一种刷涂阳极氧化装置及刷涂方法与流程
本发明属于铝及铝合金零件表面局部防护层的制备及原位修复,具体涉及一种刷涂阳极氧化装置及刷涂方法。
背景技术:
1、1.刷涂阳极氧化技术
2、阳极氧化法被称作铝合金表面处理的“万能”技术。铝和铝合金的阳极氧化处理是以铝或铝合金制品为阳极置于电解质溶液中,利用电解作用,使其表面形成氧化铝薄膜的过程,常用阳极阳极氧化工艺在槽液中进行。铝及其合金的阳极氧化膜不但具有良好的力学性能和耐蚀性能,耐磨性、耐候性,而且还具有较强的吸附性能。随着槽液阳极氧化处理技术的发展,相应的涂层局部制备及修补技术应运而生。铝及铝合金刷涂阳极氧化技术原理与槽液阳极氧化相同,都是利用反向电流(部分为阳极)和相应的电解质溶液在铝及铝合金表面形成氧化膜。是一种先进的局部防护层制备工艺,无需浸泡在专用槽中,所获得涂层的质量和性能高于或等同于槽液中进行阳极化所获得的涂层。可有针对性的处理零组件的局部区域,可用于大型、复杂铝合金零组件表面的局部防护,设备一般采用便携式,操作方法简便,可用于零件在外场使用环境中的即时修理。阳极氧化主要有五类,即:铬酸阳极氧化、硫酸阳极氧化、硬质阳极氧化、硼硫酸阳极氧化和磷酸阳极氧化。
3、铝合金刷涂阳极氧化工艺主要用于零件局部阳极氧化层的制备及氧化层局部损伤后的原位修复,在应用上与槽液阳极氧化技术互为补充。
4、刷涂阳极氧化层耐蚀性高于常用的阿洛丁等化学氧化处理,操作方法灵活,可用于解决制造及产品服役过程中存在的零(组)件防护层损伤、零件尺寸过大无法入槽处理、装配后难以拆卸或拆运的大型设备的局部防护,大型零件的局部、盲孔、窄缝、深孔等部位的防护,零(组)件有特殊性能要求(如导电、耐蚀等)部位的涂覆等问题。
5、2.现有技术状况分析
6、2.1一种电刷镀装置(专利号cn201710314275.6),包括刷涂槽、工件固定装置、涂刷装置、驱动装置、涂刷液输送装置、和红外测距传感器,涂刷槽底部设置有一号排液口,1号排液口与涂刷液存放箱之间通过软管连接;工件固定装置位于涂刷槽上方,工件固定装置用于对工件进行固定;涂刷装置安装于驱动装置之上,涂刷装置用于对工件进行刷涂;驱动装置用于带动涂刷装置对工件来回涂刷电镀;涂刷液输送装置用于对涂刷装置输送涂刷液;红外线测距传感器用于检测工件镀层厚度。本发明主要适用于实验室中对单个零件的电镀实验工作,其可对曲面进行电镀,电镀效果较好,同时本发明能够对各种材质的金属进行固定,相对于现有技术适用性较广。
7、(1)该装置须利用工件固定装置对各类材料固定后刷镀,其结构不具备各类无法拆卸零件在服役环境复杂条件下机上原位修复功能,该发明已经明确适用范围为实验室用单个零件的刷镀。
8、(2)驱动装置带动刷涂装置对工件来回刷涂,须进行相对移动。
9、(3)刷镀槽底有排液口但无溶液回收过滤装置和循环装置,不具备刷涂后溶液循环再次回收利用装置及功能。
