双尺度高效定域电沉积打印纯铜结构件制造装置及方法
1.本发明属于定域电化学沉积技术领域,特别是涉及到一种双尺度高效定域电沉积打印纯铜结构件制造装置及方法。
背景技术:
2.定域电沉积制造技术具有其特有的优势,该项技术于1996年提出,经过25年的发展极大的丰富了微小金属结构件的制造方法。定域电沉积改变了精密电镀和电铸的制造思路,抛弃了沉积掩膜,增强了电解液定向传输的定域特性,实现了微小结构件三维悬臂结构的正向制造。定域电沉积技术的发展得益于微小电极/探针制造技术的发展。新生阶段的定域电沉积均是基于实心惰性金属电极作为微阳极,研究人员为提高其沉积的定域特性逐步缩小惰性金属电极的直径;其中一种较快的沉积技术为电化学打印技术(ecp打印技术)。随着技术的发展,定域电沉积发展了一种基于微移液管技术的弯月形约束定域电化学沉积技术,该技术致力于逐渐减少微移液管的孔径进而实现高定域性。目前,弯月形约束定域电化学沉积可以制造100nm直径的金属丝材。目前,发展较快速的定域电沉积微增材制造技术(lecd
‑
μam)是基于中空原子力探针实现的,该技术中的原子力探针有两个重要作用:其一为原子力探针悬臂可以金属沉积物成功生长的力伺服装置实现亚微米级精度匹配沉积运动,其二中空通道为实现电解质增压注入技术作为微流体系统的通道实现定域给液。
3.然而,对于高定域的实现也带来制造结构尺寸过小,微细装配困难,结构应用领域受限的难题。通过lecd
‑
μam技术制造的圆柱形结构体最小直径可以达到300nm(利用口径为50nm的探针)。最大可以实现边长为850μm的立方体,实现了亚微米到亚毫米尺度的跨尺度制造。对通常的打印速度为10
‑
20μm3/s的lecd
‑
μam技术来说,实现850μm尺寸的制造对lecd
‑
μam技术来说具有很高的时间成本。
4.因此现有技术当中亟需要一种新型的技术方案来解决双尺度微小纯铜金属结构件正向制造问题,本发明专利就是一种解决该难题的技术方案。
技术实现要素:
5.本发明所要解决的技术问题是:提供双尺度高效定域电沉积打印纯铜结构件制造装置及方法,利用电化学打印技术实现毫米级外形和基底的制造,通过lecd
‑
μam技术实现微米级打印精度提升;电化学打印技术制造的上表面需要通过电火花加工技术进行表面修型,达到光滑表面状态,在此基础上利用lecd
‑
μam沉积微小结构体。
6.双尺度高效定域电沉积打印纯铜结构件制造装置,其特征是:包括隔振平台、ecp打印系统、edm电火花加工系统、lecd
‑
μam系统、电解池单元、电解池运动单元、ecp打印运动系统以及中央控制系统,
7.所述隔振平台台面水平,下部设置有稳定支撑结构;
8.所述电解池运动单元设置在隔振平台的台面上,电解池运动单元上设置有监视相机;
9.所述电解池单元设置在电解池运动单元上,包括石墨阳极、工作电极、参比电极以及设置在三个电机之间的绝缘支架;
10.所述ecp打印运动系统设置在隔振平台的台面上,ecp打印运动系统包括ecp打印x轴运动系统、ecp打印y轴运动系统以及ecp打印z轴运动系统;所述ecp打印y轴运动系统通过滑块竖直设置在ecp打印x轴运动系统上,所述ecp打印z轴运动系统通过滑块设置在ecp打印y轴运动系统上;
11.所述ecp打印系统设置在ecp打印y轴运动系统上,包括ecp打印玻璃管,ecp打印玻璃管夹持装置,ecp打印系统转接机构,所述ecp打印系统转接机构与ecp打印y轴运动系统连接;所述ecp打印玻璃管夹持装置与ecp打印系统转接机构连接;所述ecp打印玻璃管设置在ecp打印玻璃管夹持装置上;
