轮胎竖侧支撑件、及其成型组合物和紧固件的修复方法与流程
1.本发明涉及一种用于机动车辆轮胎的竖侧的支撑件紧固件的电化学在线修复方法,用于机动车辆轮胎的竖侧的支撑件、以及聚氨酯支撑片的成型组合物。
背景技术:
2.首先,工程机械重型车辆、越野车等面对复杂的路况容易遭受外力破坏,如岩石、建渣、树枝、废金属制件或路面其它物体的高速撞击,致使轮胎竖侧出现割裂伤。相较民用车辆,处于工作状态的工程机械车辆的装载质量(负荷量)较大,大负荷量会使轮胎胎体受到的外力冲击影响放大。其次,上述车辆轮胎在行驶过程中受到交变应力的反复作用,使轮胎内部温度升高,加速了轮胎胶料和帘线的疲劳,使之老化,造成布层间、布间与橡胶胎面间产生热剥离现象。热量散发不及时会使轮胎温度升高,轮胎气压也随之升高,过高的温度会使轮胎脱层甚至爆破。在炎热的季节行驶时,轮胎发热和气压升高的现象更为突出。胎压与胎温地不断升降也会加速轮胎的老化,轮胎竖侧极易造成裂纹等。最后,停放在路边的机动车也容易遭受化学损害,例如在居住区附近经常有小动物如猫、狗等在附近活动,而这些小动物又经常会对着机动车的轮胎和轮毂小便,这类常见的酸性腐蚀液体使得轮胎被腐蚀,影响汽车轮胎使用寿命。
3.目前开始着力于轮胎竖侧的保护措施,但存在诸多技术问题:1、采用环形一体的保护罩固定于轮毂上,当汽车行驶时间较长时,摩擦产生的大量热量会使一体化的保护罩受热变形。2、保护体连接部通过螺丝与轮轴等连接,历经长里程的颠簸行驶过程,螺丝或螺栓由于振动、以及配合面的摩擦力等因素的影响,会产生连接的疲劳行为从而带来脱栓的风险。3、虽然具有弧形或扇形结构的双层挡圈能够克服热膨胀的问题,并降低更换成本,但是这种未连接在一起的扇形件挡圈,在与岩石、建渣等坚硬物体高速碰撞接触时可能引发剧烈变形,由变形导致的未遮蔽的轮胎竖侧和面向轮胎的竖侧均不能充分得到保护。此类挡圈结构复杂零部件众多,虽降低更换成本但防护件的整体成本提升,且更加考验连接固件的紧密或安全程度。
4.此外,轮胎竖侧紧固件为合金材料,长时间载荷和摩擦使用势必造成研伤、磨损等损伤,容易导致端面跳动和径向跳动,从而影响紧固件的牢固度和安全性。同时,由于轮胎竖侧支撑件的紧固结构的加工和更换较为复杂,相关成本较高、离线修复耗时较长,影响机动车正常作用。因此需要快速在线修复其表面磨损。
5.目前表面成形修复手段主要有激光熔覆、等离子熔覆、焊接、热喷涂、离子镀、电刷镀等。但综合来看,目前再制造成形以高能量场技术居多,如激光熔覆、热喷涂等,虽然速度快、效率高、合金成分可调,但也存在设备复杂、相对成本高、修复厚度不易控制、修复区存在热影响残余应力等问题。实际上对于高熔点硬质材料、损伤较大的待修复零件会更为理想,而对于损伤较小的摩擦副而言可能并不完全适用。如果修复成本过高甚至超过了更换新品的价值,那就失去了节能降耗的意义。普通电镀工艺修复存在的问题是:电镀工艺消耗时间长,而且镀层脆性大,易断裂,不适合受冲击或长时静载压力零件的修复。
100nm的经硅烷偶联剂处浸泡过的sio
2 1-10g/l,余量为水。将上述电解液充分搅拌,加工时电解液温度由恒温水浴控制在20-60℃,以保证复合电解液在此温度范围内具有良好的溶解性能。
