一种适用于浇铸推进剂自动清油工艺的制作方法
本发明涉及一种适用于浇铸推进剂自动清油工艺,属于固体推进剂领域。
背景技术:
1、浇铸改性双基推进剂作为战术导弹的主要动力源,具有能量水平较高、燃气清洁的显著优点,能够有效降低对激光制导信号的干扰,保障导弹和发射平台的隐身性能,提升武器的精确打击能力、高效突防能力以及平台的战场生存能力,在武器装备平台的动力系统中具有不可替代的作用。在该推进剂制造工艺过程中,中多个环节均涉及硝化甘油,物料机械感度高,在生产过程易发生燃爆事故。浇铸推进剂制造工艺是间断式的人工作业模式,现用的模具结构与目前的人工作业相适应。模具内的游离ng目前采用人工清理,主要是将50℃固化后的带药模具转运至清油周转间后,操作人员使用脱脂棉将模具上端硝化甘油混合液吸附清除,然后人工取出花板。存在现场危险品存量大、工艺间断、人机面对、安全风险高等问题。亟需开展自动清油工艺研究以适应清油过程自动化、连续化、无人化技术升级改造的需要,保障操作人员的生命健康,提升清油过程的本质安全度。
技术实现思路
1、本发明的目的是为了提供了一种适用于浇铸推进剂自动清油工艺。
2、本发明的目的是通过以下技术方案实现的:
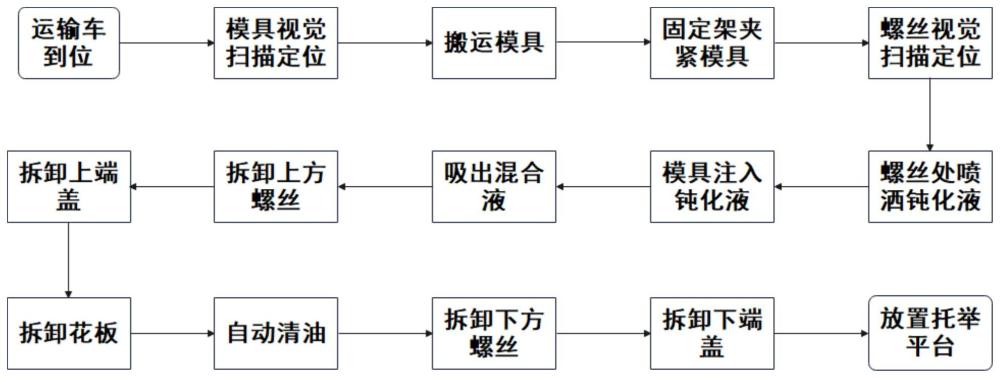
3、本发明的一种适用于浇铸推进剂自动清油工艺,该工艺的具体步骤如下:
4、1)模具挂架移动机构先移动至抗爆窗外的对接工位,卸模清油系统接受到模具挂架到位信号,此时启动卸模清油系统,模具挂架移动机构自动固定锁紧模具挂架,抗爆窗口自动打开并向控制系统发出到位信号。
5、2)模具挂架移动机构通过地轨将模具挂架转运至清油工位,移动机构到位后,进行机械锁紧,并和移动机构联锁。模具挂架到位后,抗爆窗口自动关闭。
6、3)使用3d检测系统检测模具的位置,并将位置数据上传给控制系统,之后换上钝化液注射器,将钝化液喷洒在每发模具上方连接螺丝处。
7、4)将注液软管套入模具的螺母管,通过蠕动泵将钝化液从钝化液桶里注入模具内,注入钝化液后,将注液软管拔出,等待3min钝化时间。将吸液软管套入模具的螺母管,通过蠕动泵将混合液从模具里吸出到废液桶内,混合液吸出后,将吸液软管拔出。
8、5)通过螺丝刀,依次松开模具上方的三个连接螺丝,之后更换拆卸上端盖专业夹具,将上端盖连同三个连接螺丝取出并放置在指定位置。
9、6)通过夹具将花板取出并放置在指定位置。取花板时,携带接油盒移动至花板下方接油,后续伴随着花板同步移动,防止混合液滴落在其他地方,直至将花板放入指定位置。
10、7)换上清油夹具,将脱脂棉伸入模具内,沿预定轨迹移动清油。之后将吸附有混合液的脱脂棉向上移动,携带接油盒移动至脱脂棉下方接油,后续伴随着脱脂棉同步移动,防止混合液滴落在其他地方,直至将脱脂棉放入指定位置。
11、所述钝化液为乙酸乙酯,所述钝化液与模具内硝化甘油质量比不低于2:3。
12、有益效果
13、1、采用乙酸乙酯钝化介质有效降低了硝化甘油混合液的感度,降低了清油过程的危险程度。
14、2、加入乙酸乙酯钝化介质对装药性能无不良影响;
15、3、利用本发明实现了硝化甘油清理过程的自动化无人化;
16、4、本工艺可复制,有利于生产线产能提升。
技术特征:
1.一种适用于浇铸推进剂自动清油工艺,其特征是该工艺的具体步骤如下:
技术总结
本发明公开了一种适用于浇铸推进剂自动清油工艺,该工艺首先将模具挂架移动机构通过地轨将模具挂架转运至清油工位,将钝化液喷洒在每发模具上方连接螺丝处;再通过蠕动泵将钝化液从钝化液桶里注入模具内,注入钝化液后,钝化不低于3min;然后通过蠕动泵将混合液从模具里吸出;之后通过夹具将花板取出,换上清油夹具,最后通过脱脂棉对模具移动清油。所述钝化液为乙酸乙酯,所述钝化液与模具内硝化甘油质量比不低于2:3。本发明的自动清油工艺,采用乙酸乙酯钝化介质有效降低了硝化甘油混合液的感度,降低了清油过程的危险程度。
技术研发人员:李笑江,吴瑞强,刘鹏,吴雄岗,刘爱传,侯宁,任治,张郗,张巨斌,唐伟,赵海龙,涂志琼,靳晶,林雨
受保护的技术使用者:山西北方兴安化学工业有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!