一种带制动机构的腐蚀化成箔生产线的制作方法
本技术涉及腐蚀化成箔生产,更具体的,涉及一种带制动机构的腐蚀化成箔生产线。
背景技术:
1、腐蚀化成箔是由特制的高纯铝箔经过电化学或化学腐蚀后扩大表面积,再经过电化成作用在表面形成一层氧化膜后的产物。在现有技术公开的一种化成腐蚀箔全自动化生产线中,其包括放箔机构、接箔机构、放箔缓冲机构、电解机构、烘干机构、收箔缓冲机构以及收箔机构;放箔机构、接箔机构、放箔缓冲机构、电解机构、烘干机构、收箔缓冲机构、以及收箔机构按照箔片传输的方向依次设置。箔片从放箔机构到电解机构经过电化学腐蚀和烘干后由收卷机构的收卷棍收集成一卷一卷的产品。
2、在上述的生产线中,由于铝箔箔片的厚度一般在0.1至0.2mm之间,首先,由于箔片在整个输送过程中都为拉紧状态,若箔片本身存在缺口,在箔片从放箔机构放出受拉紧力的瞬间容易因应力集中而断裂,其次,经过接箔机构压接的箔片可能会因压接不充分而迅速断裂分离,由于收箔机构继续运行,连接收箔机构的箔片断口会进入电解槽内;还有一种情况,当收箔机构的收卷辊卷到一定厚度时需要换卷,在换卷过程中,因作业人员操作失误如过度拉扯箔片等也可能导致箔片发生断裂,连接放箔机构的箔片断口可能会滑落入电解槽内。几乎所有断箔情况都会发生在放箔机构处和收箔机构处,当箔片断口掉入电解槽内后,需要将电解槽内的电解液排空,再将箔片断口引出电解槽外与其他箔片断口连接成一体,以使生产线继续正常生产。
3、然而,排空电解槽内的槽液再引出箔片断口需要消耗大量时间,降低了生产效率,并且排空电解液也会为生产带来一定的成本损失。
技术实现思路
1、针对上述现有技术中若箔片断口进入电解槽内会降低生产效率和造成生产损失的问题,本实用新型提供了一种带制动机构的腐蚀化成箔生产线,在箔片断裂时可将箔片夹紧固定,从而减少箔片断口掉入电解槽内的情况。
2、为解决上述技术问题,本实用新型提供的技术方案是:
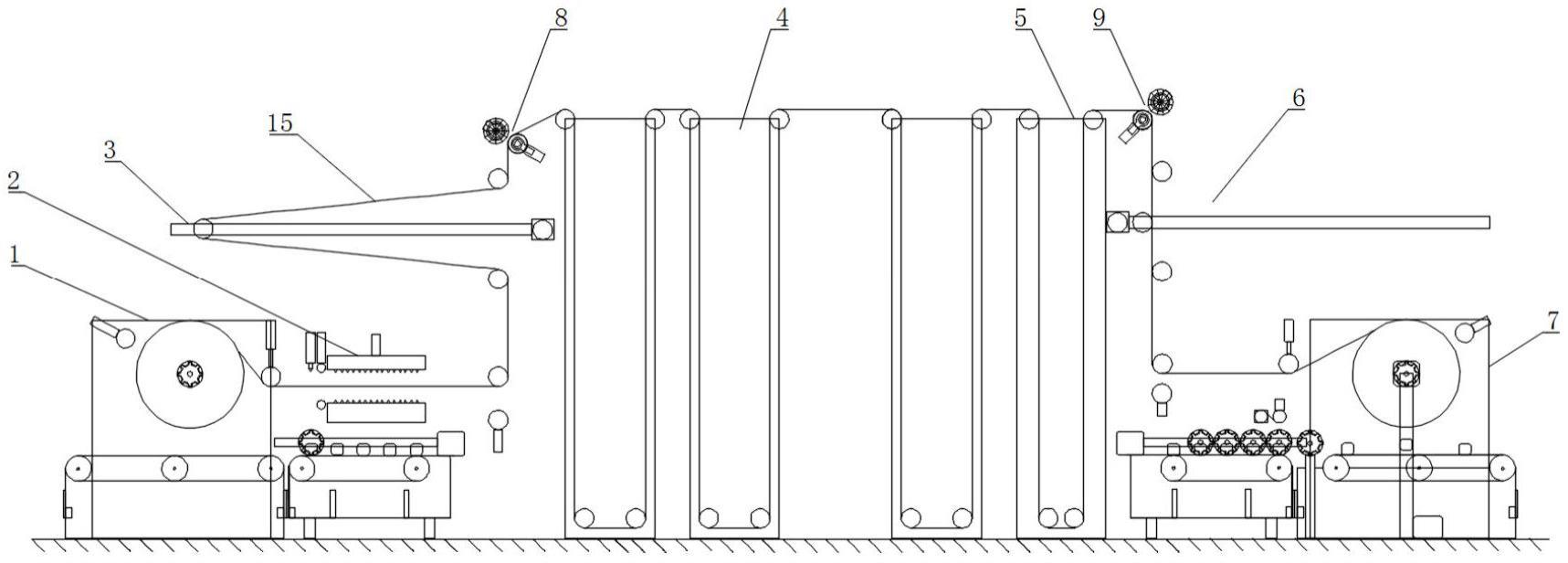
3、一种带制动机构的腐蚀化成箔生产线,包括按照箔片运输方向依次设置的放箔机构、放箔缓冲机构、接箔机构、电解槽、烘干炉、收箔缓冲机构和收箔机构;所述放箔机构和所述电解槽之间设有第一制动机构,所述电解槽和所述收箔机构之间设有第二制动机构;所述第一制动机构和所述第二制动机构均包括机架和安装在所述机架上的第一制动块和第二制动块,所述第一制动块和所述第二制动块用于相对设置在箔片两侧,所述第一制动块的端面和所述第二制动块的端面用于与箔片抵接,当所述第一制动块和所述第二制动块的端面同时与箔片抵接时可将箔片夹紧固定。
