一种上下喉口重熔活塞及工艺的制作方法
本发明属于发动机,具体涉及一种上下喉口重熔活塞及工艺。
背景技术:
1、为适应排放和油耗越来越严的要求,柴油发动机爆压和排温也随之升高,活塞承受的机械和热负荷越来越大,铝合金活塞已无法满足要求,需要对活塞高应力区域增加重熔以提升活塞喉口疲劳强度。
2、活塞喉口重熔处理时冷却速度达到铸造过程的千倍以上,铝合金显微组织转变为非常细小的块状初晶硅、点状共晶硅和细小合金相,均匀分散于al的基体中,重熔区显微硬度明显提高,冷凝过程中产生的应力作用使al基体产生形变,位错密度增加,形成胞状网络结构,重熔工艺大幅度提高了铝合金材料的抗疲劳性能。
3、目前现有技术主要针对活塞下喉口增加了重熔工艺,由于活塞上喉口区域存在气阀坑,同时每个气阀坑深度不同,无法保证上喉口一周相同的重熔厚度,铝活塞上喉口重熔依然无法解决。
技术实现思路
1、本发明的目的就是为了解决上述背景技术存在的不足,提供一种上下喉口重熔活塞及工艺。
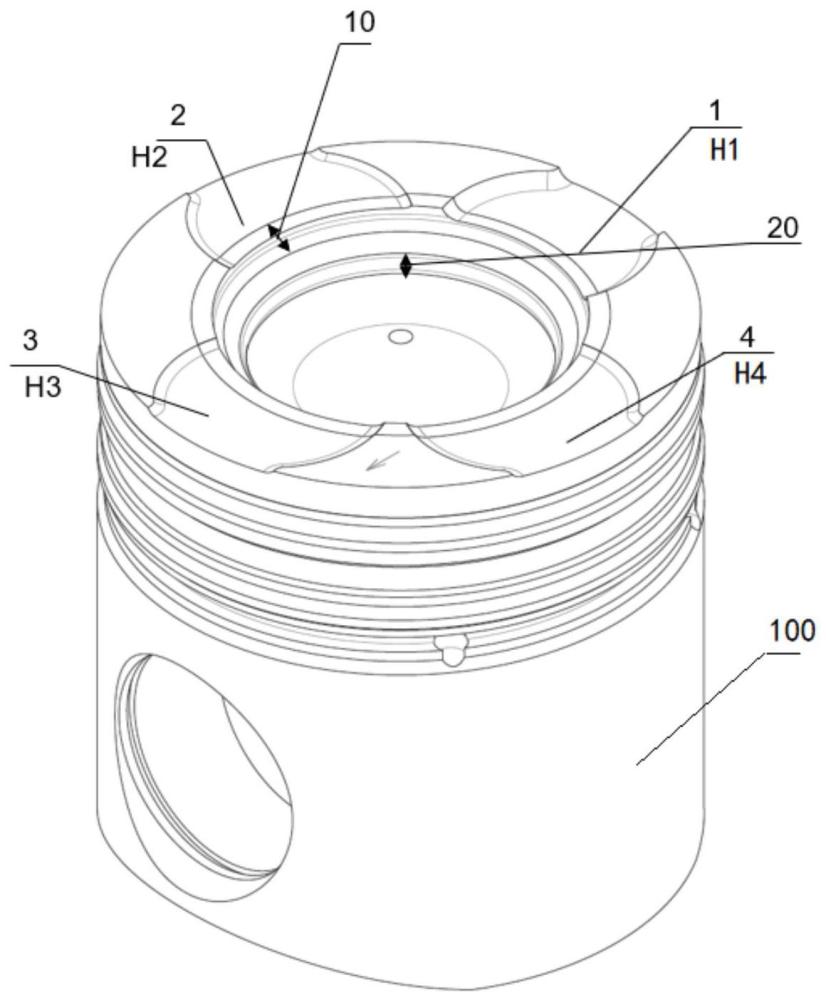
2、本发明采用的技术方案是:一种上下喉口重熔活塞,包括活塞,所述活塞内圈上部燃烧室区域的上下喉口设有间隔的上喉口重熔区域和下喉口重熔区域,所述活塞顶部设有多个气阀坑,所述多个气阀坑包括多个排气坑和多个进气坑,所述多个排气坑和多个进气坑沿活塞圆心均匀布置,所述上喉口重熔区域位于多个排气坑和多个进气坑的内圈处,所述下喉口重熔区域位于上喉口重熔区域下方。
3、所述多个排气坑和多个进气坑包括第一排气阀坑、第二排气阀坑和第一进气阀坑、第二进气阀坑,所述第一排气阀坑、第二排气阀坑、第一进气阀坑、第二进气阀坑沿活塞圆心均匀布置。
4、所述上喉口重熔区域一周有相的重熔层厚度w1。
5、所述气阀坑深度h=h气阀下沉量+h缸垫厚度-h活塞突出量-(h0+h活塞行程-h气阀行程);
6、其中:h气阀下沉量—气阀底部到缸盖燃烧室距离;
7、h缸垫厚度—缸垫安装后的厚度;
8、h活塞突出量—活塞在上止点时,活塞顶面突出缸体顶面的高度;
9、h0—气阀关闭时气阀顶面距离活塞上止点的距离;
10、h活塞行程—活塞随着曲轴转动产生的位移;
11、h气阀行程—气阀随着曲轴转动产生的位移;
12、气阀坑轮廓r=r气阀盘部半径+3mm。
13、气阀坑深度:主要作用是保证活塞在运行的过程中与气阀有足够的间隙,防止气阀和活塞接触碰撞失效。
14、气阀坑轮廓:保证活塞上气阀坑竖直方向与气阀有足够间隙。
15、所述上喉口重熔区域重熔层厚度w1≥2.5mm;所述下喉口重熔区域重熔层厚度w2≥1.5mm。
16、还包括活塞镶圈,所述活塞镶圈设于所述活塞外壁上部,提升活塞耐磨损能力。
17、所述活塞镶圈高度h5>0.54*d缸孔直径*pcp发动机爆压/14.5;所述活塞镶圈厚度h6>0.11*d缸孔直径*pcp发动机爆压/14.5+0.75。
18、还包括活塞冷却油道,所述活塞冷却油道设置于活塞内壁下喉口重熔区域下方,对工作的活塞进行冷却。
19、所述活塞冷却油道体积v=2*((r5+r6)*h7+0.5*π
20、*(r52+r62))*π*h8。
21、一种上下喉口重熔活塞的工艺,包括以下步骤:
22、利用氩弧焊枪对所述上喉口重熔区域和下喉口重熔区域加工成型,针对不同深度气阀坑的上喉口重熔区域,氩弧焊枪通过轴向移动来匹配对应的气阀坑深度,保证上喉口重熔区域一周有相同的重熔层厚度w1,氩弧焊枪轴向位移s的取值通过curve得到,curve为一条以活塞转动角度θ为输入的曲线,在不同的活塞转动角度θ下标定不同的氩弧焊枪轴向位移s,当氩弧焊枪轴向移动时,根据当时的活塞转动角度θ来获取氩弧焊枪轴向位移s,上述过程中,活塞旋转速度v取0.02m/s~0.04m/s,氩弧焊枪起始位置即氩弧焊枪与活塞前端和活塞后端组成的直线的夹角为37°~40°。