15.3)喷丸电沉积使用的工艺参数:矩形喷嘴口径10
×
1mm,喷嘴与基体距离为2-50mm,采用直流电流,在电沉积过程中第一道和最末道电流密度为30~80a/dm2,中间道次电流密度为15~25a/dm2;将第一道次电流密度限定在30~80a/dm2,较大的电流密度可使形核速率大于晶核长大速率,使获得的晶粒更加均细致,因此电沉积使用的最末道依然使用大电流密度保证表层晶粒致密,最后一道次电流密度限定在30~80a/dm2,中间道次应减小阴极极化以限制形核促进晶粒长大,电流密度限定在15~25a/dm2。通过喷丸电沉积工艺设计,提高了电沉积合金层的均匀性和硬度。电解液流速260-360l/h,扫描层数50-700层,机械手控制喷嘴扫描速度1000mm/分钟,单次连续沉积时间不超过10分钟。
16.4)如果镀层较薄,可以按照上述步骤3)继续沉积至所需尺寸。如果镀层较厚,可用100目的砂布,把镀层打磨平整后,磨削加工至尺寸要求。
17.在本发明优选的方面,所述六水硫酸铬为200g/l,七水硫酸钴60g/l,氨羧络合剂5g/l,炔二醇类表面活性剂0.5g/l,粒径为50nm的经硅烷偶联剂浸泡过的sio
2 5g/l,硅烷偶联剂浓度为0.5-1wt.%。将上述电解液充分搅拌,加工时电解液温度由恒温水浴控制在20-60℃,以保证复合电解液在此温度范围内具有良好的溶解性能。
18.在本发明优选的方面,所述氨羧络合剂选自环己烷二胺四乙酸、氨三乙酸、二乙三胺五乙酸、乙二胺四丙酸、乙二醇二乙醚二胺四乙酸、三乙撑四胺的一种或其组合。
19.在本发明优选的方面,所述炔二醇类表面活性剂为2-丁炔-1,4-二醇。
20.在本发明优选的方面,所述硅烷偶联剂为α-甲基丙烯酰氧基-甲基-三乙氧基硅烷。
21.本发明要保护的轮胎竖侧支撑件用于工程机械车、越野车等可适应非城市道路复杂路况的机动车辆。
22.在本发明优选的方面,工程车、推土机、牵引车、半挂车、自卸车、载货车的一种。
23.在本发明优选的方面,军用越野车、矿用越野车、民用越野车中的任意一种。根据上述车辆的轮胎尺寸来选用与之匹配的轮胎竖侧支撑件,聚氨酯分割片可以吸收轮胎产生的热量,靠近胎壁的内侧吸热后产生热剥离,从而保护轮胎竖侧,定期检查并紧固分割片使之与轮胎贴合,直至分割片剥离耗尽时重新更换。
24.聚氨酯材料的成形组合物包括聚醚1-30重量份、3,5
–
二乙基甲苯二胺2-50重量份、双(异氰酸酯基甲基)环己烷100-300重量份、与包含数均分子量为350以下的低分子量多元醇2-50重量份、一种或多种催化剂、一种或多种扩链剂0.2-3重量份。
25.相对于聚氨酯树脂而言,催化剂含量例如为0.1ppm以下,优选为0.01ppm以下。
26.使用超出上述含量范围的锡催化剂的情况(在聚氨酯树脂中含有较多的锡的情况)下,存在以下这样的不良情况:由于其催化活性高,因而存在物性随着成型品(后述)的成型温度、成型时间等的不同而显著不同的情况,影响聚氨酯材料的拉伸强度、耐久性、成型稳定性差,包括导致成型不良(鱼眼等)等。
27.在本发明优选的方面,催化剂为次枸橼酸铋、环烷酸铋、异辛酸铋、新癸酸铋、硬脂酸铋、三乙基二胺、n,n-二甲基环乙胺、二丁基月桂酸锡、二甲基胺基丙基二丙醇胺、n-甲基
