排气段承力机匣的制作方法
本技术涉及环形结构,其包括外环、内环连接在外环和内环之间的支板,尤其包括发动机的排气段承力机匣。
背景技术:
1、涡轮风扇发动机或者其他类型的发动机的排气段承力机匣,属于发动机承力框架一部分,一方面将燃气从低压涡轮引导到尾喷排到发动机外,另一方面固定发动机支点轴承,将转子载荷传递到发动机安装节。排气段承力机匣一般包括外环、内环、多个支板、锥壁等结构。高温燃气在外环和内环形成的流道中进入尾喷段,内环和外环通过多个支板连接起来。内环连接后支点轴承座,将从轴承座来的载荷传递到支板、外环及发动机整个承力系统。内外环之间的支板一般为空心薄壁带叶型的结构,内部通有油管和通气管,支板除了承力也起到为油管和气管隔绝高温的作用。
2、排气段承力机匣通常尺寸较大,为了提高发动机效率、降低重量,承力机匣通常为薄壁结构,最薄处一般2mm左右。大尺寸、薄壁的承力机匣制造方法一般有整体铸造成型、分体铸造加焊接等两种途径。整体铸造成型方法制造大尺寸机匣,对铸造设备尺寸大小和最大浇铸重量有较高要求,尺寸越大、单个毛坯的合格率越低。
3、分体式铸造加焊接成整体是一种可行且成本低的制造途径,但机匣质量和可靠性容易受到焊缝工艺质量不稳定、焊接变形大的影响。以14个支板的排气段承力机匣为例,以每个支板作为一段分体结构时,每个支板都需要焊接,可能需要至少28条焊缝。然而,过多的焊缝带来较高的风险。
技术实现思路
1、本实用新型的目的在于提供一种排气段承力机匣,其构造有利于分段式机匣毛坯焊接成型。
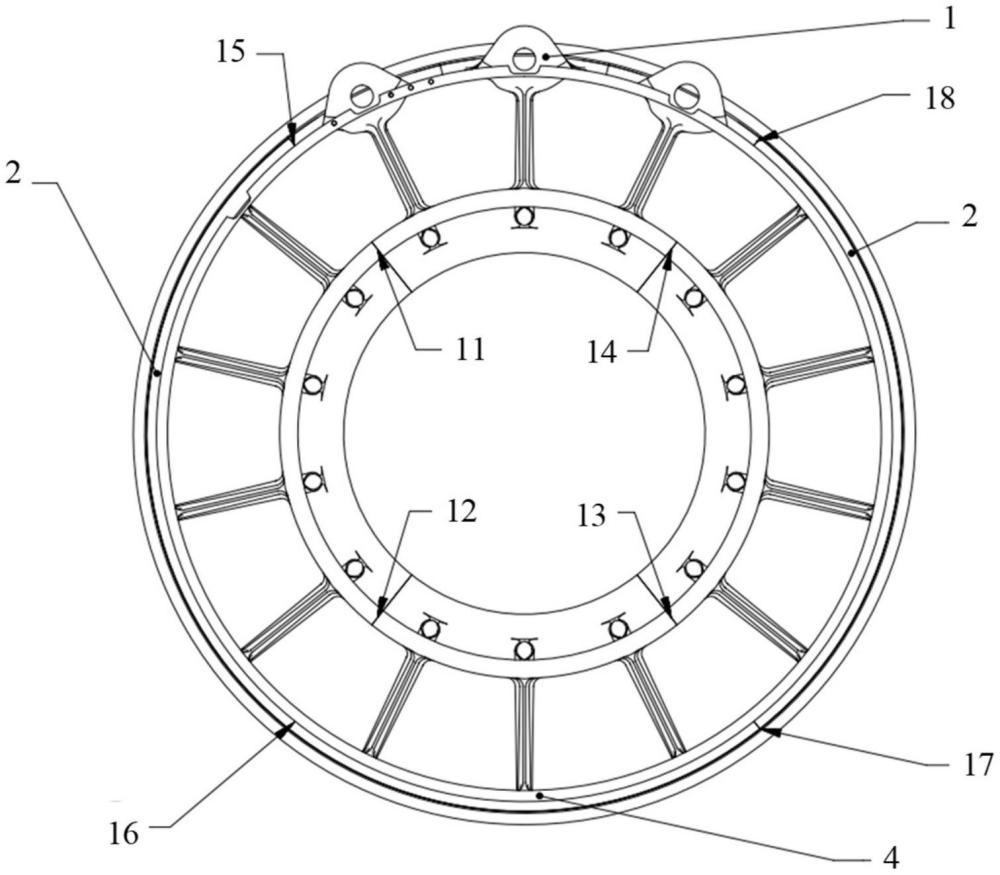
2、根据本实用新型的排气段承力机匣,其包括沿周向分开的多个扇形段,每个扇形段包括外环段、内环段和连接所述外环段和所述内环段的支板,至少一个扇形段包括至少两个支板,相邻扇形段之间由焊缝连接,所述焊缝为真空电子束焊接形成的焊缝。
3、在一实施例中,每一个所述扇形段的外环段、内环段、支板都存在另一个所述扇形段的外环段、内环段、支板关于所述排气段承力机匣的直径成轴对称。
4、在一实施例中,所述扇形段为铸造件。
5、在一实施例中,所述排气段承力机匣分成四个扇形段,其中两个扇形段包括三个支板,另外两个扇形段包括四个支板。
6、在一实施例中,所述排气段承力机匣分成四个扇形段,其中一个扇形段包括三个支板,另外三个扇形段包括四个支板。
7、在一实施例中,所述焊缝位于相邻扇形段的外环段或内环段的周向的中间位置。
8、在一实施例中,所述排气段承力机匣还包括为圆环形的前安装边、后安装边,所述前安装边和所述后安装边配置成可作为工装箍紧焊接前的所述多个扇形段。
