一种塔筒吊装对接辅助工装的制作方法
本技术涉及风电塔筒领域,特别是涉及一种塔筒吊装对接辅助工装。
背景技术:
1、风电塔筒的生产工艺流程一般如下:数控切割机下料,厚板需要开坡口,卷板机卷板成型后,点焊,定位,确认后进行内外纵缝的焊接,圆度检查后,如有问题进行二次较圆,单节筒体焊接完成后,采用液压组对滚轮架进行组对点焊后,焊接内外环缝,直线度等公差检查后,焊接法兰后,进行焊缝无损探伤和平面度检查,喷砂,喷漆处理后,完成内件安装和成品检验后,运输至安装现场。
2、风电塔筒在吊装安装过程中,待安装的塔筒与下方安装完成的塔筒之间对接一直是一个较为繁琐的过程,现场施工人员的工作难度大,这也会降低风电塔筒的安装效率,存在一定的缺陷。
技术实现思路
1、本实用新型的目的在于,提供一种塔筒吊装对接辅助工装,以实现风电塔筒的快速对接,提高风电塔筒的安装效率。
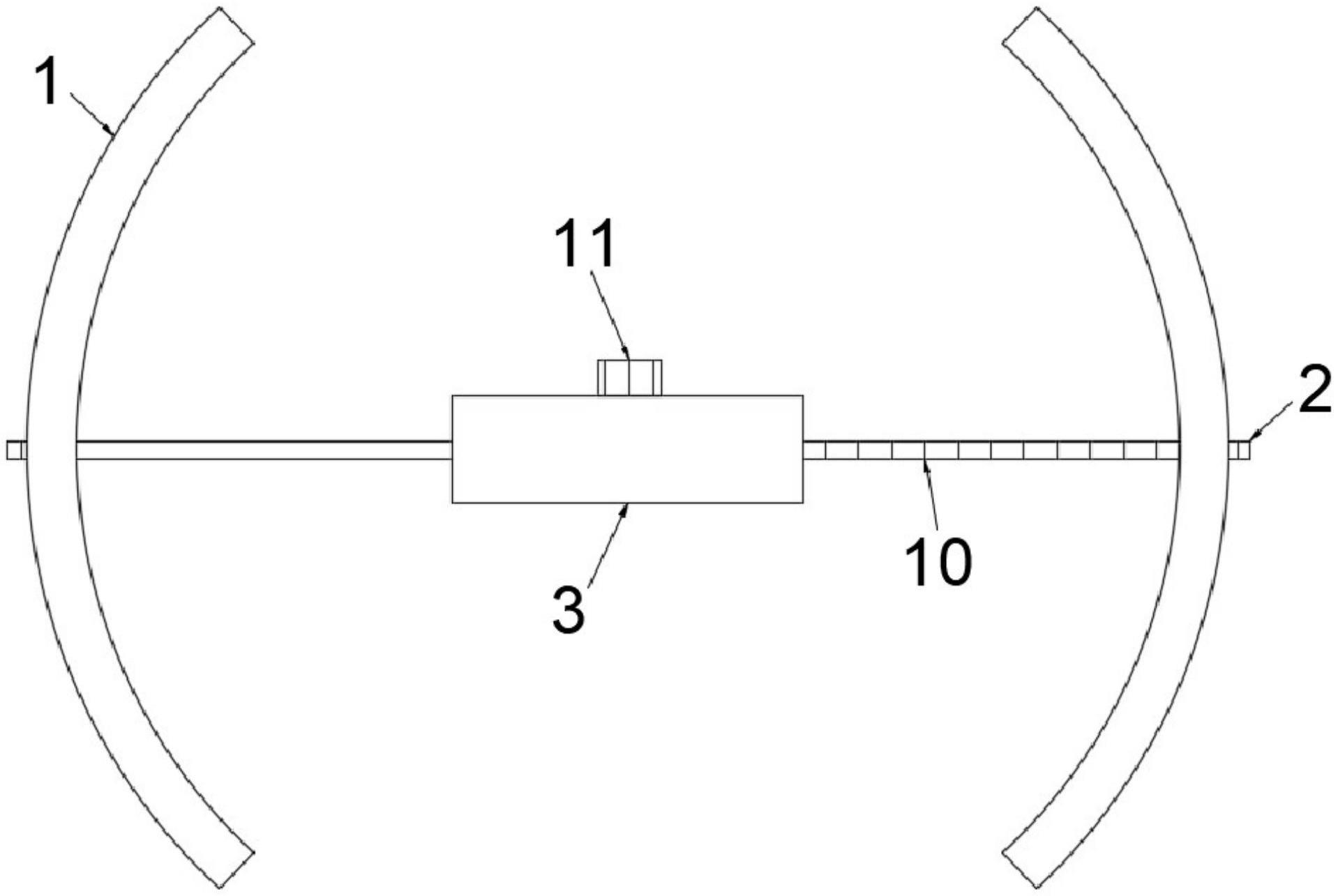
2、为解决上述技术问题,本实用新型提供一种塔筒吊装对接辅助工装,包括两个定位环筒、两个定位钩以及同步收缩器;
3、所述定位环筒位于塔筒外部,所述定位环筒用于对接两个塔筒在水平位置上的拼装位置;
4、所述定位钩外端与所述定位环筒可拆卸连接,所述定位钩内端与所述同步收缩器固定连接;
5、所述同步收缩器位于塔筒内部,所述同步收缩器通过同步收缩所述定位钩带动定位环筒以及塔筒定位合拢。
6、进一步的,所述定位环筒与塔筒外侧壁相匹配,所述定位环筒顶面设置有两根吊绳,且所述定位环筒与塔筒同步起吊。
7、进一步的,所述定位环筒上贯穿设置有与所述定位钩相匹配的拆装槽,且所述定位钩穿过所述拆装槽并旋转错位后与所述定位环筒卡接。
8、进一步的,所述拆装槽边缘进行倒角处理。
9、进一步的,所述定位钩包括定位杆,所述定位杆端部设置有与所述拆装槽相匹配的连接杆,所述连接杆内侧设置有限位杆,且塔筒定位时位于所述连接杆以及所述限位杆之间。
10、进一步的,所述连接杆杆长度不大于所述拆装槽长度,所述限位杆长度大于所述拆装槽长度。
11、进一步的,所述连接杆与所述限位杆在同一平面内。
12、进一步的,所述同步收缩器包括传动箱,所述传动箱内通过转轴转动安装有同步齿轮,所述同步齿轮上啮合连接有两根齿条,且两根所述齿条分别与两个定位钩固定连接。
13、进一步的,所述转轴端部穿过所述传动箱并固定设置有驱动块,且所述驱动块上设置有内六角凹槽。
14、进一步的,所述齿条远离所述定位钩一端设置有限位块,且所述限位块位于所述传动箱内部。
15、相比于现有技术,本实用新型至少具有以下有益效果:
16、本实用新型利用定位钩与塔筒的错位实现了定位钩与塔筒快速连接和拆卸,方便进行定位环筒与定位钩之间的快速对接,同时配合同步收缩器能够实现吊装塔筒与安装完成塔筒的快速对接,大大提高了塔筒的安装效率。
技术特征:
1.一种塔筒吊装对接辅助工装,其特征在于,包括两个定位环筒、两个定位钩以及同步收缩器;
2.如权利要求1所述的塔筒吊装对接辅助工装,其特征在于,所述定位环筒与塔筒外侧壁相匹配,所述定位环筒顶面设置有两根吊绳,且所述定位环筒与塔筒同步起吊。
3.如权利要求1所述的塔筒吊装对接辅助工装,其特征在于,所述定位环筒上贯穿设置有与所述定位钩相匹配的拆装槽,且所述定位钩穿过所述拆装槽并旋转错位后与所述定位环筒卡接。
4.如权利要求3所述的塔筒吊装对接辅助工装,其特征在于,所述拆装槽边缘进行倒角处理。
5.如权利要求3所述的塔筒吊装对接辅助工装,其特征在于,所述定位钩包括定位杆,所述定位杆端部设置有与所述拆装槽相匹配的连接杆,所述连接杆内侧设置有限位杆,且塔筒定位时位于所述连接杆以及所述限位杆之间。
6.如权利要求5所述的塔筒吊装对接辅助工装,其特征在于,所述连接杆杆长度不大于所述拆装槽长度,所述限位杆长度大于所述拆装槽长度。
7.如权利要求6所述的塔筒吊装对接辅助工装,其特征在于,所述连接杆与所述限位杆在同一平面内。
8.如权利要求1所述的塔筒吊装对接辅助工装,其特征在于,所述同步收缩器包括传动箱,所述传动箱内通过转轴转动安装有同步齿轮,所述同步齿轮上啮合连接有两根齿条,且两根所述齿条分别与两个定位钩固定连接。
9.如权利要求8所述的塔筒吊装对接辅助工装,其特征在于,所述转轴端部穿过所述传动箱并固定设置有驱动块,且所述驱动块上设置有内六角凹槽。
10.如权利要求8所述的塔筒吊装对接辅助工装,其特征在于,所述齿条远离所述定位钩一端设置有限位块,且所述限位块位于所述传动箱内部。
技术总结
本技术揭示了一种塔筒吊装对接辅助工装,包括两个定位环筒、两个定位钩以及同步收缩器;所述定位环筒位于塔筒外部,所述定位环筒用于对接两个塔筒在水平位置上的拼装位置;所述定位钩外端与所述定位环筒可拆卸连接,所述定位钩内端与所述同步收缩器固定连接;所述同步收缩器位于塔筒内部,所述同步收缩器通过同步收缩所述定位钩带动定位环筒以及塔筒定位合拢。本技术利用定位钩与塔筒的错位实现了定位钩与塔筒快速连接和拆卸,方便进行定位环筒与定位钩之间的快速对接,同时配合同步收缩器能够实现吊装塔筒与安装完成塔筒的快速对接,大大提高了塔筒的安装效率。
技术研发人员:张后禅,郑睿,陈宇
受保护的技术使用者:上海电气研砼(木垒)建筑科技有限公司
技术研发日:20221231
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!