10、2.2一种提升镀层质量的电刷镀装置(cn201911160044.x)公开了一种提升刷镀层质量的电刷镀装置,包括加工台和设置与所述加工台上方的第一安装版,说书第一安装版设有第一活动板,所述第一活动板设有第一活动腔,活动腔内设有可沿所述第一活动腔内壁移动的活动块,所述活动块上设有第一连接杆,第一连接杆低于设有镀笔,镀笔侧壁包裹有海绵垫,所述加工台包括第二液压缸、第三液压缸、设于所述第二液压缸和所述第三液压缸活塞杆上的第二支撑板及设于所述第二支撑板上的支撑带,所述支撑带包裹于所述第二支撑板上,上述第三液压缸设于所述第二液压缸内侧;所述第二支撑板上设有第三支撑弹簧,所述第三支撑弹簧上设有第三支撑板,所述支撑板带为弹性材料制成。
11、(1)所述装置主要是针对曲面工件刷涂时,通过二级液压缸的驱动和固定作用,防止工件在电镀过程中发生移动,提升工件刷镀效果。
12、(2)提到的刷镀笔采用海绵垫侧壁包裹非全包覆。
13、(3)该
技术实现要素:
重点为固定安装装置。
14、2.3cn201910364867.8一种便于回收镀液的电刷镀装置公开了一种便于回收镀液的电刷镀装置,包括底座、设于上述底座上的支撑块及设于所述底座上的安装块,所述底座上设有第一储液腔,所述支撑块设于所述第一储液腔上方,所述安装块上设有第一活动腔,所述第一活动腔侧壁上设有第一活动槽、活动块、连接板、镀笔,底座上设有通槽,所述第一储液腔侧壁设有第三支撑板,通槽内设有过滤板,过滤板一端设有第二块挡板,第二块挡板上设有第七连接块,第七连接块上设有固定杆,底座侧壁上设有第八连接块,第八连接块上设有与所述固定杆相配合的固定孔。
15、该发明提出一种具有回收结构的电刷镀装置,通过在挡板中放置过滤板实现过滤功能。
16、2.4cn202010806104.7一种零件内孔修复加工用电刷镀装置公开了一种零件内孔修复加工用电刷镀装置,包括支座、控制器、电源线、辅助加工装置和加工座。本发明通过在支座左侧安装有辅助加工装置,辅助加工装置左侧与加工座相接,装置内安装有独立的电机,电机驱动内部的传动机构进行运动,即可使得左端的推板进行推出,在推动底板部即可将加工座上的杂质以及镀液统一推至加工座左端,工作人员进行清理,效率高,效果好;在推板左侧安装有夹紧机构,夹紧机构能对加工中的零件进行夹紧,在清理时无需人工对工件进行拿取,边位移动对底部的杂质进行刮扫,提高工作效率,减少人工操作。
17、(1)该装置为内孔刷镀专用装置;
18、(2)通过电机驱动传动机构使刷镀笔与内径做相对运动,获得刷镀层。
19、(3)在刷镀笔与内径待刷涂表面的相对运动中,杂质与镀液统一推出,由人工清理。
20、综上所述,现有技术中存在的问题:
21、(1)无针对刷涂阳极氧化反应放热等特点专门设计的刷涂阳极化装置。刷涂阳极氧化过程中部分电能转化为热能,同时氧化反应释放热量,导致溶液温度升高,溶液温度过高阳极化层粗糙甚至烧焦。
22、(2)刷涂溶液一次性使用,不回收重复利用造成浪费。部分装置仅具备溶液回收装置,但由于刷镀笔头与待刷涂表面做相对运动,被刮下的纤维以及待处理表面形成粗糙的涂层掉落的颗粒物等污染溶液,直接影响溶液回收后二次利用效果。