4、在上述技术方案中,箔片由放箔机构放出后依次经过接箔机构、放箔缓冲机构、第一制动机构、再到电解槽进行电化学腐蚀、腐蚀后的箔片进入烘干炉烘干、烘干的箔片经过第二制动机构和收箔缓冲机构后再由收箔机构的卷辊卷成一卷一卷的产品。在此生产过程中,第一制动块和第二制动块的端面为分离状态,箔片从第一制动块和第二制动块之间经过,当箔片在放箔机构处发生断裂时,由于此时收箔机构仍在进行,连接收箔机构的箔片会继续前进,使箔片断口继续前移至电解槽内;当箔片在收箔机构处发生断裂时,即使放箔机构仍在运行也无法推动箔片继续前进,箔片在断裂瞬间反而会因回缩而导致断口落入电解槽内;在这两种断裂情况下,第一制动块的端面和第二制动块的端面可逐渐靠近至隔着箔片相互挤压,箔片受到第一制动块和第二制动块端面的夹紧力后停止不动,使箔片断口静止在电解槽外;随后关闭生产线电源,在电解槽外对箔片断口进行连接后,再重新开启生产线电源,使生产线继续正常生产。通过第一制动机构和第二制动机构将箔片夹紧固定,使箔片断口静止在电解槽外,从而避免了因排空电解液带来的时间浪费和生产成本损失。
5、在其中一种方案中,所述第一制动机构和所述第二制动机构均还包括固定安装在所述机架上的驱动机构,所述驱动机构用于驱动所述第二制动块向所述第一制动块的方向运动至与所述第一制动块抵接。在输送箔片过程中,第一制动块和第二制动块为分离状态,箔片在第一制动块和第二制动块之间移动;当箔片出现断裂时,驱动机构可驱动第二制动块向第一制动块的方向运动,直至第二制动块的端面和第一制动块的端面同时与箔片抵接并将箔片夹紧固定。
6、其中,所述驱动机构可为气缸、液压机构、直线驱动滑台模组和电推杆中的一种。
7、优选的,所述驱动机构包括气缸,所述气缸的活塞轴与所述第二制动块连接,所述第二制动块用于与箔片保持抵接并引导箔片输送。箔片在生产线上正常输送的过程中,箔片为张紧状态,箔片绕过第二制动块的同时对第二制动块产生一定的压迫力,此压迫力足以使气缸的活塞轴呈压缩状态;当箔片出现断裂时,箔片的张力变小,箔片对第二制动块的压迫力已不足以将气缸的活塞轴压缩,此时气缸的活塞轴向上运动并且推动第二制动块向第一制动块的方向运动,直至第一制动块和第二制动块的端面同时与箔片抵接,箔片因此被就夹紧在第一制动块和第二制动块之间。气缸的活塞轴可在箔片断裂瞬间立马推动第二制动块运动,反应快,动作迅速,无需通过人工控制来夹紧箔片,提高了箔片的制动效率。
8、优选的,所述第二制动块包括辊体和转轴,所述辊体套设在所述转轴上并与所述转轴转动连接,所述辊体用于与箔片抵接;所述气缸的活塞轴与所述转轴连接。由于箔片保持与第二制动块抵接,若第二制动块上与箔片抵接的端面保持静止不动,第二制动块会对传送状态的箔片产生持续的摩擦磨损,影响箔片的质量,而辊体会随着箔片的传送运动而转动,从而减少对箔片的滑动摩擦,同时,即使辊体发生转动,在第一制动块静止不转的情况下,只要第一制动块和辊体之间的夹紧力大到一定程度,也能使箔片静止下来。