二乙醇胺、二甲基胺基丙基胺、双n,n
′-
二甲基胺基乙基醚、n-乙基吗啉、2,2-二吗啉代二乙基醚的一种或多种,更优选地为络合铋盐:次枸橼酸铋。
28.在本发明优选的方面,扩链剂为二甘醇、新戊二醇、乙二胺、二乙基甲苯二胺、二甲硫基甲苯二胺的一种或多种。
29.在本发明优选的方面,双(异氰酸酯基甲基)环己烷为1,3-双(异氰酸酯基甲基)环己烷、1,4-双(异氰酸酯基甲基)环己烷。
30.在本发明优选的方面,数均分子量为350以下的低分子量多元醇为具有2个以上羟基、数均分子量为50以上且350以下的化合物单体,更优选数均分子量为80以上且300以下的化合物单体,如戊二醇、3-甲基-1,5-戊二醇、2,2,2-三甲基戊二醇、己二醇。
31.本发明有益的技术效果:
32.1)本发明提供了一种用于机动车轮胎竖侧的支撑件,独立的分割片相较于单一环形保护圈更容易加工制造,某一片分割片损伤后可独立更换,降低了支撑件的更换成本。分割片内壁设置合金材质的榫头和榫眼,紧密扣合,材料硬度高,减少了螺钉等不必要的锁紧部件。四爪型紧固件与方形安装孔的内菱角完美挤压匹配,内菱角可以很好地稳固紧固爪,挤压回弹后紧固爪即使受到圆周运动中的离心作用亦能支撑在内菱角上;相较于传统的圆柱型螺钉而言,在车轮周而复始的圆周运动中,能够更好地缓解紧固件的疲劳行为,规避松动脱栓风险。
33.2)本发明提供了对易磨损合金紧固件进行喷丸电沉积在线修复。本发明以提高涂层硬度和修复效率为目标,使复合电解液液流在待修复的合金紧固件表面进行圆周运动或轴向运动,使沉积层快速、均匀地覆盖于表面,加快了表面沉积层的生长效率和修复效率。
34.3)本发明以喷丸电沉积-直流电流-硅烷偶联剂处理的sio2的优化工艺组合,在合金紧固件表面产生cr-co-纳米sio2的纳米晶电沉积层,强化了复合镀层的力学性能。通过硅烷偶联剂在纳米sio2表面的润湿作用,硅烷偶联剂分子上的亚烷基基团和能够水解的基团分别向极性相近的表面扩散,一端的烷氧基水解成硅羟基,取向于纳米sio2表面,同时与无机材料表面的羟基发生水解缩聚反应,能够提高纳米sio2在电解液中的分散性,进一步增强沉积层的均匀性和硬度。
35.4)本发明在电沉积过程中第一道和最末道电流密度为30~80a/dm2,中间道次电流密度为15~25a/dm2,首末道选用较大的电流密度可使形核速率大于晶核长大速率,使获得的晶粒更加均细致,中间道减小阴极极化以限制形核促进晶粒长大。通过喷丸电沉积工艺设计,提高了电沉积合金层的均匀性和硬度。
36.5)本发明的支撑件所使用的聚氨酯材料具有优异的力学性能、热稳定性、拉伸强度、耐久性。
具体实施方式
37.实施例1:一种用于机动车轮胎竖侧的支撑件,其包括车轮主体、支撑结构和紧固结构,其特征在于:所述的车轮主体包括轮辋、轮辐和法兰盘;所述的支撑结构为在圆形环状上均等份数分割的若干分割片,所述若干分割片的内缘边长小于外缘边长,分割片的弧度与轮毂弧度相同,保证各分割片组装后与轮毂外表面贴合,所述支撑结构还包括缓冲垫圈,位于分割片与轮毂之间,其半径与分割片内径相同,分割片内缘和缓冲垫圈上均开设有