23、(3)使用小于待刷涂表面的刷镀笔,在与待刷涂表面做相对运动时,因运动速度不均导致氧化层厚度不均,或运动过慢待刷涂零件表面局部表干造成氧化层结合力差。在刷涂管类零件的内径或机械加工零件内孔时,使用现有刷镀笔无法有效控制内径阳极氧化层的完整性及厚度的均匀性。
技术实现思路
1、本发明的目的:本发明的目的是提出一种刷涂阳极氧化装置及刷涂方法,(1)通过循环过滤装置的设计和利用去除回收利用溶液中机械杂质,同时使刷涂阳极氧化溶液流动;(2)通过刷镀笔的设计和利用,将刷镀笔头放置于待刷涂表面,不做相对运动,依靠溶液的循环流动,间接达到相对运动的效果,保证刷涂阳极化层完整性和厚度均匀性;(3)通过冷却、加温装置的设计和使用控制溶液刷涂温度,达到保证阳极化层细腻无烧焦的目的。
2、本发明的技术方案:为了实现上述目的,根据本发明的第一方面,提出一种刷涂阳极氧化装置,采取的技术手段或构思如下:
3、1.通过循环装置的设计和利用,使刷涂溶液流动,且流速可控。同时可将刷涂后的溶液回收,在回收端设计过滤除杂装置,除杂后再次利用。
4、2.通过刷镀笔的设计和使用,在刷镀笔头与待刷涂面间无匀速运动的情况下,利用大量溶液的循环流动来保证刷涂阳极化层完整性和厚度均匀性。
5、3.通过冷却装置或加温装置的设计和使用控制溶液刷涂温度,达到保证阳极化快速成膜,且膜层细腻无烧焦的目的。
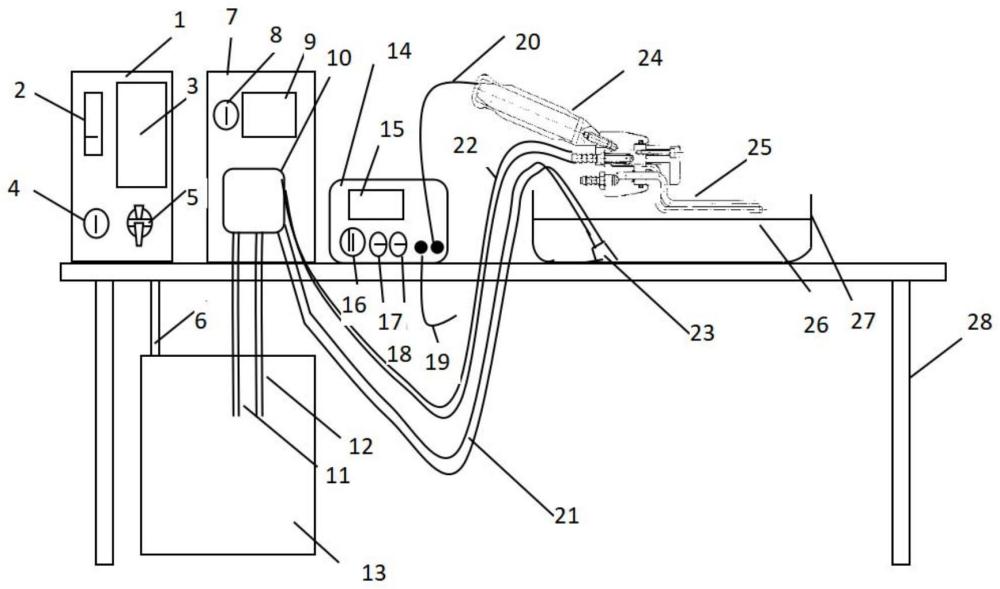
6、所述装置包括刷涂阳极氧化电源、冷却装置、刷镀笔、刷镀笔头、循环泵、接液盘;待刷涂工件与所述刷涂阳极氧化电源的阳极相连,所述刷镀笔与所述刷涂阳极氧化电源的阴极相连,所述刷镀笔头连接于所述刷镀笔的端部;阳极氧化溶液存放于所述冷却装置的冷却桶内,通过所述冷却装置持续冷却;所述循环泵的输出端伸入所述冷却装置的冷却桶内,将阳极氧化溶液通过管路输送至所述刷镀笔头处,其回收端伸入存放有经过刷涂的阳极氧化溶液的接液盘中,将经过刷涂的阳极氧化溶液回收至所述冷却装置的冷却桶内。
7、在一个可能的实施例中,所述循环泵的输出端连接有过滤头。
8、在一个可能的实施例中,所述刷镀笔头包括石墨阴极、以及由内到外依次包覆在石墨阴极表面的透气粘、吸水性织物。利用透气粘和吸水性织物吸收并短时间保存刷涂溶液,同时溶液在透气粘可流进、储存、流出,既能短时保存又能及时更新溶液;吸水性织物与透气粘溶液可短时存留溶液,但其表面纤维相比透气粘要致密,在与待刷涂的金属表面接触并做相对运动过程中,不会有纤维刮出并留在金属表面形成污染,影响刷涂质量。
9、在一个可能的实施例中,所述石墨阴极的形状根据待刷涂工件的形状确定。
10、在一个可能的实施例中,所述冷却装置包括制冷机、冷却桶、冷却管;所述冷却管设置于所述冷却桶内;所述制冷机与所述冷却管相连。
