采用板壳技术的压盖冷凝器滑座系统的制作方法
本公开涉及一种包括基于所谓的板壳技术的压盖冷凝器的压盖冷凝器滑座系统。本文所公开的实施方案具体地涉及经改进的热力机器,诸如蒸汽涡轮和/或发动机发电机或机械驱动站,其中,板壳式热交换器被配置成充当压盖冷凝器。
背景技术:
1、压盖冷凝器滑座系统用于使来自蒸汽涡轮密封系统的蒸汽冷凝,尤其是渗漏通过蒸汽涡轮的轴上的密封件的第一区段的蒸汽。具体地,如果涡轮向真空系统排气,则有必要向密封件注入密封蒸汽,以防止涡轮的低压端被吸入大气中。这种来自低压端的密封蒸汽以及来自高压端的正常渗漏将趋向于渗漏出来并且吹向轴承壳体。为了降低发生这种导致润滑油系统中出现积水的渗漏的可能性,使用压盖冷凝器滑座系统在轴密封件的外部区段处抽吸非常轻微的真空(通常为1或2英寸汞柱)。通常,压盖冷凝器壳侧压力为0.96bara。
2、压盖冷凝器滑座系统包括用于使蒸汽冷凝的小型热交换器以及用于提取蒸汽流的不可冷凝部分的排出装置。另外,压盖冷凝器滑座系统还包括消声器、管道、过滤器、阀门、仪器以及结构支撑件。
3、用于使来自蒸汽涡轮密封系统的蒸汽冷凝的热交换器(也称为压盖冷凝器)通常是水冷却式管壳式热交换器,其中,冷却水流过各个管,并且蒸汽在各个管上方流动(通过壳)。在收集冷凝物的壳的底部处安装有出口。
4、api标准612也要求使用管壳式热交换器作为压盖冷凝器,该api标准是与油气(石油、石化和天然气)市场领域中的蒸汽涡轮及其辅助设备相关的标准规范。其有效性和应用在世界范围内得到公认,并且其在油气技术中的适用性可以用作最终用户的直接保险标准。根据api 612规范,冷凝器标准方案应具有标称壁厚不小于1.25毫米(0.050英寸)且直径至少为15.88毫米(0.625英寸)的黄铜管或铜镍管、钢壳,以及在管侧上具有水的固定管板。根据所采用的冷却水的类型,可以选择替代形式的材料。
5、然而,尽管被配置成管壳式热交换器的压盖冷凝器的可靠性高,但是这种方案也存在许多缺点,例如:
6、a)占用面积大、体积大、重量和成本大;
7、b)热交换容量低;
8、c)由于过度设计程度,因此对设备使用造成限制;
