一种发动机气门摇臂的制作方法
本技术涉及发动机配件,具体涉及一种发动机气门摇臂。
背景技术:
1、发动机气门摇臂用于控制发动机气门的开闭,具体而言,发动机工作时,曲轴通过正时齿轮驱动凸轮轴旋转,当凸轮轴的凸起部分顶起挺杆时,挺杆推动推杆一起上行,作用于摇臂上的推动力驱使摇臂绕轴转动,摇臂的另一端压缩气门弹簧使气门下行,从而打开气门,随着凸轮轴的继续转动,当凸轮轴的凸起部分离开挺杆时,作用在摇臂上的、用于使摇臂压缩气门弹簧的力消失,则气门在气门弹簧张力作用下上行,从而实现关闭。
2、现有的气门摇臂结构如图1所示,包括一体成型的底板101和侧臂102,同时底板一侧一体成型有球窝103用于装配挺杆,另一侧一体成型有推杆装配结构104,这种摇臂结构在加工时,不仅要实现两侧壁折弯加工,最关键的是球窝的一体成型加工,不仅工序繁琐,而且加工精度难以控制,故而整体加工成本高,也无法满足高精度的需求。
技术实现思路
1、本实用新型的目的在于提供一种发动机气门摇臂,挺杆座与摇臂本体两者单独加工,再进行相互铆接焊固,不仅降低了加工难度和加工成本,而且可以确保各个装配点的加工精度。
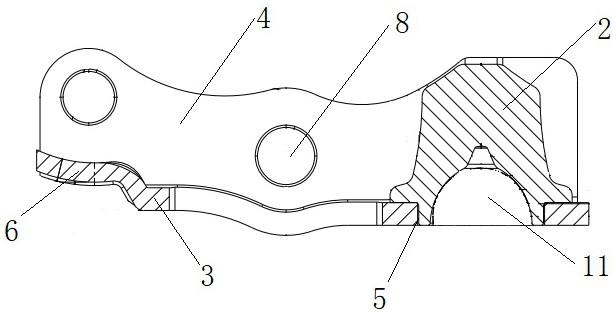
2、为实现上述目的,本实用新型提供如下技术方案:一种发动机气门摇臂,包括摇臂本体及挺杆座,所述摇臂本体具有底板和两个侧壁,相互形成u型,所述挺杆座装配在两个侧壁之间位于摇臂本体一端,且挺杆座下方的底板上开设有过孔,同时挺杆座底面设有球窝,挺杆穿过过孔装配在球窝内,所述底板另一端设有装配推杆的推杆座。
3、优选地,所述挺杆座贴合侧壁的两端顶部设有压铆凹槽,用于侧壁压铆时的定位。
4、优选地,所述挺杆座两侧一体成型有焊接边,焊接边底部贴合底板并与其焊固。
5、优选地,所述挺杆座底部设有与过孔尺寸一致的圆形凸起,球窝位于圆形凸起的底面上,挺杆座与摇臂本体装配时,圆形凸起卡在过孔内.
6、优选地,所述推杆座为底板上一凸起,凸起上开设有安装推杆的导向槽。
7、优选地,两个侧壁中间位置各开有一彼此相对的安装孔,用于装配轴承。
8、与现有技术相比,本实用新型所揭示的一种发动机气门摇臂,其有益效果是:将摇臂本体与挺杆座进行个体单独加工,在进行两者的压铆焊固,有效降低了整体的加工难度,同时还可以确保加工精度;
9、对于摇臂本体与挺杆座之间的装配,在挺杆座上端设置压铆凹槽,实现后续压铆时的精确定位,两侧延伸的焊接边实现其与底板的焊接,提升两者装配的牢固度,同时在底部设置圆形凸起结合底板上开设有的过孔,实现底部插装,整个装配从底部插配,顶部压铆及两侧的焊接三个位置实现摇臂本体与挺杆座之间的全面连接,提高后续使用时的稳固性。
技术特征:
1.一种发动机气门摇臂,其特征在于:包括摇臂本体及挺杆座,所述摇臂本体具有底板和两个侧壁,相互形成u型,所述挺杆座装配在两个侧壁之间位于摇臂本体一端,且挺杆座下方的底板上开设有过孔,同时挺杆座底面设有球窝,挺杆穿过过孔装配在球窝内,所述底板另一端设有装配推杆的推杆座。
2.根据权利要求1所述的一种发动机气门摇臂,其特征在于:所述挺杆座贴合侧壁的两端顶部设有压铆凹槽,用于侧壁压铆时的定位。
3.根据权利要求2所述的一种发动机气门摇臂,其特征在于:所述挺杆座两侧一体成型有焊接边,焊接边底部贴合底板并与其焊固。
4.根据权利要求3所述的一种发动机气门摇臂,其特征在于:所述挺杆座底部设有与过孔尺寸一致的圆形凸起,球窝位于圆形凸起的底面上,挺杆座与摇臂本体装配时,圆形凸起卡在过孔内。
5.根据权利要求1所述的一种发动机气门摇臂,其特征在于:所述推杆座为底板上一凸起,凸起上开设有安装推杆的导向槽。
6.根据权利要求1所述的一种发动机气门摇臂,其特征在于:两个侧壁中间位置各开有一彼此相对的安装孔,用于装配轴承。
技术总结
本技术公开了一种发动机气门摇臂,包括摇臂本体及挺杆座,所述摇臂本体具有底板和两个侧壁,相互形成U型,所述挺杆座装配在两个侧壁之间位于摇臂本体一端,且挺杆座下方的底板上开设有过孔,同时挺杆座底面设有球窝,挺杆穿过过孔装配在球窝内,所述底板另一端设有装配推杆的推杆座。本技术通过优化结构,不仅降低了加工难度和加工成本,而且可以确保各个装配点的加工精度。
技术研发人员:徐爱明,吴建鹏,景典
受保护的技术使用者:马克精密金属成形(南通)有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!