相同数量和直径的安装孔,安装孔为具有四个内菱角的方形结构;所述的紧固结构,包括具有弹性的四爪型合金紧固件,其四爪的分布结构与安装孔的四个内菱角匹配,每个爪的长度略长于安装孔的深度,经过挤压后将四爪合金紧固件填塞进安装孔,四爪回弹后分别卡在四个内菱角上,并采用与安装孔直径匹配的合金盖体外封。各分割片之间的组装方式是常规的热熔拼接、螺钉安装等。
38.实施例2与实施例1不同之处在于:分割片为聚氨酯材料,还在各分割片内壁具有一体成型的榫头和榫眼榫头和榫眼位于每个分割片内壁的左右两端,组装分割片时依次配合相扣形成环形支撑件。所述合金材质的榫头的长度和榫眼的深度为分割片外缘边长的四分之一,两者的宽度为分割片内缘边长的三分之一。
39.实施例3与实施例1不同之处在于:分割片为聚氨酯材料,还在各分割片内壁设置合金材质的榫头和榫眼,榫头和榫眼位于每个分割片内壁的左右两端,组装分割片时依次配合相扣形成环形支撑件。所述合金材质的榫头的长度和榫眼的深度为分割片外缘边长的四分之一,两者的宽度为分割片内缘边长的三分之一。合金材质的榫头和榫眼经热压方式与分割片成型。
40.对比例1与实施例1不同之处在于:将四爪型紧固件替换为传统的螺钉,安装孔为匹配螺钉的圆孔。
41.对比例2与实施例2不同之处在于:将四爪型紧固件替换为传统的螺钉,安装孔为匹配螺钉的圆孔。
42.对比例3与实施例3不同之处在于:将四爪型紧固件替换为传统的螺钉,安装孔为匹配螺钉的圆孔。
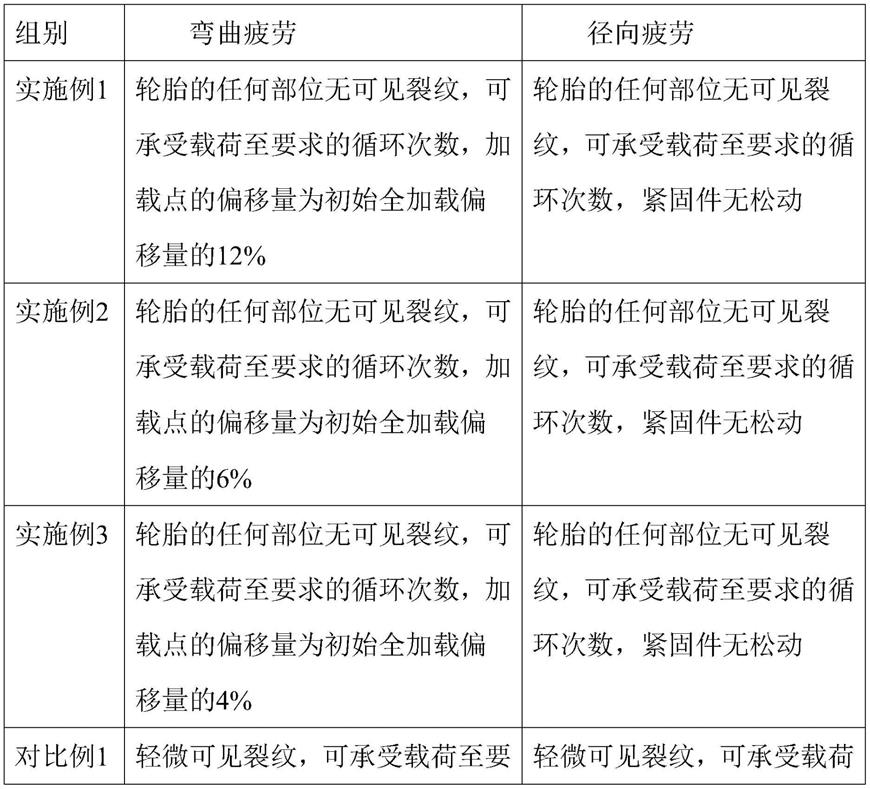
43.将实施例1-3和对比例1-3经过疲劳试验:1)弯曲疲劳试验条件:弯矩:3700n.m转数:5
×
105转速:300
±
10r/min;2)径向疲劳试验条件:载荷:18kn转数:1.0
×
106轮胎:235/55r17,充气压力:450kpa,紧固件扭矩:100n.m。
44.表1实施例1-3、对比例1-3的疲劳情况
[0045][0046][0047]
可见,榫卯式组装方式具有一定的余量孔隙,能有效接收分割片的热膨胀,减少轮胎竖侧的裂纹,偏移量少,牢固性强。四爪型紧固件与方形安装孔的内菱角完美挤压匹配,内菱角可以很好地稳固紧固爪,挤压回弹后紧固爪即使受到圆周运动中的离心作用亦能支撑在内菱角上,更好地缓解使用紧固件的轮胎的疲劳行为。
[0048]
实施例4:1)待修复合金材料表面预处理工艺:用砂布打磨或钢丝刷清除锈蚀物,
露出合金基体。依次用800-1200目金相砂纸渐进式研磨、抛光;将打磨后的材料用30g/l naoh溶液进行清洗,表面脱脂除油,蒸馏水清洗、晾干。
[0049]
2)配置复合电解液:电解液成分和和工艺参数分别为:六水硫酸铬180g/l,七水硫酸钴50g/l,环己烷二胺四乙酸1g/l,2-丁炔-1,4-二醇0.2g/l,经浓度为0.5wt.%的α-甲基丙烯酰氧基-甲基-三乙氧基硅烷浸泡过的20nm sio
2 5g/l,余量为水。将上述电解液充分搅拌,加工时电解液温度由恒温水浴控制在25℃,以保证复合电解液在此温度范围内具有良好的溶解性能。
[0050]
3)喷丸电沉积使用的工艺参数:矩形喷嘴口径10