12.所述edm电火花加工系统固定设置在电解池运动单元上,包括edm电火花电极,edm电火花y轴移动系统,edm电火花z轴移动系统,edm电火花x轴移动系统,所述edm电火花x轴移动系统安装在电解池运动单元上,edm电火花z轴移动系统设置在edm电火花x轴移动系统上;所述edm电火花y轴移动系统设置在edm电火花z轴移动系统上,所述edm电火花电极设置在edm电火花y轴移动系统的下部;所述lecd
‑
μam系统包括原子力探针、原子力探针压电陶瓷扫描器、原子力探针系统固定装置、lecd
‑
μam系统精密z轴移动系统以及lecd
‑
μam系统z轴固定装置,所述lecd
‑
μam系统z轴固定装置设置在电解池运动单元上;所述lecd
‑
μam系统精密z轴移动系统与lecd
‑
μam系统z轴固定装置活动连接;所述原子力探针系统固定装置设置在lecd
‑
μam系统精密z轴移动系统上;所述原子力探针压电陶瓷扫描器设置在原子力探针系统固定装置上;所述原子力探针设置在原子力探针压电陶瓷扫描器下部;
13.所述中央控制系统与ecp打印系统、edm电火花加工系统、lecd
‑
μam系统信号连接,同时与电解池的三个电极连接形成三电极恒电位系统。
14.双尺度高效定域电沉积打印纯铜结构件制造方法,其特征是:应用所述的双尺度高效定域电沉积打印纯铜结构件制造装置,包括以下步骤,且以下步骤顺次进行,
15.步骤一、配置溶液,采用cuso4溶液作为电解质溶液,硫酸溶液作为支撑溶液,去离子水作为辅助溶液;
16.步骤二、将电解池单元中石墨阳极与中央控制系统中电源正极连接,施加正电压;工作电极与中央控制系统中电源负极连接,施加负电压;参比电极与连接到中央控制系统连接,与石墨阳极和工作电极形成三电极恒电位系统;
17.步骤三、向ecp打印玻璃管中填充满步骤一所述的电解质溶液,在电解池单元的石墨阳极中注满步骤一所述的硫酸溶液,液面完全浸没参比电极的最下端;
18.步骤四、调整电解池单元和ecp打印运动系统,使ecp打印玻璃管位于电解池单元中心的正上方;
19.步骤五、调整ecp打印运动系统中的ecp打印x轴运动系统,ecp打印y轴运动系统,ecp打印z轴运动系统,将ecp打印玻璃管的最下端调整到距离工作电极上表面5μm处;
20.步骤六、利用ecp打印系统在工作电极上表面进行沉积,按照预定程序沉积块状金属完毕之后,ecp打印运动系统退回到初始位置;
21.步骤七、通过电解池运动单元将电解池单元调整到edm电火花加工系统的正下方;移动edm电火花y轴移动系统,edm电火花z轴移动系统,edm电火花x轴移动系统,利用edm电
火花电极对块状金属结构的上表面进行整平和抛光;完成后,通过电解池运动单元将电解池单元调整到初始位置;
22.步骤八、利用lecd
‑
μam系统中的lecd
‑
μam系统精密z轴移动系统精密调整原子力探针距离工作电极的距离;采用原子力探针压电陶瓷扫描器和原子力探针按照程序进行纯铜金属微结构打印;
23.步骤九、打印完成后,所有系统进行归零操作;
24.至此,双尺度高效定域电沉积打印纯铜结构件制造完成。
25.通过上述设计方案,本发明可以带来如下有益效果:双尺度高效定域电沉积打印纯铜结构件制造装置及方法,通过三个单独步骤实现纯铜金属微结构的定域电化学沉积的正向制造,利用电火花成形加工技术(edm电火花加工)将两种电化学沉积技术有效衔接起来;将毫米级电化学沉积的快速材料构筑作为基础,再利用精密电火花成形加工技术在待沉积表面进行抛光加工,最后利用lecd
‑
μam技术在抛光后的表面实现纯铜金属微结构的正向制造。
26.具体的,通过双尺度的定域电沉积过程,明显拓展现有定域电化学沉积制造过程的应用范围;
27.巧妙的将电火花微细加工的工艺融合到电化学沉积表面面型修整过程之中;
