一种内燃机的空滤支架的制作方法
1.本实用新型涉及内燃机技术领域,尤其涉及一种内燃机的空滤支架。
背景技术:
2.空气滤清器简称空滤,是内燃机进气系统必备的部件,对进入发动机的新鲜空气起到过滤和净化的作用,保证空气的清洁度,以降低内燃机各运动副相关零部件的磨损,提高内燃机的可靠性和耐久性。而空滤的应用安装过程中,要使用到空滤支架来支撑固定空滤,确保空滤工作过程中可靠地固定到相应的安装位置。
3.如授权公告号为cn207145099u的实用新型所公开的一种内燃机的空滤支架,包括设有开口的圆环形夹箍和位于所述夹箍底部的u型托架,所述夹箍的开口两端设有向外翻起的第一夹片和第二夹片,所述第一夹片上插接有定位套筒,所述的定位套筒外围位于所述第一夹片的外侧套设有弹性件,所述的二夹片上还设有将所述夹箍锁紧的锁紧件;所述u型托架的开口两端分别设有向上延伸并与所述夹箍的弧度相适配的弧形托板,其在夹持安装过程中,无法时第一夹片以及第二夹片进行快速定位,空气滤清器安装定位性不佳,不便于对其进行整体安装。
技术实现要素:
4.为解决背景技术中存在的技术问题,本实用新型提出一种内燃机的空滤支架,包括环形抱箍、设置在环形抱箍两端的第一夹片和第二夹片、设置在环形抱箍外表面的弧形托架以及设置在弧形托架一侧表面的安装架,所述第一夹片一侧表面上部设置定位组件;
5.所述定位组件包括定位杆,所述定位杆设置在第一夹片一侧表面上部,所述定位杆外表面上套装复位弹簧,所述复位弹簧一端与第一夹片连接,所述定位杆一端贯穿定位孔,所述定位孔设置在第二夹片上部,所述定位杆外表面一侧对称设置第一凹槽以及第二凹槽,所述第一凹槽内一侧表面设置第一弹簧,所述第一弹簧一端与第一卡销连接,所述第二凹槽内一侧表面设置第二弹簧,所述第二弹簧一端与第二卡销连接。
6.优选的,所述第一卡销一侧表面设置第一导向块,所述第一导向块一端滑动设置在第一导向槽内,所述第一导向槽设置在第一凹槽内一侧表面。
7.优选的,所述第二卡销一侧表面设置第二导向块,所述第二导向块一端滑动设置在第二导向槽内,所述第二导向槽设置在第二凹槽内一侧表面。
8.优选的,所述第二夹片一侧表面设置防脱锁紧结构,所述防脱锁紧结构包括插杆,所述插杆一端贯穿第一夹片,所述插杆外表面一侧设置正向螺纹,所述正向螺纹上设置第一螺母。
9.优选的,所述插杆一侧表面设置辅助杆,所述辅助杆外表面设置反向螺纹,所述反向螺纹上设置第二螺母。
10.优选的,所述辅助杆的直径尺寸小于插杆的直径尺寸,所述第二螺母的外径尺寸与第一螺母外径尺寸相同。
11.优选的,所述环形抱箍内表面上设置防护缓冲垫圈。
12.与现有技术相比,本实用新型的上述技术方案具有如下有益的技术效果:
13.本实用新型通过定位杆、复位弹簧、第一卡销、第二卡销、第一弹簧以及第二弹簧的设置,通过第一弹簧以及第二弹簧的弹力,能够使第一卡销以及第二卡销与第二夹片贴合,再通过复位弹簧的弹力,使第二夹片进行定位,便于第一夹片以及第二夹片组装定位,能够使空气滤清器进行快速安装。
附图说明
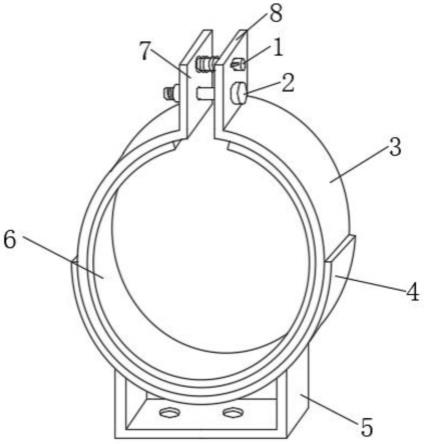
14.图1为实施例一的内燃机的空滤支架的结构示意图;
15.图2为内燃机的空滤支架中定位组件的俯视剖面结构示意图;
16.图3为图2的a处局部放大结构示意图;
17.图4为内燃机的空滤支架中防脱锁紧结构的俯视剖面结构示意图。
