一种螺旋式金属流线结构气门及其成型方法与流程
本发明涉及发动机气门,尤其涉及一种螺旋式金属流线结构气门及其成型方法。
背景技术:
1、四冲程发动机经历一百多年发展已成为一种极为广泛的动力机械,气门作为发动机工作过程中密封进排气口的关键基础零件,用于封锁气流通道,控制发动机的气体交换。随着技术进步,因气门承受高温、高压、冲击载荷、腐蚀等工况条件,同时满足气门高可靠性、长寿命、经济性良好等因素,气门采用金属材料制成。气门材料由最初的普通合金钢,到现在的耐热钢、高温合金、钛合金等材料。气门毛坯在成型过程中,气门产品内部组织在锻压或挤压过程中形成金属流线,该金属流线方向与气门外形一致,金属流线评价标准执行相关国标规定。
2、随着发动机强化程度的不断提高,气门的使用工况愈加复杂,工作条件恶劣,气门工作受力较为复杂,气门杆部与颈部过渡的区域经常发生断裂等恶性事故。现有金属流线结构气门拥有较好的抗拉强度及屈服强度,但其抗弯性能、抗疲劳性能仍需要通过其它外部方法的提高。行业上通常采取调整热处理参数、增加表面强化处理、加大外形结构尺寸等方法提高气门抗弯性能、抗疲劳性能。但上述方式均没有从气门本身的结构上做出根本性的改变,其改善效果不明显。
3、鉴于此,有必要提出一种螺旋式金属流线结构气门及其成型方法以解决上述缺陷。
技术实现思路
1、本发明的主要目的在于提供一种螺旋式金属流线结构气门及其成型方法,旨在解决现有气门抗弯性能以及抗疲劳性能差的问题。
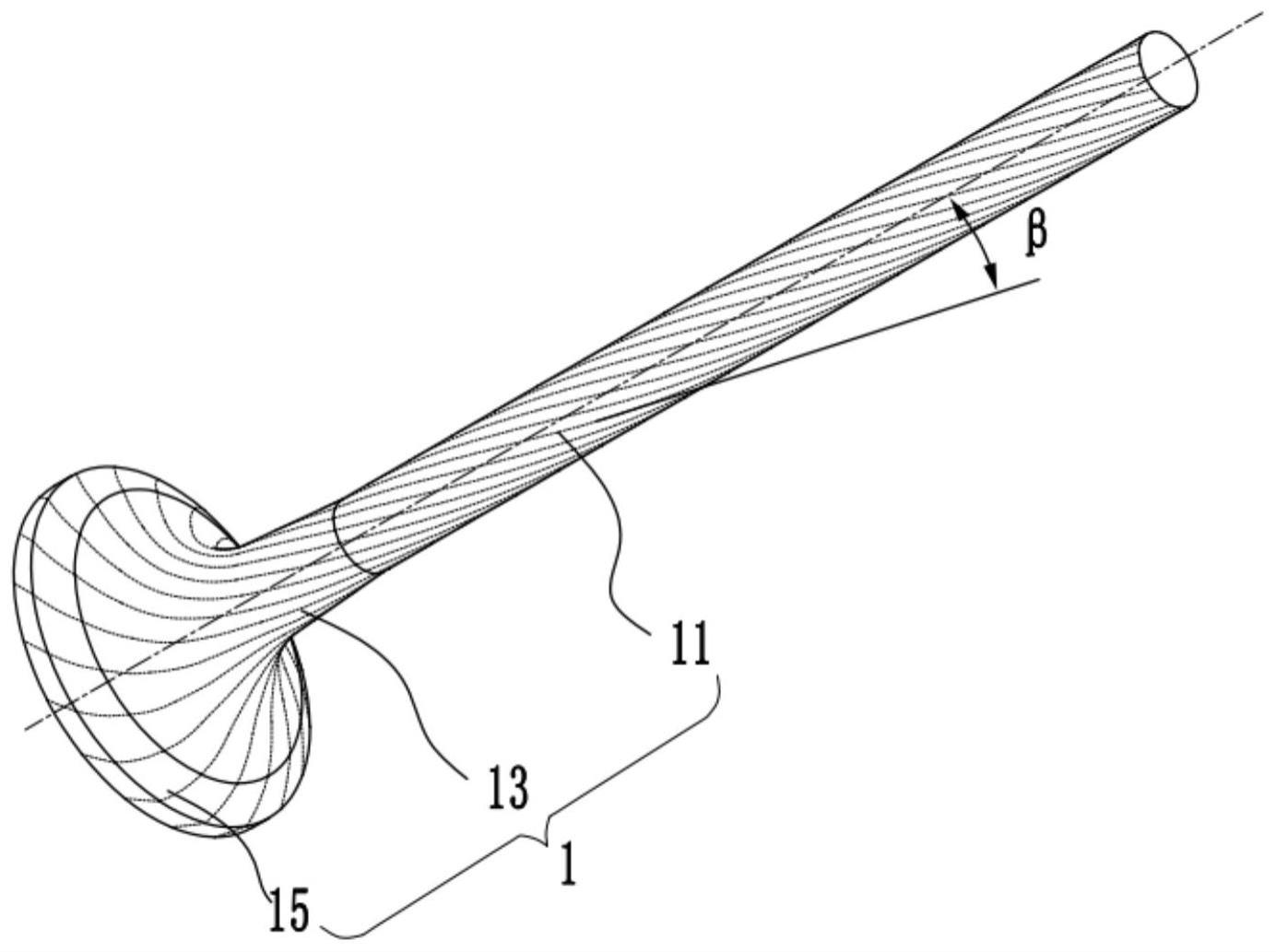
2、为实现上述目的,本发明提供了一种螺旋式金属流线结构气门,包括气门本体,所述气门本体通过一体成型,所述气门本体从内至外被旋扭成围绕所述气门本体的轴线设置的三维空间螺旋形金属流线,在同一截面下的所述三维空间螺旋形金属流线形成了以所述气门本体的中心为圆心向其外周呈螺旋状扩散的若干条间隔设置的弧线。
3、优选地,所述三维空间螺旋形金属流线与所述气门本体的轴线之间形成螺旋角,所述螺旋角的角度为5°~15°。
4、优选地,所述螺旋角的角度为10°。
5、优选地,所述三维空间螺旋形金属流线的螺旋方向与发动机气流方向一致。
6、优选地,所述气门本体包括杆部、颈部和盘锥,所述杆部和所述盘锥通过所述颈部连接成一体。
7、优选地,所述气门本体采用金属制成。
8、优选地,所述气门本体为实心。
9、本发明还提供一种螺旋式金属流线结构气门成型方法,包括上述的螺旋式金属流线结构气门,还包括如下成型步骤:
10、材料成型并旋扭,长条形材料成型后旋扭形成三维空间螺旋形的金属曲线;
11、棒料下料,将拥有三维空间螺旋形金属曲线的原材料切割成所需长度以形成棒料;
12、电镦,棒料电镦成型,形成气门本体坯体。
13、锻压,气门本体坯体锻压成型。
14、优选地,在材料成型并旋扭步骤中,长条形材料在热轧工序中将材料的料坯以其轴线为中心旋扭预设角度。
