一种铝合金产品双色阳极染色工艺的制作方法
1.本发明涉及表面处理技术领域,特别涉及一种铝合金产品双色阳极染色工艺。
背景技术:
2.随着铝合金产品加工产业的不断发展,各种铝合金加工工艺不断完善,如铝挤、铝冲压、铝全铣等。由于市场发展的深入同类产品外型结构越来越趋于一致化,为使得产品在同类外观结构产品中脱颖而出,产品外观装饰需要增加新的元素。当前行业加工中,阳极染色是铝合金外观处理的主流工艺,阳极染色可以满足客户各种外观颜色需求,但当前的阳极染色外观只能实现单颜色染色,无法满足客户对于产品外观色彩多样化的趋势需求。
技术实现要素:
3.本发明目的是提供一种铝合金产品双色阳极染色工艺,可实现产品双色染色。
4.基于上述问题,本发明提供的技术方案是:
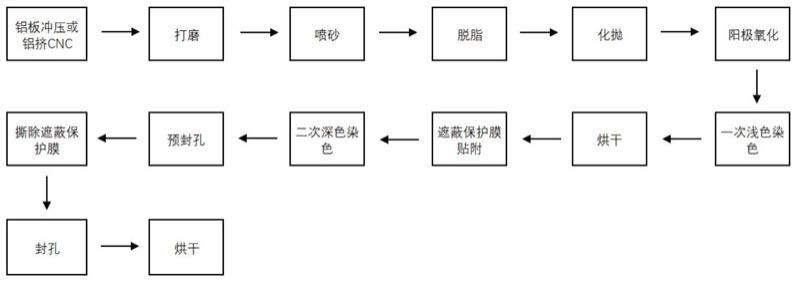
5.一种铝合金产品双色阳极染色工艺,包括以下步骤:
6.s1、铝合金产品成型;
7.s2、打磨,在铝合金产品表面形成均一面;
8.s3、喷砂,在铝合金产品表面形成砂感外观;
9.s4、脱脂,去除油脂性污渍;
10.s5、化抛,去除铝合金产品表面氧化膜,提高产品亮度;
11.s6、阳极氧化,在铝合金产品表面形成均一氧化膜层;
12.s7、一次浅色染色,在铝合金产品表面染浅颜色;
13.s8、烘干,去除铝合金产品表面水渍,便于贴附遮蔽膜;
14.s9、遮蔽膜贴附,在铝合金产品局部区域贴附遮蔽膜;
15.s10、二次深色染色,对铝合金产品未贴附遮蔽膜区域进行二次深色染色;
16.s11、预封孔,对铝合金产品深色染色部位进行封孔工艺处理,保护产品深色染色外观;
17.s12、去除遮蔽膜,去除遮蔽区域保护膜;
18.s13、封孔,对整个产品进行封孔处理;
19.s14、烘干,去除产品表面水渍后包装。
20.在其中的一些实施方式中,所述步骤s1中为铝板冲压成型产品结构外形。
21.在其中的一些实施方式中,所述步骤s1中为铝挤后cnc加工成型产品结构外形。
22.在其中的一些实施方式中,所述步骤s7中染色时间为30s~5min,染色池温度20~40℃。
23.在其中的一些实施方式中,所述步骤s8中烘干温度为50~70℃。
24.在其中的一些实施方式中,所述步骤s9中所述遮蔽膜为pet、pbt或 pa基材保护膜,所述遮蔽膜厚度为0.05~0.1mm。
25.在其中的一些实施方式中,所述遮蔽膜背胶为硅胶,硅胶层厚度为 0.02~0.03mm,胶粘度50~400g/25mm。
26.在其中的一些实施方式中,所述步骤s10中的染色时间为1.5~15min,染色池温度为20~70℃。
27.在其中的一些实施方式中,所述步骤s11中封孔工艺的封孔池温度为 90~95℃,时间为1~10min。
28.上述方案中胶粘度的g/25mm表示单位宽度25mm内,要将胶从被粘附物体上撕离所需要的力
29.与现有技术相比,本发明的优点是:
30.采用本发明的技术方案,解决了二次退阳双色染色产品分界线断差以及光固化油墨遮蔽双色染色产生的环境污染,且无新增设备投入,操作简单,制程成本低,无新增污染产生,可以广泛普及。
附图说明
31.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1为本发明实施例的工艺流程图。
具体实施方式
33.以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本发明而不限于限制本发明的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
34.一种铝合金产品双色阳极染色工艺,包括以下步骤:
35.s1、铝合金产品成型;
36.s2、打磨,使用打磨设备除去产品表面杂质、冲压痕、cnc刀纹等,在铝合金产品表面形成均一面;
37.s3、喷砂,将打磨好后的产品放入高速高压固体离子喷射机中进行表面喷砂处理,在铝合金产品表面形成砂感外观;
38.s4、脱脂,将产品放入脱脂槽中进行脱脂处理,去除油脂性污渍;
39.s5、化抛,将脱脂完成的产品放入化抛槽中,去除铝合金产品表面氧化膜,提高产品亮度;
40.s6、阳极氧化,化抛好的产品水洗中和后进行阳极氧化处理,在铝合金产品表面形成均一氧化膜层,为确保产品后续染色稳定性,阳极氧化时间要依据实际产品外观延长5~20min;
41.s7、一次浅色染色,在铝合金产品表面染浅颜色,完成双色中的第一种颜色,染色时间为30s~5min,染色池温度20~40℃;
42.s8、烘干,去除铝合金产品表面水渍,便于贴附遮蔽膜,烘干温度为 50~70℃;
43.s9、遮蔽膜贴附,在铝合金产品局部区域贴附遮蔽膜,以保护一次染色颜色,遮蔽
膜为pet、pbt或pa等硬质基材保护膜,遮蔽膜总厚度为 0.05~0.1mm,遮蔽膜背胶为硅胶,硅胶层厚度为0.02~0.03mm,胶粘度 50~400g/25mm;
44.s10、二次深色染色,对铝合金产品未贴附遮蔽膜区域进行二次深色染色,完成双色染色中的第二种颜色,为了确保对第一次浅色染色的安全覆盖,染色时间适当延长,染色时间为1.5~15min,染色池温度为20~70℃;在颜色的选择上,根据颜料的三原色原理,二次染色依据依次染色颜色配合选用,例如,一次染色浅灰色,二次染色可以选择深灰色,黑色,深蓝色等,如一次染色浅黄色,二次染色可选择浅青色,叠加后的颜色可呈现绿色效果;
45.s11、预封孔,对铝合金产品深色染色部位进行封孔工艺处理,防止去除遮蔽膜时污染深色染色区,保护产品深色染色外观颜色,封孔池温度为 90~95℃,时间为1~10min;
46.s12、去除遮蔽膜,去除遮蔽区域保护膜,撕除保护膜时,操作人员需求严格穿戴橡皮手套;
47.s13、封孔,将去除遮蔽膜后的产品放入封孔槽中对整个产品进行封孔处理;
48.s14、烘干,去除产品表面水渍后包装。
49.其中,步骤s1中为铝板冲压成型产品结构外形,或铝挤后cnc加工成型产品结构外形。
50.上述实例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所做的等效变换或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1