18.附图标记:1、定位组件;2、防脱锁紧结构;3、环形抱箍;4、弧形托架;5、安装架;6、防护缓冲垫圈;7、第一夹片;8、第二夹片;21、插杆;22、正向螺纹;23、第一螺母;24、辅助杆;25、反向螺纹;26、第二螺母;101、定位杆;102、复位弹簧;103、第一弹簧;104、第一卡销;105、第一导向块;106、第一导向槽;107、第二导向槽;108、第二导向块;109、第二卡销;110、第二弹簧。
具体实施方式
19.实施例一
20.如图1-3所示,本实用新型提出的一种内燃机的空滤支架,包括环形抱箍3、设置在环形抱箍3两端的第一夹片7和第二夹片8、设置在环形抱箍3外表面的弧形托架4以及设置在弧形托架4一侧表面的安装架5,第一夹片7一侧表面上部设置定位组件1;
21.定位组件1包括定位杆101,定位杆101焊接在第一夹片7一侧表面上部,定位杆101外表面上套装复位弹簧102,复位弹簧102一端与第一夹片7焊接连接,定位杆101一端贯穿定位孔,定位孔开设在第二夹片8上部,定位杆101外表面一侧对称设置第一凹槽以及第二凹槽,第一凹槽内一侧表面焊接设置第一弹簧103,第一弹簧103一端与第一卡销104焊接连接,第二凹槽内一侧表面焊接设置第二弹簧110,第二弹簧110一端与第二卡销109焊接连接。
22.本实施例中,首先将空气滤清器放置在环形抱箍3内,然后同时挤压第一夹片7以及第二夹片8,第一夹片7带动定位杆101移动,并将定位杆101贯穿第二夹片8,贯穿过程中,第一卡销104以及第二卡销109分别在第一凹槽以及第二凹槽内移动,第一卡销104压缩第一弹簧103,第二卡销109压缩第二弹簧110,同时第一夹片7压缩复位弹簧102,当第一卡销104以及第二卡销109移动至第二夹片8另一侧时,第一弹簧103以及第二弹簧110在弹力作用下,使第一卡销104以及第二卡销109与第二夹片8贴合,同时复位弹簧102在弹力作用下,使第二夹片8与第一卡销104以及第二卡销109紧密贴合,完成第一夹片7以及第二夹片8的快速组装定位。
23.第一卡销104一侧表面焊接第一导向块105,第一导向块105一端滑动设置在第一导向槽106内,第一导向槽106开设在第一凹槽内一侧表面,第二卡销109一侧表面焊接第二
导向块108,第二导向块108一端滑动设置在第二导向槽107内,第二导向槽107开设在第二凹槽内一侧表面,第一卡销104带动第一导向块105在第一导向槽106内移动,第二卡销109移动带动第二导向块108在第二导向槽107内移动,提高了第一卡销104以及第二卡销109移动时的导向性。
24.实施例二
25.如图4所示,本实用新型提出的一种内燃机的空滤支架,相较于实施例一,本实施例还包括防脱锁紧结构2,第二夹片8一侧表面设置防脱锁紧结构2,防脱锁紧结构2包括插杆21,插杆21一端贯穿第一夹片7,插杆21外表面一侧设置正向螺纹22,正向螺纹22上设置第一螺母23,插杆21一侧表面设置辅助杆24,辅助杆24外表面设置反向螺纹25,反向螺纹25上设置第二螺母26。
26.本实施例中,当第一夹片7以及第二夹片8组装完成后,将插杆21贯穿第二夹片8以及第一夹片7,然后将第一螺母23通过正向螺纹22进行拧紧,使第一螺母23与第一夹片7贴合,然后将第二螺母26通过反向螺纹25进行拧紧,并将第二螺母26与第一螺母23贴合,能够有效防止第一螺母23以及第二螺母26松脱的情况发生。
27.辅助杆24的直径尺寸小于插杆21的直径尺寸,第二螺母26的外径尺寸与第一螺母23外径尺寸相同,便于第一螺母23以及第二螺母26的安装。
28.环形抱箍3内表面上设置防护缓冲垫圈6,提高了空气滤清器安装时的缓冲防护性。
29.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1