一种铝合金工件硬质阳极氧化辊花遮蔽的方法与流程
本发明涉及铝合金表面处理,具体而言,涉及一种针对铝合金工件辊花部位硬质阳极氧化时局部遮蔽的工艺和方法。
背景技术:
1、硬质阳极化是一种适用于铝合金的电化学氧化工艺方法,铝合金经硬质阳极化处理,可显著提高其表面的硬度、耐磨性和耐蚀性能,因而有着极为广泛的应用。
2、在某些工况条件下,工件局部不需要进行氧化处理,因此在氧化前应对这些不需要氧化膜的位置进行遮蔽处理,遮蔽的目的是在该部位预先形成绝缘型的保护膜,隔离氧化溶液以及屏蔽电场;常用的遮蔽处理方法有:涂胶(含涂装)绝缘保护法,工装绝缘保护法。
3、对于某些形状复杂的部位,如外屏蔽层的辊花部位,使用上述遮蔽处理方法存在很多缺点,如涂胶或涂装后难以去除干净,工装无法形成有效防护,边缘位置易渗漏,渗漏后形成的氧化膜很难去除,故而,研究如何提高铝合金工件辊花部位硬质阳极氧化过程中的遮蔽效果,提高遮蔽的精准度具有重要意义。
4、目前,现有的铝合金局部硬质阳极氧化的相关专利如下:
5、申请号为201811601746.2的中国专利公开了一种铝件表面局部阳极氧化的方法,该方法的主要步骤为:(1)将不要进行阳极氧化处理的位置上贴上大于其整体面积的胶膜;将板子放入可编程切割机上,按照非阳极化数据进行程序编辑后,可编程切割机会按照程序要求在产品上将多余胶膜切割掉。(2)将进行氧化前的产品放置到滚动式压合机上压力进行压合,排除胶膜内的空气,保证胶膜与铝材表面的可靠黏结;(3)将零件送至阳极氧化,按照阳极氧化标准流程进行氧化;(4)去除经阳极氧化处理的零件表面的胶膜;该方法的优点是采用了自动化的可编程切割机,对于胶膜位置的精度起到了重要作用,提高了局部保护的精度;但是该专利对胶膜的去除方法描述较为简略,以至于采用该专利所述的方法对于辊花等复杂形状部位难以形成有效防护,且胶膜难以去除干净。
6、申请号为201310744298.2的中国专利公开了一种精密零件局部硬质阳极氧化的绝缘保护方法,其主要方法为:(1)整体瓷质阳极氧化,溶液成分为草酸钛钾30-50g/l,草酸2-7g/l,硼酸8-10g/l,柠檬酸1-1.5g/l,ph值1.8-2.2;电流密度开始2-3a/dm2,终止0.6-1.22-3a/dm2,电压10min内升到规定值,终止电压110-120v,温度28-30℃,时间35-40min,氧化膜厚度0.5-1.0微米。(2)然后用机加工的方法除去需硬质阳极氧化表面的瓷质氧化膜;(3)整体硬质阳极氧化;溶液成分硫酸250-270g/l,草酸7-10g/l,醇类添加剂1-2g/l;电流密度5min内升到规定值2.5-3.5a/dm2,终止电压50-60v,温度-4℃,时间60-90min,氧化膜厚度35-45微米,维氏硬度420hv以上;该方法利用瓷质阳极氧化膜的绝缘性能对小体积、高精度零件局部遮蔽,通过工艺优化达到了预期的效果;但该方法需要通过机加工的方法除去局部的瓷质氧化膜,因此不适合于辊花部位的遮蔽保护。
