一种适用于航空航天的钕铁硼镀镉的镀层结构的制作方法
1.本实用新型属于金属表面处理技术领域,具体涉及一种适用于航空航天的钕铁硼镀镉的镀层结构。
背景技术:
2.钕铁硼作为第三代稀土永磁材料,具有非常优异的磁性能和高性价比,自20世纪80年代问世以来一直备受人们的青睐。我国已成为全球钕铁硼永磁材料的生产和市场中心,该材料在航空航天、计算机、网络信息、通讯、交通、家电等高新技术领域得到广泛应用。
3.烧结钕铁硼表面多孔隙,材料本身又具有较高的化学活性,给其表面处理带来了很多困难。钕铁硼永磁体的各种防护方法还存在不同的缺陷,有待于业界进行更深入的开发研究。相对于发达国家而言,国内钕铁硼表面防护技术仍比较落后,在电镀过程中,存在镀液浸入钕铁硼表面孔隙中进而腐蚀基体的问题;镀层均匀性、结合力、耐腐蚀性能仍未达到预期要求,防护能力有限。这些问题严重制约了钕铁硼及相关行业的发展,限制了我国钕铁硼永磁产业在国际市场的竞争力。
4.钕铁硼材料的表面防护主要包括电镀、化学镀、涂装有机涂层等技术。电镀主要包括镀镍、镀锌、镀锌镍合金、镀镍-铜-镍、镀镍-锡、镀镍-银、镀镍-金等。我国航空航天已经进入快速发展阶段,现有技术在钕铁硼工件上制备的镀层已经不能满足本行业日益发展的技术需求,开发高耐蚀性镀层结构的重要性已日渐突出。
5.金属铁的电极电位比镉略负,但由于氯离子对镉离子的络合作用使镉的电极电位变负,在盐雾环境下镉镀层对钢铁基体而言不属于阳极性镀层,因此对铁基体有较好的保护作用。然而,钕铁硼合金比金属铁的电极电位负得多,相对于钕铁硼基体,镉镀层为阴极性镀层,对钕铁硼基体无电化学保护作用,在钕铁硼基体上直接镀镉耐蚀性不高。
技术实现要素:
6.为了解决在钕铁硼基体上直接镀镉耐蚀性不高的问题,本实用新型提供了一种适用于航空航天的钕铁硼镀镉的镀层结构。为了达到上述目的本实用新型采用如下技术方案:
7.一种适用于航空航天的钕铁硼镀镉的镀层结构,包括钕铁硼基体、和在所述钕铁硼基体上从内到外依次制备的柠檬酸盐预镀镍层、无氰镀镉层、以及铬酸盐低铬彩色钝化层;
8.所述柠檬酸盐预镀镍层的厚度为3~12μm。
9.优选的,所述无氰镀镉层的厚度为5~24μm。
10.优选的,所述铬酸盐低铬彩色钝化层的厚度为0.3~0.6μm。
11.钕铁硼基体表面有较多的孔隙,在其基体上采用中性柠檬酸盐镀镍工艺制备预镀镍层,该镀液比无氰镀镉溶液腐蚀性小,进入基体孔隙中的镀液对基体的腐蚀性很小,能有效防止镀层出现点腐蚀。柠檬酸盐镀镍溶液具有较高的深镀能力,采用柠檬酸盐镀镍工艺
预镀镍还有利于钕铁硼基体的封孔。镉的电极电位比镍负,对于镍镀层镉镀层为阳极性镀层,两镀层之间的电位差为170mv(大于125mv的要求),在镀镍层上制备镀镉层能形成较好的电化学保护,能有效阻止腐蚀介质向基体方向的侵蚀。
12.与现有技术相比,本实用新型具有以下有益效果:
13.1、本实用新型公开的适用于航空航天的钕铁硼镀镉的镀层结构,采用中性柠檬酸盐镀镍工艺制备预镀镍层能够有效克服在钕铁硼基体上直接镀镉容易起泡和形成点腐蚀的技术缺陷;
14.2、本实用新型在钕铁硼基体表面上制备的在无氰镀镉层,具有优异的耐蚀性。
附图说明
15.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,并不构成对本实用新型的不当限定,在附图中:
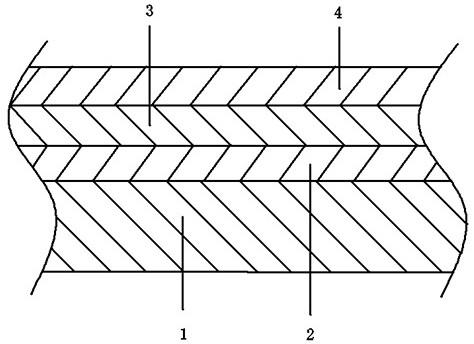
16.图1是本实用新型实施例1和实施例2的镀层结构示意图。
具体实施方式
17.下面将结合附图以及具体实施例来详细说明本实用新型,在此本实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