9、优选的,所述气缸设置有两个,两个所述气缸的活塞轴分别连接在所述转轴的两端。在转轴两端都连接一个气缸可使转轴受力平衡,在夹紧箔片时箔片的受力更加均匀。
10、优选的,所述第一制动机构和所述第二制动机构均还包括磁粉制动器,所述第一制动块为圆柱体并且与所述机架转动连接,所述磁粉制动器与所述第一制动块同轴连接。由于箔片在断裂成两段时两段箔片会分别向断口两端移动,若此时瞬间将箔片夹紧固定,会使箔片受到拉扯而受损,因此需要让箔片逐渐降速至静止。当第一制动块和第二制动块将箔片夹紧后,第一制动块与第二制动块会顺着箔片移动的方向转动,而磁粉制动器可向第一制动块输出反向扭矩阻止第一制动块转动,磁粉制动器输出的扭矩逐渐增大,使第一制动块逐渐降速至停止转动,当第一制动块停止转动时箔片也停止移动。增加磁粉制动器可对箔片起到缓冲作用,避免箔片瞬间停止而造成拉扯损伤。
11、优选的,所述第一制动块上安装有旋转编码器。由于不同厚度箔片所需要的加工时间不同,其在生产线上运送的速度不同,并且张紧力也不同,所以第一制动块所需要磁粉制动器的制动扭矩也不同,同时由于磁粉制动器的输出扭矩是逐渐增大的,所以不同箔片所需的制动时间也不同。为了保证所有箔片都能缓慢降速至静止,利用旋转编码器测得第一制动块的转速,再根据磁粉制动器的输出扭矩大小和所测得的转速来确定所需磁粉制动器制动的时间。
12、优选的,还包括警报器,所述警报器与所述旋转编码器电性连接。当旋转编码器检测到第一制动块的转速时,说明箔片已发生断裂,此时警报器可发出警报通知工作人员到现场确认箔片断裂情况。
13、优选的,所述第一制动块和所述第二制动块的表面均设置有橡胶涂层。橡胶涂层可增大第一制动块和第二制动块与箔片的静摩擦力,从而提高制动效果。
14、在另一种方案中,所述第一制动块和所述第二制动块均为气胀轴。箔片在正常输送过程中,第一制动块和第二制动块的端面为分离状态,箔片从第一制动块和第二制动块之间经过;当箔片发生断裂时,通过对第一制动块和第二制动块充气加压,使第一制动块和第二制动块的表面逐渐凸起至隔着箔片相互挤压,箔片受到第一制动块和第二制动块端面的夹紧力后停止不动,使箔片断口静止在电解槽外。
15、本实用新型的有益效果:在电解槽外部两侧分别增加第一制动机构和第二制动机构,当箔片出现断裂时可将箔片夹紧至静止不动,减少了箔片断口进入电解槽的情况发生,从而只需在电解槽外连接箔片并使生产线快速进入生产,不仅可保证生产线的生产效率,还可减少因箔片断裂带来的生产成本损失。
- 还没有人留言评论。精彩留言会获得点赞!