×
1mm,喷嘴与基体距离为40mm,采用直流电流,在电沉积过程中第一道和最末道电流密度为50a/dm2,中间道次电流密度为15a/dm2;将第一道次电流密度限定在50a/dm2,较大的电流密度可使形核速率大于晶核长大速率,使获得的晶粒更加均细致,因此电沉积使用的最末道依然使用大电流密度保证表层晶粒致密,最后一道次电流密度限定在50a/dm2,中间道次应减小阴极极化以限制形核促进晶粒长大,电流密度限定在15a/dm2。通过喷丸电沉积工艺设计,提高了电沉积合金层的均匀性和硬度。电解液流速260l/h,扫描层数100层,机械手控制喷嘴扫描速度1000mm/分钟,单次连续沉积时间不超过10分钟。
[0051]
4)如果镀层较薄,可以按照上述工序(4)继续沉积至所需尺寸。如果镀层较厚,可用100目的砂布,把镀层打磨平整后,磨削加工至尺寸要求。
[0052]
实施例5:1)待修复合金材料表面预处理工艺:用砂布打磨或钢丝刷清除锈蚀物,露出合金基体。依次用800-1200目金相砂纸渐进式研磨、抛光;将打磨后的材料用30g/l naoh溶液进行清洗,表面脱脂除油,蒸馏水清洗、晾干。2)配置复合电解液:电解液成分和和工艺参数分别为:六水硫酸铬200g/l,七水硫酸钴60g/l,氨三乙酸1g/l,2-丁炔-1,4-二醇0.5g/l,经浓度为0.6wt.%的α-甲基丙烯酰氧基-甲基-三乙氧基硅烷浸泡过的50nm sio
2 5g/l,余量为水。将上述电解液充分搅拌,加工时电解液温度由恒温水浴控制在30℃,以保证复合电解液在此温度范围内具有良好的溶解性能。
[0053]
3)喷丸电沉积使用的工艺参数:矩形喷嘴口径10
×
1mm,喷嘴与基体距离为40mm,采用直流电流,在电沉积过程中第一道和最末道电流密度为60a/dm2,中间道次电流密度为18a/dm2;将第一道次电流密度限定在60a/dm2,较大的电流密度可使形核速率大于晶核长大速率,使获得的晶粒更加均细致,因此电沉积使用的最末道依然使用大电流密度保证表层晶粒致密,最后一道次电流密度限定在60a/dm2,中间道次应减小阴极极化以限制形核促进晶粒长大,电流密度限定在18a/dm2。通过喷丸电沉积工艺设计,提高了电沉积合金层的均匀性和硬度。电解液流速300l/h,扫描层数150层,机械手控制喷嘴扫描速度1000mm/分钟,单次连续沉积时间不超过10分钟。
[0054]
4)如果镀层较薄,可以按照上述工序(4)继续沉积至所需尺寸。如果镀层较厚,可用100目的砂布,把镀层打磨平整后,磨削加工至尺寸要求。
[0055]
实施例6:1)待修复合金材料表面预处理工艺:用砂布打磨或钢丝刷清除锈蚀物,露出合金基体。依次用800-1200目金相砂纸渐进式研磨、抛光;将打磨后的材料用30g/l naoh溶液进行清洗,表面脱脂除油,蒸馏水清洗、晾干。
[0056]
2)配置复合电解液:电解液成分和和工艺参数分别为:六水硫酸铬250g/l,七水硫酸钴50g/l,二乙三胺五乙酸1g/l,2-丁炔-1,4-二醇0.6g/l,经浓度为0.5wt.%的α-甲基丙
烯酰氧基-甲基-三乙氧基硅烷浸泡过的60nm sio