15、与现有技术相比,本发明所提供的一种螺旋式金属流线结构气门及其成型方法具有如下的有益效果:
16、本发明所提供的螺旋式金属流线结构气门及其成型方法过将气门本体旋扭形成内部组织金属流线为三维空间螺旋形曲线,使得该曲线围绕气门本体的轴线设置,保证了气门整体的材料本身(内部组织)结构的一致性,从而使得气门的结构强度更高,有效的提高了气门的抗塑性变形能力、抗弯能力和抗疲劳能力。
技术特征:
1.一种螺旋式金属流线结构气门,其特征在于,包括气门本体,所述气门本体通过一体成型,所述气门本体从内至外被旋扭成围绕所述气门本体的轴线设置的三维空间螺旋形金属流线,在同一截面下的所述三维空间螺旋形金属流线形成了以所述气门本体的中心为圆心向其外周呈螺旋状扩散的若干条间隔设置的弧线。
2.根据权利要求1所述的螺旋式金属流线结构气门,其特征在于,所述三维空间螺旋形金属流线与所述气门本体的轴线之间形成螺旋角,所述螺旋角的角度为5°~15°。
3.根据权利要求2所述的螺旋式金属流线结构气门,其特征在于,所述螺旋角的角度为10°。
4.根据权利要求1所述的螺旋式金属流线结构气门,其特征在于,所述三维空间螺旋形金属流线的螺旋方向与发动机气流方向一致。
5.根据权利要求1所述的螺旋式金属流线结构气门,其特征在于,所述气门本体包括杆部、颈部和盘锥,所述杆部和所述盘锥通过所述颈部连接成一体。
6.根据权利要求1所述的螺旋式金属流线结构气门,其特征在于,所述气门本体采用金属制成。
7.根据权利要求1所述的螺旋式金属流线结构气门,其特征在于,所述气门本体为实心。
8.一种螺旋式金属流线结构气门成型方法,包括如权利要求1-7中任意一项所述的螺旋式金属流线结构气门,其特征在于,还包括如下成型步骤:
9.根据权利要求8所述的螺旋式金属流线结构气门成型方法,其特征在于,在材料成型并旋扭步骤中,长条形材料在热轧工序中将材料的料坯以其轴线为中心旋扭预设角度。
技术总结
本发明公开了一种螺旋式金属流线结构气门及其成型方法,该螺旋式金属流线结构气门包括气门本体,所述气门本体通过一体成型,所述气门本体从内至外被旋扭成围绕所述气门本体的轴线设置的三维空间螺旋形金属流线,在同一截面下的所述三维空间螺旋形金属流线形成了以所述气门本体的中心为圆心向其外周呈螺旋状扩散的若干条间隔设置的弧线。本发明公开的螺旋式金属流线结构气门及其成型方法通过将气门本体旋扭形成内部组织金属流线为三维空间螺旋形曲线,使得该曲线围绕气门本体的轴线设置,保证了气门整体的材料本身结构的一致性,从而使得气门的结构强度更高,有效的提高了气门的抗塑性变形能力、抗弯能力和抗疲劳能力。
技术研发人员:江文广,夏彩霞,刘兴,刘俊,李旺,徐兴,王攀,祝鹏程,张如
受保护的技术使用者:湖南天雁机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!