中的立体示意图。
17.图2是图1的立体分解图。
具体实施方式
18.下面将结合附图详细地对本发明的具体实施方式进行描述,其中如果存在若干具体实施方式,在不冲突的情况下,这些实施方式中的特征可以相互组合。当描述涉及附图时,除非另有说明,不同附图中相同的数字或者符号表示相同或相似的要素。以下示例性具体实施方式中所描述的内容并不代表本发明的所有实施方式,相反,它们仅是与本发明的权利要求书中所记载的、与本发明相一致的产品的例子。
19.在本发明中使用的术语是仅仅出于描述具体实施方式的目的,而非旨在限制本发明的保护范围。应当理解,本发明的说明书以及权利要求书中所使用的,例如“第一”、“第二”以及类似的词语,并不表示任何顺序、数量或者重要性,而只是用来区分特征的命名。
20.请参照图1以及图2所示,本发明揭示了一种尾气后处理装置的进气组件,其包括进气挡板1、进气管组件2以及将所述进气管组件2固定在所述进气挡板1上的支架3。所述进气挡板1包括安装面11以及贯穿所述安装面11的进气孔10。
21.所述进气管组件2包括进气腔体20。在本发明图示的实施方式中,所述进气管组件2包括进气管21以及与所述进气管21固定连接的基部22。所述进气腔体20由所述进气管21以及所述基部22共同形成。所述基部22包括至少部分收容所述进气管21的安装环221以及自所述安装环221向下延伸的若干延伸部222。在本发明图示的实施方式中,所述进气管21与所述安装环221焊接固定。所述若干延伸部222包括第一延伸部222a、与所述第一延伸部222a间隔设置的第二延伸部222b、以及位于所述第一延伸部222a和所述第二延伸部222b之间的倒u型开口222c。在本发明图示的实施方式中,所述第一延伸部222a以及所述第二延伸部222b均为若干个且沿所述进气管组件2的周向间隔分布。
22.所述基部22还包括自所述第一延伸部222a相对设置的两个边缘进行折弯的第一翻边部222a1以及自所述第二延伸部222b相对设置的两个边缘进行折弯的第二翻边部222b1。所述第一延伸部222a设有靠近所述进气挡板1的安装面11且与所述安装面11不接触的第一末端部222a2,所述第二延伸部222b设有靠近所述进气挡板1的安装面11且与所述安
装面11不接触的第二末端部222b2。
23.所述支架3呈u型,其包括第一安装杆31、与所述第一安装杆31相对的第二安装杆32、连接所述第一安装杆31和所述第二安装杆32的连接杆33、以及至少部分位于所述第一安装杆31、所述第二安装杆32和所述第三安装杆33之间的气流开口30。所述气流开口30与所述进气腔体20连通。流入所述进气腔体20中的气流被配置为在穿过所述气流开口30后流入所述进气孔10,并流向下游的尾气后处理载体,例如柴油氧化催化器(doc)、柴油颗粒捕集器(dpf)以及选择性催化还原器(scr)。所述第一安装杆31与所述第二安装杆32相互平行,所述连接杆33连接所述第一安装杆31的底部以及所述第二安装杆32的底部。所述连接杆33向外偏离所述第一安装杆31以及所述第二安装杆32,所述连接杆33焊接固定于所述进气挡板1的安装面11。所述第一安装杆31、所述第二安装杆32以及所述连接杆33均为横截面是圆形的钢管,以提高结构强度。在本发明图示的实施方式中,所述支架3为若干个且沿所述进气管组件2的周向间隔分布。
24.在本发明图示的实施方式中,所述第一安装杆31固定于所述第一延伸部222a,所述第二安装杆32固定于所述第二延伸部222b。具体地,所述第一安装杆31焊接固定于所述第一延伸部222a,所述第二安装杆32焊接固定于所述第二延伸部222b。所述第一安装杆31位于所述第一翻边部222a1之间,所述第二安装杆32位于所述第二翻边部222b1之间。
25.相较于现有技术,本发明通过所述支架3将所述进气组件2固定于所述进气挡板1上,所述支架3能够对所述进气组件2起到支撑作用,提高了所述进气组件2的疲劳强度;在增加结构强度的同时,还有利于扩大进气面积,从而降低背压。另外,通过将所述第一延伸部222a的第一末端部222a2与所述安装面11不接触,通过将所述第二延伸部222b的第二末端部222b2与所述安装面11不接触,一方面,降低了气流对所述进气管组件2的冲击,从而降低了所述进气管组件2发生变形,甚至开裂的风险;另一方面,有利于进一步扩大进气面积,从而降低背压。
26.以上实施例仅用于说明本发明而并非限制本发明所描述的技术方案,对本说明书的理解应该以所属技术领域的技术人员为基础,尽管本说明书参照上述的实施例对本发明已进行了详细的说明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本发明进行修改或者等同替换,而一切不脱离本发明的精神和范围的技术方案及其改进,均应涵盖在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1