18.一种适用于航空航天的钕铁硼镀镉的镀层结构,包括钕铁硼基体、和在所述钕铁硼基体上从内到外依次制备的柠檬酸盐预镀镍层、无氰镀镉层、以及铬酸盐低铬彩色钝化层。
19.按现行的前处理工艺对钕铁硼工件基体进行除油、除锈和活化处理,然后依次制备柠檬酸盐预镀镍层、无氰镀镉层、和铬酸盐低铬彩色钝化层。
20.所述柠檬酸盐预镀镍层的厚度为3~12μm,采用现行的柠檬酸盐镀镍工艺制备。
21.优选的,所述柠檬酸盐镀镍工艺为:六水合硫酸镍180~250g/l,氯化钠10~12g/l,硼酸30~35g/l,硫酸镁30~40g/l,ph值7.0~7.2,镀槽温度50℃~60℃,挂镀阴极电流密度1~1.5a/dm2,阴极移动4~6m/min,滚镀电压8~12v,滚筒转速8~10r/min。
22.所述无氰镀镉层的厚度为5~24μm,采用现行的无氰镀镉工艺制备。
23.优选的,所述无氰镀镉工艺采用超邦化工开发的pulizier ncc-617氯化钾无氰挂镀镉工艺制备:氯化镉25~35g/l,氯化钾140~180g/l,pulizier ncc-617 ac配位剂100~140g/l,pulizier ncc-617 base辅助剂25~35ml/l,pulizier ncc-617 bri光亮剂1.5~2.5ml/l,pulizier ncc-617 hcd高区光亮剂8~12ml/l,镀槽温度20℃~35℃,ph值6.5~7.5,阴极电流密度0.5~1.5a/dm2,阴极移动2~4m/min。
24.优选的,所述无氰镀镉工艺采用超邦化开发的pulizier ncc-617氯化钾无氰滚镀镉工艺制备:氯化镉25~35g/l,氯化钾140~180g/l,pulizier ncc-617 ac配位剂100~140g/l,pulizier ncc-617 base辅助剂25~35ml/l,pulizier ncc-617 bri光亮剂1.5~2.5ml/l,pulizier ncc-617 hcd高区光亮剂8~12ml/l,镀槽温度20℃~35℃,ph值6.5~7.5,镀槽电压6~10v滚筒转速6~10r/min。
25.所述铬酸盐低铬彩色钝化层采用现行的铬酸盐低铬彩色钝化工艺制备。
26.优选的,所述铬酸盐低铬彩色钝化层采用超邦化工的hc-5高防护彩色钝化剂制
备:hc-5高防护彩色钝化剂的体积浓度为2%~4%,钝化温度20℃~35℃,ph范围1.3~2.0,钝化时间5~20s,弱空气搅拌或工件摆动。
27.实施例1
28.如图1所示,一种适用于航空航天的钕铁硼镀镉的镀层结构,包括钕铁硼基体1、和在所述钕铁硼基体1上从内到外依次制备的柠檬酸盐预镀镍层2、无氰镀镉层3、以及铬酸盐低铬彩色钝化层4。
29.所述镀层结构采用挂镀工艺制备。
30.所述柠檬酸盐预镀镍层2的厚度为8μm,采用现行的柠檬酸盐镀镍工艺制备:六水合硫酸镍220g/l,氯化钠12g/l,硼酸33g/l,硫酸镁38g/l,ph=7.1,镀槽温度55℃,阴极电流密度1.2a/dm2。
31.所述无氰镀镉层3的厚度为12μm,采用超邦化工开发的pulizier ncc-617氯化钾无氰挂镀镉工艺制备:氯化镉30g/l,氯化钾160g/l,pulizier ncc-617 ac配位剂120g/l,pulizier ncc-617 base辅助剂30ml/l,pulizier ncc-617 bri光亮剂2ml/l,pulizier ncc-617 hcd高区光亮剂10ml/l,镀槽温度30℃,ph为7,阴极电流密度1a/dm2,阴极移动3m/min。
32.所述铬酸盐低铬彩色钝化层4的厚度为0.5μm,采用超邦化工生产的hc-5高防护彩色钝化剂制备:hc-5高防护彩色钝化剂的体积浓度为3%,钝化温度30℃,ph为1.8,钝化时间10s,工件摆动。