28.正向制造纯铜金属微结构,实现一步金属化,无需后续步骤进行处理。
附图说明
29.以下结合附图和具体实施方式对本发明作进一步的说明:
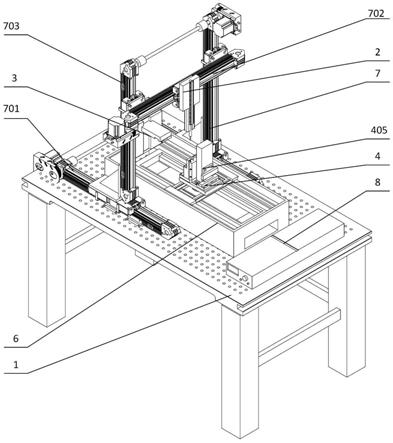
30.图1为本发明双尺度高效定域电沉积打印纯铜结构件制造装置轴测示意图。
31.图2为本发明双尺度高效定域电沉积打印纯铜结构件制造装置全剖示意图。
32.图3为本发明双尺度高效定域电沉积打印纯铜结构件制造装置电解池单元结构示意图。
33.图中1
‑
隔振平台、2
‑
ecp打印系统、3
‑
edm电火花加工系统、4
‑
lecd
‑
μam系统、5
‑
电解池单元、6
‑
电解池运动单元、7
‑
ecp打印运动系统、8
‑
中央控制系统、201
‑
ecp打印玻璃管、202
‑
ecp打印玻璃管夹持装置、203
‑
ecp打印系统转接机构、301
‑
edm电火花电极、302
‑
edm电火花y轴移动系统、303
‑
edm电火花z轴移动系统、304
‑
edm电火花x轴移动系统、401
‑
原子力探针、402
‑
原子力探针压电陶瓷扫描器、403
‑
原子力探针系统固定装置、404
‑
lecd
‑
μam系统精密z轴移动系统、405
‑
lecd
‑
μam系统z轴固定装置、501
‑
石墨阳极、502
‑
工作电极、503
‑
参比电极、504
‑
绝缘支架、601
‑
监视相机、701
‑
ecp打印x轴运动系统、702
‑
ecp打印y轴运动系统、703
‑
ecp打印z轴运动系统。
具体实施方式
34.双尺度高效定域电沉积打印纯铜结构件制造装置,如图1~图3所示,包括隔振平台1、ecp打印系统2、edm电火花加工系统3、lecd
‑
μam系统4、电解池单元5、电解池运动单元6、ecp打印运动系统7以及中央控制系统8,
35.所述隔振平台1作为双尺度高效定域电沉积打印纯铜金属结构件制造装置的基础,其台面水平,下部设置有稳定支撑结构;
36.所述电解池运动单元6设置在隔振平台1的台面上,电解池运动单元6上设置有监视相机601;
37.所述电解池单元5设置在电解池运动单元6上,可以沿着电解池运动单元6的导轨移动,包括石墨阳极501、工作电极502、参比电极503以及设置在三个电机之间的绝缘支架504,其中石墨阳极501、工作电极502、参比电极503构成三电极恒电位系统,绝缘支架504起到隔离各个电极的作用;
38.所述ecp打印运动系统7设置在隔振平台1的台面上,为整个ecp打印系统2提供支撑和动力来源,ecp打印运动系统7包括ecp打印x轴运动系统701、ecp打印y轴运动系统702以及ecp打印z轴运动系统703;所述ecp打印y轴运动系统702通过滑块竖直设置在ecp打印x轴运动系统701上,所述ecp打印z轴运动系统703通过滑块设置在ecp打印y轴运动系统702上;三个轴线运动部分相互配合完成ecp打印系统2的精密运动;
39.所述ecp打印系统2设置在ecp打印y轴运动系统702上,包括ecp打印玻璃管201,ecp打印玻璃管夹持装置202,ecp打印系统转接机构203,所述ecp打印系统转接机构203与ecp打印y轴运动系统702连接;所述ecp打印玻璃管夹持装置202与ecp打印系统转接机构203连接;所述ecp打印玻璃管201设置在ecp打印玻璃管夹持装置202上;
40.所述edm电火花加工系统3包括edm电火花电极301,edm电火花y轴移动系统302,edm电火花z轴移动系统303,edm电火花x轴移动系统304;所述edm电火花x轴移动系统302安装在电解池运动单元6上,edm电火花电极301通过edm电火花y轴移动系统302,edm电火花z轴移动系统303,edm电火花x轴移动系统304三个移动系统的带动,对微沉积块状金属进行整平和抛光;