9、在一实施例中,所述前安装边和所述后安装边为锻造件。
10、在一实施例中,所述排气段承力机匣还包括起吊用装置,所述起吊用装置设置在同一个所述扇形段的所述外环段上。
11、至少一个扇形段包括至少两个支板,相邻扇形段之间由焊缝连接,所述焊缝为真空电子束焊接形成的焊缝,相对于传统的分段毛坯加焊接方法,减小了焊缝数量,提高了制造工艺质量和可靠性。
技术特征:
1.排气段承力机匣,其特征在于,包括沿周向分开的多个扇形段,每个扇形段包括外环段、内环段和连接所述外环段和所述内环段的支板,至少一个扇形段包括至少两个支板,相邻扇形段之间由焊缝连接,所述焊缝为真空电子束焊接形成的焊缝。
2.如权利要求1所述的排气段承力机匣,其特征在于,每一个所述扇形段的外环段、内环段、支板都存在另一个所述扇形段的外环段、内环段、支板关于所述排气段承力机匣的直径成轴对称。
3.如权利要求1或2所述的排气段承力机匣,其特征在于,所述扇形段为铸造件。
4.如权利要求1或2所述的排气段承力机匣,其特征在于,所述排气段承力机匣分成四个扇形段,其中两个扇形段包括三个支板,另外两个扇形段包括四个支板。
5.如权利要求1或2所述的排气段承力机匣,其特征在于,所述排气段承力机匣分成四个扇形段,其中一个扇形段包括三个支板,另外三个扇形段包括四个支板。
6.如权利要求1或2所述的排气段承力机匣,其特征在于,所述焊缝位于相邻扇形段的外环段或内环段的周向的中间位置。
7.如权利要求1或2所述的排气段承力机匣,其特征在于,所述排气段承力机匣还包括为圆环形的前安装边、后安装边,所述前安装边和所述后安装边配置成可作为工装箍紧焊接前的所述多个扇形段。
8.如权利要求7所述的排气段承力机匣,其特征在于,所述前安装边和所述后安装边为锻造件。
9.如权利要求1或2所述的排气段承力机匣,其特征在于,所述排气段承力机匣还包括起吊用装置,所述起吊用装置设置在同一个所述扇形段的所述外环段上。
技术总结
本技术的目的在于提供一种排气段承力机匣,其构造有利于分段式机匣毛坯焊接成型。根据本技术的排气段承力机匣,其包括沿周向分开的多个扇形段,每个扇形段包括外环段、内环段和连接所述外环段和所述内环段的支板,至少一个扇形段包括至少两个支板,相邻扇形段之间由焊缝连接,所述焊缝为真空电子束焊接形成的焊缝。
技术研发人员:杨伟俊,邱彦杰,汪静胜
受保护的技术使用者:中国航发商用航空发动机有限责任公司
技术研发日:20230830
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!