7、申请号为202021746863.0的中国专利公开了一种局部阳极氧化用电极,所采用的技术方案是:用于局部阳极氧化的电极和导电主体,主体工作端外周壁上设有粗螺牙,工作端前端设有限位卡盘,限位卡盘沿周向设有多个卡缝,工作端和限位卡盘上绕设有棉条形成电解液吸收部;主体远离工作端的一侧设有挂钩,主体中间段设有防锈导电涂层;电解反应时,电池上的两个电池夹,一个夹住待修补工件,另一个夹住电极上的防锈导电涂层,工作人员抓住电池夹上的橡胶套,将吸收了电解液的吸收部靠近工件待反应区域,通电后,吸收部上的电解液与工件发生电解反应,将工件上未氧化区域氧化形成一层氧化膜,完成工件修补;该方法通过在电极上设置电解液吸收部,将氧化溶液吸附在待氧化部位,通电后使氧化反应在工件局部发生,从而实现局部阳极氧化;该方法可用于工件氧化膜局部修复,但是不适用于辊花等遮蔽部位保护。
8、综上所述,铝合金硬质阳极氧化的遮蔽保护方法多样,但均不适用于辊花等特殊部位,其主要原因有:
9、(1)辊花部位存在大量的弯角和圆弧,使用涂胶或涂装方法时,在弯角和圆弧部位会残留大量的胶黏剂或油漆,难以有效去除;若使用化学法去除胶黏剂或油漆会腐蚀铝合金基体并且影响后续硬质阳极氧化成膜。
10、(2)若参照专利201811601746.2所述使用工装遮蔽的方法,则需要精密的滚动式压合机,并且仍然存在胶膜难以去除干净的问题。
技术实现思路
1、有鉴于此,本发明旨在提出一种铝合金工件硬质阳极氧化辊花遮蔽的方法,以解决现有技术中存在的铝合金工件的辊花部位存在大量的弯角和圆弧,使用涂胶或涂装方法时,在弯角和圆弧部位会残留大量的胶黏剂或油漆,难以有效去除;若使用化学法去除胶黏剂或油漆会腐蚀铝合金基体并且影响后续硬质阳极氧化成膜,即便是采用工装遮蔽仍存在胶膜难以去除干净,且遮蔽的边缘位置易渗漏的问题;以此达到能够有效的提高铝合金工件辊花部位的遮蔽效果,避免在对工件硬质阳极氧化时,产生辊花部位遮蔽边缘位置易渗漏,使得辊花部位的氧化膜难以去除的问题,还有利于提高对铝合金工件局部保护的强度,进而提升铝合金工件的氧化效率,降低铝合金工件局部保护的操作难度,降低遮蔽的成本,节省人力的使用。
2、为达到上述目的,本发明的技术方案是这样实现的:
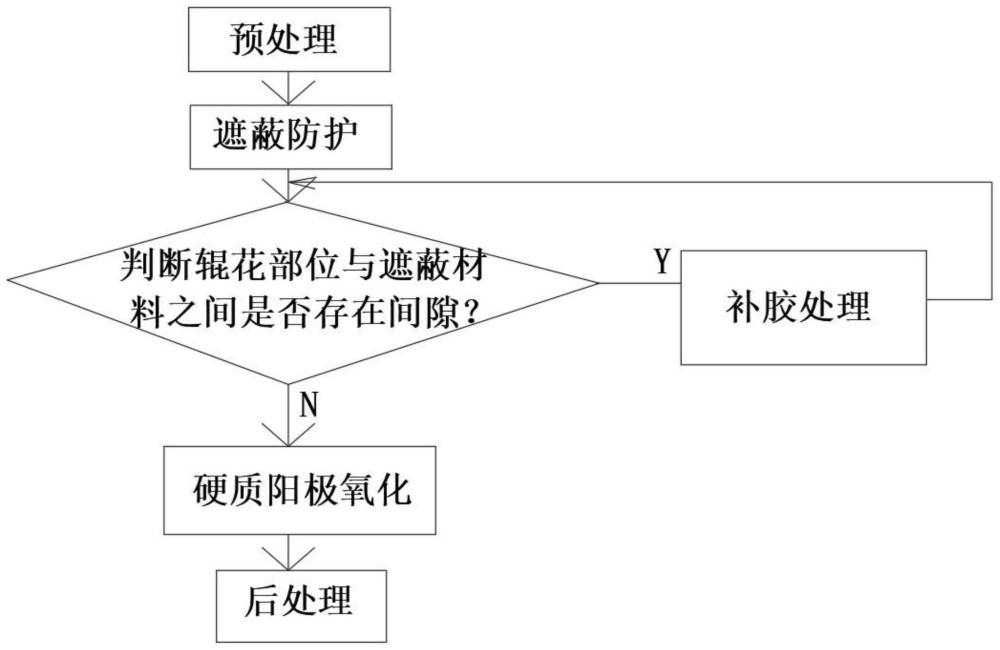
3、本发明涉及的一种铝合金工件硬质阳极氧化辊花遮蔽的方法,所述方法包括以下步骤:
4、步骤一、预处理:对铝合金工件的辊花部位进行预处理;
5、步骤二、遮蔽防护:通过将遮蔽材料设置在辊花部位外侧,并静置预设时间t;
6、步骤三、判断静置后的辊花部位边缘是否存在间隙,是,补胶处理后,重复步骤三,否,执行步骤四;
7、步骤四、硬质阳极氧化:对工件整体硬质氧化处理;
8、步骤五、后处理:将氧化后的铝合金工件进行封孔,并除去辊花部位外侧的遮蔽材料,实现工件硬质阳极氧化过程中,对其辊花部位的局部保护。