41.所述lecd
‑
μam系统4包括原子力探针401、原子力探针压电陶瓷扫描器402、原子力探针系统固定装置403、lecd
‑
μam系统精密z轴移动系统404以及lecd
‑
μam系统z轴固定装置405,所述lecd
‑
μam系统z轴固定装置405设置在电解池运动单元6的运动元件上;所述lecd
‑
μam系统精密z轴移动系统404与lecd
‑
μam系统z轴固定装置405活动连接,lecd
‑
μam系统精密z轴移动系统404可以沿着lecd
‑
μam系统z轴固定装置405上下精密运动;所述原子力探针系统固定装置403设置在lecd
‑
μam系统精密z轴移动系统404上;所述原子力探针压电陶瓷扫描器402设置在原子力探针系统固定装置403上;所述原子力探针401设置在原子力探针压电陶瓷扫描器402下部;原子力探针压电陶瓷扫描器402驱动原子力探针401进行微观移动,实现精密打印;
42.所述中央控制系统8与ecp打印系统2、edm电火花加工系统3、lecd
‑
μam系统4信号连接,同时与电解池5的三个电极连接形成三电极恒电位系统。
43.双尺度高效定域电沉积打印纯铜结构件制造方法,采用上述双尺度高效定域电沉积打印纯铜结构件制造装置,包括以下步骤,且以下步骤顺次进行,
44.步骤一:配置溶液,电解质溶液采用0.5m的cuso4溶液,支撑溶液采用54mm的硫酸溶液,辅助溶液采用去离子水。
45.步骤二:将电解池单元5中石墨阳极501连接中央控制系统8中电源正极,施加5v的电压;工作电极502连接中央控制系统8中电源负极,施加
‑
1v电压;参比电极503也需要连接到中央控制系统8中与石墨阳极501和工作电极502形成三电极恒电位系统;
46.步骤三:在ecp打印玻璃管201中填充满0.5m的cuso4溶液。在电解池单元5的石墨
阳极501中注满支撑溶液54mm的硫酸溶液,液面需要完全浸没参比电极503的最下端。
47.步骤四:调整电解池单元5和ecp打印运动系统7,使ecp打印玻璃管201位于电解池单元5中心的正上方。
48.步骤五:调整ecp打印运动系统7中的ecp打印x轴运动系统701,ecp打印y轴运动系统702,ecp打印z轴运动系统703;将ecp打印玻璃管201的最下端调整到距离工作电极502上表面5μm处。
49.步骤六:利用ecp打印系统2在工作电极502上表面进行沉积,按照预定程序沉积块状金属完毕之后,ecp打印运动系统7退回到初始位置。
50.步骤七:将电解池单元5调整到edm电火花加工系统3的正下方。
51.步骤八:edm电火花加工系统3,分别移动edm电火花y轴移动系统302,edm电火花z轴移动系统303,edm电火花x轴移动系统304,利用edm电火花电极301对块状金属结构的上表面进行整平和抛光。
52.步骤九:将电解池单元5调整到初始位置。
53.步骤十:利用lecd
‑
μam系统4中的lecd
‑
μam系统精密z轴移动系统404精密调整原子力探针401距离工作电极502的距离。
54.步骤十一:利用原子力探针压电陶瓷扫描器402和原子力探针401按照程序进行纯铜金属微结构打印。
55.步骤十二:打印完毕,所有系统进行归零操作。
56.本发明方法的三个打印过程均通过中央控制系统8设置打印程序和参数,为微小结构体打印提供控制保障。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1