11、根据本发明的第二方面,提出一种刷涂阳极氧化方法,采用上述的一种刷涂阳极氧化装置,包括如下步骤:
12、在冷却装置的冷却桶内加入阳极氧化溶液,开启冷却装置、循环泵的电源,并设定冷却装置的温度、循环泵流量工艺参数;
13、采用有机溶剂对待刷涂面进行除油;除油后蘸取去离子水擦拭零件刷涂表面;
14、刷涂阳极氧化:零件与阳极连接,阳极氧化专用刷镀笔连接在电源阴极上,采用刷涂阳极氧化溶液进行阳极化处理;开启冷却设备预先将阳极氧化溶液温度降至8℃~12℃,以保证在刷涂过程中阳极氧化溶液温度保持24℃~26℃,同时使用泵供给阳极氧化溶液;处理前用阳极氧化溶液润湿待处理部位,然后再通电;预设电流密度:15a/dm2~20a/dm2;推荐阴阳极相对运动速度(参考):0m/min~10m/min;电源电压预设至30v,通电后逐步升压,每分钟上升5v,直至45v。保持45v直到所需总电量的一半。然后逐步降至35v并保持35v,完成剩余应消耗电量。刷涂阳极氧化后采用去离子水冲洗待刷涂表面,水洗时间不小于2s。
15、在刷镀过程中,刷镀笔与待刷涂表面静止,不做相对运动,依靠循环泵带动溶液的循环流动,循环泵的回收溶液口配备过滤头去除杂质,保证溶液清洁。
16、封闭:采用刷涂笔蘸取阳极氧化化封闭剂treatment anodize seal code5020/5021/5022,涂覆在刷涂表面,保持湿润30s~60s后采用去离子水冲洗去除。刷涂阳极氧化后喷漆的零件不进行此工序。
17、在一个可能的实施例中,冷却装置的温度的设定温度范围为8℃~12℃。
18、在一个可能的实施例中,刷涂阳极氧化后采用去离子水冲洗待刷涂表面,水洗时间不小于2s。
19、与现有技术相比,本发明的有益效果为:
20、本发明的目的是提供一种电刷涂阳极化装置,除刷镀必备的电源、循环泵、刷镀笔外,还包括冷却桶、制冷机在内的冷却装置,溶液回收管及其带有过滤功能的回收管接头,以及一种无需与零件相对运动的刷镀笔头结构。通过以上刷涂阳极化装置达到以下效果:
21、1.电源提供刷涂阳极化用电,并精准控制、指示刷涂阳极化工作电流、电压;
22、2.循环泵使刷涂阳极氧化溶液循环流动,流动速度可控。同时可回收刷涂阳极化溶液。刷涂阳极氧化笔无需在待刷涂表面来回刷涂做匀速运动,可依靠刷涂溶液的流动完成电刷涂工作。避免刷镀笔运动速度过慢造成刷涂阳极化层厚度不均、局部表干结合力差等问题。
23、3.循环过滤泵溶液回收口的过滤头,有滤纸和活性炭层,可过滤去除回收溶液中的杂质,避免溶液污染保证回收溶液质量。同时滤纸和活性炭可视污染程度进行更换,不使用时可拆除。
24、4.冷却装置可控制刷涂阳极化工艺实施中溶液的温度。刷涂过程中部分电能转化为热能、阳极氧化反应放热使溶液温度提高,温度升高超过控制范围将导致阳极化层粗糙、烧焦等现象,严重影响成膜质量。通过冷却装置刷涂前将溶液降低至8℃~12℃,刷涂过程中阳极氧化溶液温度保持在24℃~26℃。
- 还没有人留言评论。精彩留言会获得点赞!