9、进一步,步骤一包括:
10、步骤s11:对所需进行硬质阳极氧化的铝合金工件上的辊花部位进行标记;
11、步骤s12:测量辊花部位具体宽度和/或长度尺寸,并计算得到辊花部位的面积大小s1;
12、步骤s13:对铝合金工件的辊花部位进行预处理。
13、进一步,步骤s13中,预处理的方式为使用化学除油剂将铝合金工件的辊花部位进行除油处理。
14、进一步,化学除油剂包括酒精、丙酮中的任意一种或多种溶剂。
15、进一步,步骤二中的遮蔽材料包括丙烯酸胶带和液态油墨,用于对辊花部位起到双重遮蔽效果的作用。
16、进一步,丙烯酸胶带的基材为泡棉,其中,泡棉的厚度≥1mm。
17、进一步,步骤二包括:
18、步骤s21:选用丙烯酸胶带和液态油墨作为遮蔽材料;
19、步骤s22:裁剪丙烯酸胶带,裁剪后的丙烯酸胶带面积大小为s2,s2=s1+α,其中,α为误差系数,且α≥0;
20、步骤s23:将裁剪后的丙烯酸胶带压紧在辊花部位外侧;
21、步骤s24:将液态油墨刷涂在胶带的外侧壁,并静置预设时间t使液态油墨干燥成固态。
22、进一步,步骤三包括:
23、步骤s31:通过辅助工具将与辊花边缘距离≥lmm所在区域内的油墨切除;
24、步骤s32:检测胶带外侧壁是否具有间隙,是,执行步骤s33,否,执行步骤四;
25、步骤s33:对具有间隙部位进行补胶处理,返回步骤s32。
26、进一步,步骤四包括:
27、步骤s41:组装硬质阳极氧化装置,并制备硬质阳极氧化溶液;
28、步骤s42:将硬质阳极氧化溶液放入装置内,并将已遮蔽辊花部位的铝合金工件放入装置内;
29、步骤s43:启动硬质阳极氧化装置,使装置内部通电,对铝合金工件进行整体硬质阳极氧化处理。
30、进一步,硬质阳极氧化溶液的溶质为h2so4,溶剂为去离子水,溶质含量200-250g/l,氧化电流密度1.5-2.0a/dm2。
31、相对于现有技术,本发明所述的一种铝合金工件硬质阳极氧化辊花遮蔽的方法,具有以下有益效果:
32、通过所述方法能够有效的提高铝合金工件辊花部位的遮蔽效果,避免在对工件硬质阳极氧化时,产生辊花部位遮蔽边缘位置易渗漏,使得辊花部位的氧化膜难以去除的问题,还有利于提高对铝合金工件局部保护的强度,进而提升铝合金工件的氧化效率,降低铝合金工件局部保护的操作难度,降低遮蔽的成本,节省人力的使用,此外,通过采用丙烯酸胶带+液态油墨的遮蔽方法,可以对辊花部位提供有效的遮蔽防护,防止生成氧化膜,去除遮蔽材料后,辊花部位基本无需二次处理;过程操作简单,成本低;选用的丙烯酸胶带耐温80℃以上,能够有效避免氧化过程中工件发热导致脱胶现象的发生;丙烯酸胶带采用泡棉为基材,柔软易变形,能够较好地贴合在复杂形状表面;采用液态油墨对胶带侧面进行补胶,能够有效防止溶液从辊花缝隙渗透进入辊花面;采用的丙烯酸胶和液态油墨在氧化后均很容易去除,去除后无残留,基本无需二次处理,省时省力。
- 还没有人留言评论。精彩留言会获得点赞!