粘接部件的制作方法
本发明涉及一种粘接部件。
背景技术:
1、以往,在将树脂制的进气歧管紧固固定于汽缸体时,将螺栓插通到金属制的套环(collar)中,所述金属制的套环嵌装在形成于进气歧管的凸缘部的贯穿孔内(例如,参照专利文献1)。
2、然而,如果在贯穿孔内嵌装套环,则在回收利用进气歧管时,会难以将套环分离。因此,需要将进气歧管粗略地破碎后,进行粉碎,但由于树脂中混合有金属,因此,会产生破碎时刀片的磨损或粉碎前除去包含金属片的树脂的作业。另外,在破碎前除去包含金属片的树脂的作业中,需要在金属的周围残留有大量树脂的状态下除去树脂,树脂的回收率下降。
3、另一方面,已知有一种包含热膨胀性材料的可解体粘接剂(例如,参照专利文献2)。
4、[先前技术文献]
5、(专利文献)
6、专利文献1:日本特开2014-196789号公报
7、专利文献2:日本特开2006-225544号公报
技术实现思路
1、[发明所要解决的问题]
2、此处,在将套环装配在形成于进气歧管的凸缘部的贯穿孔内时,可以考虑使用可解体粘接剂来粘接套环。然而,如果在回收利用进气歧管时使热膨胀性材料膨胀,会从套环的外周面施加压缩应力,因此,可能不易将套环分离。
3、本发明的目的在于,提供一种粘接部件,所述粘接部件在回收利用时容易将金属部件分离。
4、[解决问题的技术手段]
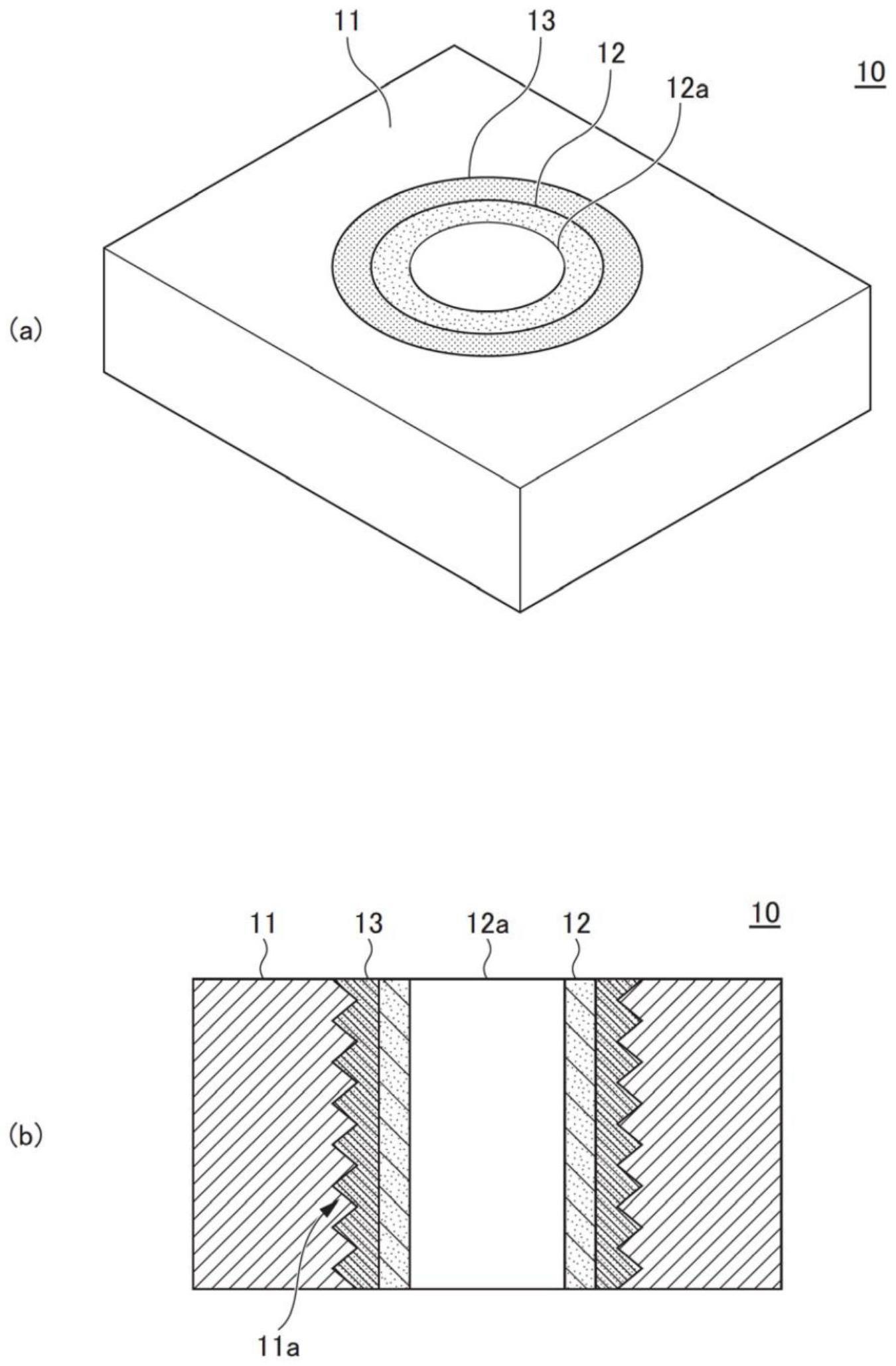
5、本发明的一态样是一种粘接部件,第一部件和第二部件的至少一部分经由可解体粘接层而粘接,前述第一部件包含树脂,且在与前述可解体粘接层相接的面上形成有切口,前述第二部件包含与前述树脂不同的材料,前述可解体粘接层包含热膨胀性材料。
6、可选地,前述第一部件配置于前述第二部件的周围。
7、可选地,前述第一部件形成有贯穿孔或非贯穿孔,并且在前述贯穿孔或非贯穿孔的内周面上形成有前述切口,前述第二部件包含金属。
8、可选地,前述第二部件在与前述可解体粘接层相接的面上形成有凹凸。
9、可选地,形成于前述第一部件的切口不与形成于前述第二部件的凹凸接触。