23、本发明的活塞在活塞上下喉口都进行了重熔,同时保证了活塞上下喉口的强度,提升了铝活塞使用限值,可满足更大爆压和功率的发动机。针对不同深度气阀坑的上喉口重熔区域,氩弧焊枪轴向移动来匹配对应的气阀坑深度,保证上喉口重熔区域一周有相同的重熔层厚度。
技术特征:
1.一种上下喉口重熔活塞,包括活塞(100),其特征在于:所述活塞(100)内圈上部燃烧室区域的上下喉口设有间隔的上喉口重熔区域(10)和下喉口重熔区域(20),所述活塞(100)顶部设有多个气阀坑,所述多个气阀坑包括多个排气坑和多个进气坑,所述多个排气坑和多个进气坑沿活塞(100)圆心均匀布置,所述上喉口重熔区域(10)位于多个排气坑和多个进气坑的内圈处,所述下喉口重熔区域(20)位于上喉口重熔区域(10)下方。
2.根据权利要求1所述的一种上下喉口重熔活塞,其特征在于:所述多个排气坑和多个进气坑包括第一排气阀坑(1)、第二排气阀坑(2)和第一进气阀坑(3)、第二进气阀坑(4),所述第一排气阀坑(1)、第二排气阀坑(2)、第一进气阀坑(3)、第二进气阀坑(4)沿活塞(100)圆心均匀布置。
3.根据权利要求1所述的一种上下喉口重熔活塞,其特征在于:所述上喉口重熔区域(10)一周有相的重熔层厚度w1。
4.根据权利要求1所述的一种上下喉口重熔活塞,其特征在于:所述气阀坑深度h=h气阀下沉量+h缸垫厚度-h活塞突出量-(h0+h活塞行程-h气阀行程);
5.根据权利要求2所述的一种上下喉口重熔活塞,其特征在于:所述上喉口重熔区域(10)重熔层厚度w1≥2.5mm;所述下喉口重熔区域(20)重熔层厚度w2≥
6.根据权利要求1所述的一种上下喉口重熔活塞,其特征在于:还包括活塞镶圈(30),所述活塞镶圈(30)设于所述活塞(100)外壁上部。
7.根据权利要求6所述的一种上下喉口重熔活塞,其特征在于:所述活塞镶圈(30)高度h5>0.54*d缸孔直径*pcp发动机爆压/14.5;所述活塞镶圈(30)厚度h6>0.11*d缸孔直径*pcp发动机爆压/14.5+0.75。
8.根据权利要求1所述的一种上下喉口重熔活塞,其特征在于:还包括活塞冷却油道(40),所述活塞冷却油道(40)设置于活塞(100)内壁下喉口重熔区域(20)下方。
9.根据权利要求8所述的一种上下喉口重熔活塞,其特征在于:所述活塞冷却油道(40)体积v=2*((r5+r6)*h7+0.5*π*(r52+r62))*π*h8。
10.根据权利要求1所述的一种上下喉口重熔活塞的工艺,其特征在于:包括以下步骤:
技术总结
本发明公开了一种上下喉口重熔活塞及工艺。它包括活塞,所述活塞内圈上部燃烧室区域的上下喉口设有间隔的上喉口重熔区域和下喉口重熔区域,所述活塞顶部设有多个气阀坑,所述多个气阀坑包括多个排气坑和多个进气坑,所述多个排气坑和多个进气坑沿活塞圆心均匀布置,所述上喉口重熔区域位于多个排气坑和多个进气坑的内圈处,所述下喉口重熔区域位于上喉口重熔区域下方;所述上喉口重熔区域一周有相的重熔层厚度。本发明针对不同深度气阀坑的上喉口重熔区域,氩弧焊枪轴向移动来匹配对应的气阀坑深度,保证上喉口重熔区域一周有相同的重熔层厚度。
技术研发人员:吴明勇,沈民主,刘道坤,张磊,谢平
受保护的技术使用者:东风康明斯发动机有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!