2 4g/l,余量为水。将上述电解液充分搅拌,加工时电解液温度由恒温水浴控制在30℃,以保证复合电解液在此温度范围内具有良好的溶解性能。
[0057]
3)喷丸电沉积使用的工艺参数:矩形喷嘴口径10
×
1mm,喷嘴与基体距离为70mm,采用直流电流,在电沉积过程中第一道和最末道电流密度为80a/dm2,中间道次电流密度为20a/dm2;将第一道次电流密度限定在80a/dm2,较大的电流密度可使形核速率大于晶核长大速率,使获得的晶粒更加均细致,因此电沉积使用的最末道依然使用大电流密度保证表层晶粒致密,最后一道次电流密度限定在80a/dm2,中间道应减小阴极极化以限制形核促进晶粒长大,电流密度限定在20a/dm2。通过喷丸电沉积工艺设计,提高了电沉积合金层的均匀性和硬度。电解液流速300l/h,扫描层数150层,机械手控制喷嘴扫描速度1000mm/分钟,单次连续沉积时间不超过10分钟。
[0058]
4)如果镀层较薄,可以按照上述工序(4)继续沉积至所需尺寸。如果镀层较厚,可用100目的砂布,把镀层打磨平整后,磨削加工至尺寸要求。
[0059]
对比例4:与实施例3的区别在于将环己烷二胺四乙酸替换为常见的乙二胺四乙酸。
[0060]
对比例5:与实施例3的区别在于将α-甲基丙烯酰氧基-甲基-三乙氧基硅烷替换为常见的γ-甲基丙烯酰氧基-丙基-三乙氧基硅烷。
[0061]
对比例6:与实施例3的区别在于将在电沉积过程中第一道和最末道电流密度为50a/dm2,中间道电流密度为15a/dm2的电沉积工艺替换为每一道电沉积的电流密度均为20a/dm2。
[0062]
将实施例4-6、对比例4-6的修复镀层在sem低倍电子显微镜(放大50倍)下观察镀层外观,光泽度测试:本发明镀层表面光泽度的测量采用福建泉州光学仪器厂ss-82型光电光泽仪(测量范围0~100%),在入射角和反射角均为60
°
的条件下测定。附着力测试方法及结果
①
在试样上用刀尖刻划互相平行或交错并深达基底的划痕(形成1mm
×
1mm方格),再用3m胶带纸粘贴后撕去,镀层不起泡脱落为合格;
②
采用锉刀锉削铝合金镀件的边缘,若锉削时镀件边缘不起泡或者只在边缘1mm2的范围内起皮,为合格;
③
采用热震试验,将镀件在260℃条件下保温1h,取出后在冷水中急冷,反复10次未见镀层起皮脱落为合格。硬度测试:本发明镀层硬度测试采用沃伯特测量仪器(上海)有限公司401/402mavtm型显微硬度仪,按照gb4342-84金属显微维氏硬度试验方法进行硬度测量。检测结果如下表2所示。
[0063]
表2实施例4-6、对比例4-6的修复结果
[0064][0065][0066]
通过上表可以看出:环己烷二胺四乙酸和α-甲基丙烯酰氧基-甲基-三乙氧基硅烷同时使用产生很好的协同效应,显著提高镀层与基体的光泽度、均匀性、结合力和硬度。本申请合理利用不同的电流密度对镀层电结晶的影响,该电沉积工艺能够使颗粒分布均匀、晶粒细化、层状堆积定向化。颗粒细小且平整的表面使得镀层对光的发射率增加,光亮度提高。另外较小晶粒的沉积层具有较高的塑变抗力,因此可使镀层显微硬度有所增加。
[0067]
实施例7聚氨酯材料1:成形组合物包括聚醚1重量份、3,5