10、可选地,其中一侧的前述第一部件和前述第二部件经由前述可解体粘接层而粘接,另一侧的前述第一部件和前述第二部件经由不可解体粘接层而粘接。
11、可选地,前述热膨胀性材料是热膨胀性微胶囊或膨胀石墨。
12、可选地,前述热膨胀性材料以比该粘接部件的常规使用温度更高的温度热膨胀。
13、可选地,上述粘接部件是借由嵌件成型制造,前述热膨胀性材料以比前述嵌件成形中的成形温度更高的温度热膨胀。
14、(发明的效果)
15、根据本发明,可以提供一种粘接部件,所述粘接部件即使在回收利用时使热膨胀性材料膨胀,也容易将金属部件分离。
技术特征:
1.一种粘接部件,第一部件和第二部件的至少一部分经由可解体粘接层而粘接,
2.根据权利要求1所述的粘接部件,其中,前述第一部件配置于前述第二部件的周围。
3.根据权利要求1所述的粘接部件,其中,前述第一部件形成有贯穿孔或非贯穿孔,并且在前述贯穿孔或非贯穿孔的内周面上形成有前述切口,
4.根据权利要求1所述的粘接部件,其中,前述第二部件在与前述可解体粘接层相接的面上形成有凹凸。
5.根据权利要求4所述的粘接部件,其中,形成于前述第一部件的切口不与形成于前述第二部件的凹凸接触。
6.根据权利要求4所述的粘接部件,其中,其中一侧的前述第一部件和前述第二部件经由前述可解体粘接层而粘接,
7.根据权利要求1所述的粘接部件,其中,前述热膨胀性材料是热膨胀性微胶囊或膨胀石墨。
8.根据权利要求1所述的粘接部件,其中,前述热膨胀性材料以比该粘接部件的常规使用温度更高的温度热膨胀。
9.根据权利要求1所述的粘接部件,其借由嵌件成型制造,
技术总结
本发明提供一种粘接部件,第一部件和第二部件的至少一部分经由可解体粘接层而粘接,前述第一部件包含树脂,且在与前述可解体粘接层相接的面上形成有切口,前述第二部件包含与前述树脂不同的材料,前述可解体粘接层包含热膨胀性材料。
技术研发人员:平冈尚子,马场刚志,小林正俊,平胁聪志
受保护的技术使用者:本田技研工业株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!