33.镀镉层钝化后用高压空气吹干,然后在55℃烘干12min。
34.本实施例在具体操作上分为如下步骤:
35.1、前处理:对工件基体1进行“碱性化学除油
→
水洗
→
除锈
→
水洗
→
超声波除油
→
水洗
→
酸盐活化
→
水洗”的前处理工序。
36.2、预镀镍:工件前处理后按柠檬酸盐挂镀镍工艺制备预镀镍层2。
37.3、无氰镀镉:工件预镀镍后按pulizier ncc-617氯化钾无氰挂镀镉工艺制备无氰镀镉层3。
38.4、铬酸盐低铬彩色钝化:工件镀镉后进行“体积分数为2%的稀硝酸出光
→
水洗
→
铬酸盐低铬彩色钝化
→
水洗
→
高压空气吹干
→
烘干”制备铬酸盐低铬彩色钝化层4。
39.实施例2
40.如图1所示,一种适用于航空航天的钕铁硼镀镉的镀层结构,包括钕铁硼基体1、和在所述钕铁硼基体1上从内到外依次制备的柠檬酸盐预镀镍层2、无氰镀镉层3、以及铬酸盐低铬彩色钝化层4。
41.所述镀层结构采用滚镀工艺制备。
42.所述柠檬酸盐预镀镍层2的厚度为10μm,采用现行的柠檬酸盐镀镍工艺制备:六水合硫酸镍230g/l,氯化钠11g/l,硼酸32g/l,硫酸镁40g/l,ph=7.2,镀槽温度55℃,滚镀电压10v,滚筒转速10r/min。
43.所述无氰镀镉层3的厚度为10μm,采用超邦化工开发的pulizier ncc-617氯化钾无氰滚镀镉工艺制备:氯化镉28g/l,氯化钾150g/l,pulizier ncc-617 ac配位剂115g/l,pulizier ncc-617 base辅助剂28ml/l,pulizier ncc-617 bri光亮剂2ml/l,pulizier ncc-617 hcd高区光亮剂10ml/l,镀槽温度30℃,ph为7,滚镀电压10v,滚桶转速8r/min。
44.所述铬酸盐低铬彩色钝化层4的厚度为0.5μm,采用超邦化工生产的hc-5高防护彩色钝化剂制备:hc-5高防护彩色钝化剂的体积浓度为3%,钝化温度30℃,ph为1.8,钝化时间10s,工件摆动。
45.镀镉件钝化后用离心机甩干,然后在55℃烘干15min。
46.本实施例在具体操作上分为如下步骤:
47.1、前处理:对工件基体1进行“碱性化学除油
→
水洗
→
除锈
→
水洗
→
超声波除油
→
水洗
→
酸盐活化
→
水洗”的前处理工序。
48.2、预镀镍:工件前处理后按柠檬酸盐滚镀镍工艺制备预镀镍层2。
49.3、无氰镀镉:工件预镀镍后按超邦化工的氯化钾无氰滚镀镉工艺制备无氰镀镉层3。
50.4、铬酸盐低铬彩色钝化:工件镀镉后进行“体积分数为2%的稀硝酸出光
→
水洗
→
铬酸盐低铬彩色钝化
→
水洗
→
离心机甩干
→
烘干”制备铬酸盐低铬彩色钝化层4。
51.试验例1
52.实施例1和实施例2所制备的适用于航空航天的钕铁硼镀镉的镀层结构,按照gb/t 10125
–
2012《人造气氛腐蚀试验 盐雾试验》标准进行中性盐雾试验2000h,镀件表面无白锈生成。本实用新型制备的适用于航空航天的钕铁硼镀镉的镀层结构,进行中性盐雾不生白锈的时间是hb 5362
–
1986《飞机常用金属防护层耐蚀性 质量检验》要求的镀镉层中性盐雾试验96h不生白锈的时间的20倍以上。
53.试验例2
54.本试验例对实施例1和实施例2制备的样件进行镀层结合力测试,按照sj/t 11109-1996标准以热震法测试镀层结合力,把镀件放在加热炉中加热至300℃保温30min,取出后放入室温的水中骤然冷却,镀层没有出现起泡和脱落。试验表明,本发明所制备的镀层结构具有良好的结合力。
55.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处。总之,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1