–
二乙基甲苯二胺2重量份、1,3-双(异氰酸酯基甲基)环己烷150重量份、戊二醇5重量份、次枸橼酸铋0.05ppm、二甘醇1重量份。将聚醚、3,5
–
二乙基甲苯二胺、戊二醇、次枸橼酸铋、二甘醇均匀混合得到物质a,在装有搅拌器、温度计的反应釜中加入1,3-双(异氰酸酯基甲基)环己烷,边搅拌边加入聚醚、戊二醇并将其加热至80摄氏度,保温5h,进行氨酯化反应,得到物质b,将物质a和b以1:1重量比混合均匀,浇入模具中,室温固化10h,形成聚氨酯分割片。
[0068]
实施例8聚氨酯材料1:成形组合物包括聚醚1重量份、3,5
–
二乙基甲苯二胺2重量
份、1,3-双(异氰酸酯基甲基)环己烷150重量份、戊二醇5重量份、环烷酸铋0.05ppm、二甘醇1重量份。将聚醚、3,5
–
二乙基甲苯二胺、戊二醇、环烷酸铋、二甘醇均匀混合得到物质a,在装有搅拌器、温度计的反应釜中加入1,3-双(异氰酸酯基甲基)环己烷,边搅拌边加入聚醚、戊二醇并将其加热至80摄氏度,保温5h,进行氨酯化反应,得到物质b,将物质a和b以1:1重量比混合均匀,浇入模具中,室温固化10h,形成聚氨酯分割片。
[0069]
实施例9聚氨酯材料2:成形组合物包括聚醚10重量份、3,5
–
二乙基甲苯二胺5重量份、1,3-双(异氰酸酯基甲基)环己烷170重量份、3-甲基-1,5-戊二醇15重量份、二丁基月桂酸锡0.03ppm、二甘醇1重量份。将聚醚、3,5
–
二乙基甲苯二胺、戊二醇、二丁基月桂酸锡、二甘醇均匀混合得到物质a,在装有搅拌器、温度计的反应釜中加入1,3-双(异氰酸酯基甲基)环己烷,边搅拌边加入聚醚、戊二醇并将其加热至90摄氏度,保温6h,进行氨酯化反应,得到物质b,将物质a和b以1:1.5重量比混合均匀,浇入模具中,室温固化9h,形成聚氨酯分割片。
[0070]
对比例7与实施例7的区别仅在于不添加次枸橼酸铋。
[0071]
对比例8与实施例7的区别仅在于将次枸橼酸铋的含量替换为0.5ppm。
[0072]
对比例9与实施例7的区别仅在于将次枸橼酸铋替换为硝酸铋。
[0073]
使用德国netzsch-tg209型热分解仪表征实施例7-9和对比例7-9制备的聚氨酯材料的耐热性,测试条件为:在n2气氛下,以10℃min的速度从室温升至800℃。聚氨酯材料的拉伸强度和断裂伸长率按照astm d412进行测试,耐弯折性能按照astm d1052进行测试。导热系数按照gb/t11205-2009进行测试。安装本发明支撑件的轮胎接受热空气老化按照gb/t3512-2001进行测试,空气流速1.5m/s、时间72小时、温度100℃。由表3可以看出:采用本发明的方法制备的聚氨酯材料具有优异的力学性能、导热性能和热稳定性。
[0074]
表3实施例7-9、对比例7-9的性能对比
[0075][0076]
在本发明的描述中,除非另有说明,“若干个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0077]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1