9、d)在管束受到损坏的情况下,由于存在顾及焊接到通道的管板的冷凝器布局(tema bem方案)且通道尺寸不足以具有适当的入口,所以无法堵塞管;
10、e)由于存在管束,因此增加了部件的复杂性;因此
11、f)安装和维护成本高。
12、板壳式热交换器不用作压盖冷凝器,因为这种方案无法通过密封蒸汽涡轮机油来保证不发生任何潜在的冷却流体的污染。事实上,板壳式热交换器不提供焊接的管板系统,而是将组件与板式垫圈密封解决方案相结合,这容易发生潜在的渗漏。板壳式热交换器的主要局限性与高温和压力壳有关。
技术实现思路
1、根据本发明,提出将板壳式热交换器用作油气领域中的压盖冷凝器。为实现此目的,板壳式热交换器设置有焊接的板组件以避免出现任何潜在的渗漏和污染。
2、因此,在一个方面中,本文所公开的主题涉及作为压盖冷凝器的板壳式热交换器,所述板壳式热交换器包括不具有垫圈的管板组件(图2至图3)。
3、另外,在另一方面,本文公开的主题涉及热效率较高的新技术方案,其在尺寸、重量和成本上具有明显有益效果,维持类似的安全状况。
技术特征:
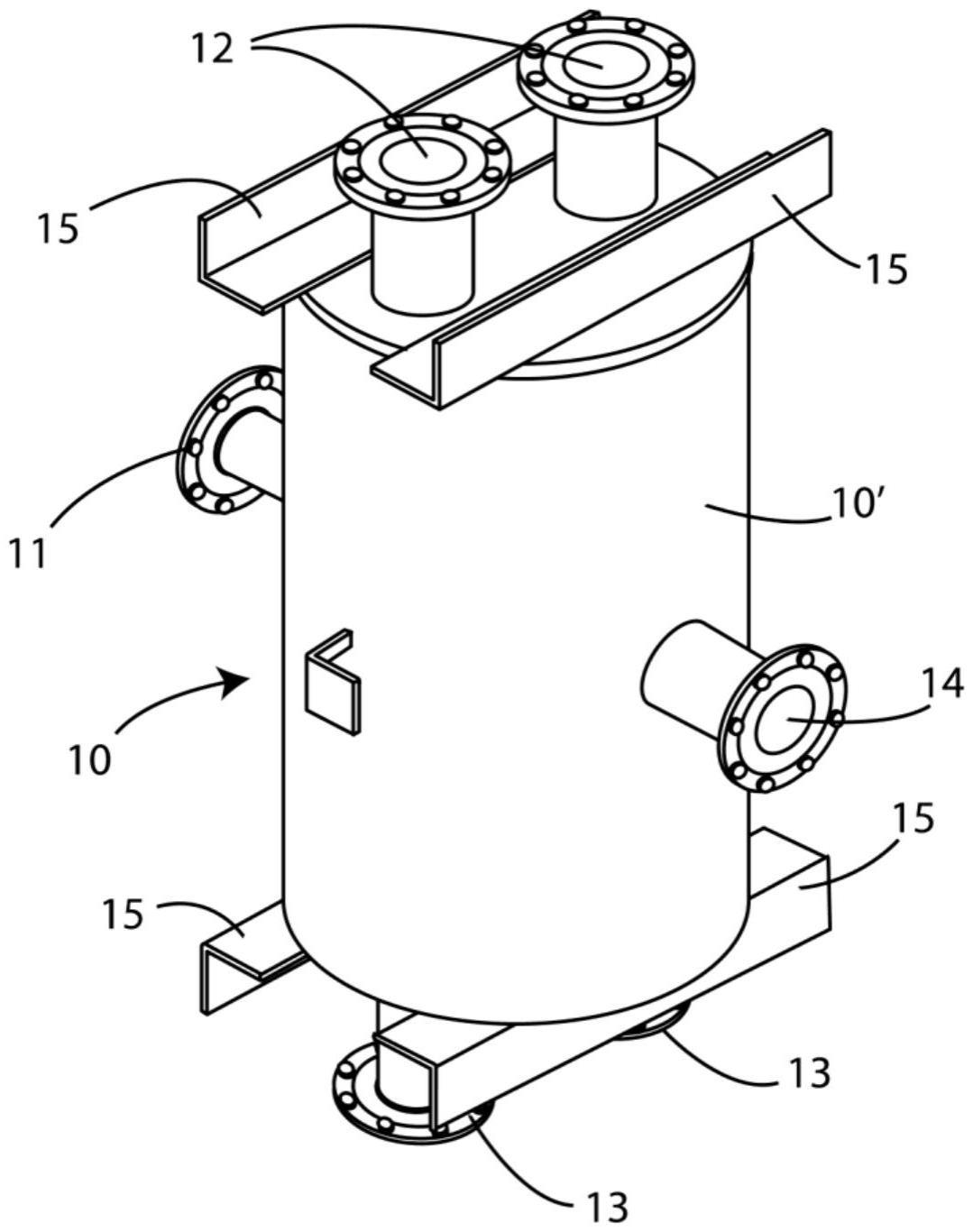
1.一种压盖冷凝器滑座系统,所述压盖冷凝器滑座系统包括作为压盖冷凝器(10)的板壳式热交换器,所述板壳式热交换器由无垫圈的焊接管板形成。
2.根据权利要求1所述的系统,其中,罐(16)连接在所述压盖冷凝器(10)的下游。
3.根据权利要求2所述的系统,其中,所述罐(16)的顶部通过风扇(17)连接到至少一个排出系统。
4.根据权利要求2所述的系统,其中,所述罐(16)的所述顶部通过蒸汽喷射器连接到至少一个排出系统。
5.根据权利要求2所述的系统,其中,所述罐(16)的底部连接到至少一个冷凝物出口(19)。
技术总结
本公开涉及一种用于热力机器(例如,蒸汽涡轮)的压盖冷凝器滑座系统,该压盖冷凝器滑座系统包括作为压盖冷凝器(10)的板壳式热交换器,所述板壳式热交换器由无垫圈的焊接管板形成。
技术研发人员:A·龙基耶里,A·绍伦尼
受保护的技术使用者:诺沃皮尼奥内技术股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!